(54) АВТОМАТИЧЕСКАЯ ЛИНИЯ
| название | год | авторы | номер документа |
|---|---|---|---|
| Сборочная линия | 1981 |
|
SU921789A1 |
| Поточная линия для окраски и сушки крупногабаритных и длинномерных изделий | 1977 |
|
SU745818A1 |
| Устройство для загрузки изделий | 1981 |
|
SU952527A1 |
| ЛИНИЯ ПОГРУЗОЧНО-РАЗГРУЗОЧНЫХ РАБОТ В ЭКСПЕДИЦИЯХ И ХРАНИЛИЩАХ ХЛЕБОЗАВОДОВ | 1969 |
|
SU255878A1 |
| АВТОМАТИЗИРОВАННАЯ ЛИНИЯ ДЛЯ СБОРКИ И СВАРКИ КУЗОВОВ АВТОМОБИЛЕЙ | 1995 |
|
RU2102210C1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ СТРОИТЕЛЬНЫХ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ, ОБЖИГОВАЯ МНОГОЩЕЛЕВАЯ ШАХТНАЯ ПЕЧЬ ДЛЯ СТРОИТЕЛЬНЫХ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ И СУШИЛЬНАЯ КАМЕРА ДЛЯ СТРОИТЕЛЬНЫХ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ | 1993 |
|
RU2046708C1 |
| Линия для изготовления стекол "триплекс | 1979 |
|
SU975601A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ОБЕЗЖИРИВАНИЯ, МОЙКИ И СУШКИ КОМПЛЕКТУЮЩИХ ДЕТАЛЕЙ ТЕПЛОВЫДЕЛЯЮЩЕЙ СБОРКИ | 2002 |
|
RU2265901C2 |
| Установка для мойки деталей | 1988 |
|
SU1664421A1 |
| СПОСОБ РАСФАСОВКИ СТАЛЬНЫХ ГВОЗДЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2111907C1 |
1
Изобретение относится к приборостроению, а именно к автоматическим линиям для мойки и сушки изделий, например термосистем холодильных агрегатов.
Известна автоматическая линия, например- для мойки и сушки термосистем холодильных агрегатов, содержащая установленные в заданной технологической последовательности моечные ванны и камеру сушки, соединенные между собой замкнутым цепным транспортером с подвесками, причем на позициях загрузки и разгрузки установлены манипуляторы 1.
Недостатками этой линии являются ограниченные технологические возможности и невозможность ее применения для мойки и сушки термосистем.
Цель изобретения - повышение производительности линии.
Указанная цель достигается тем, что подвески цепного транспортера снабжены лотками, имеющими конфигурацию фланца термосистемы, а на позициях загрузки и разгрузки дополнительно установлены с возможностью перемещения опора для поддержания лотка и направляющие с устройствами для предварительной и окончательной фиксации, а также механизм шагового перемещения термосистем в лотках и направляющих.
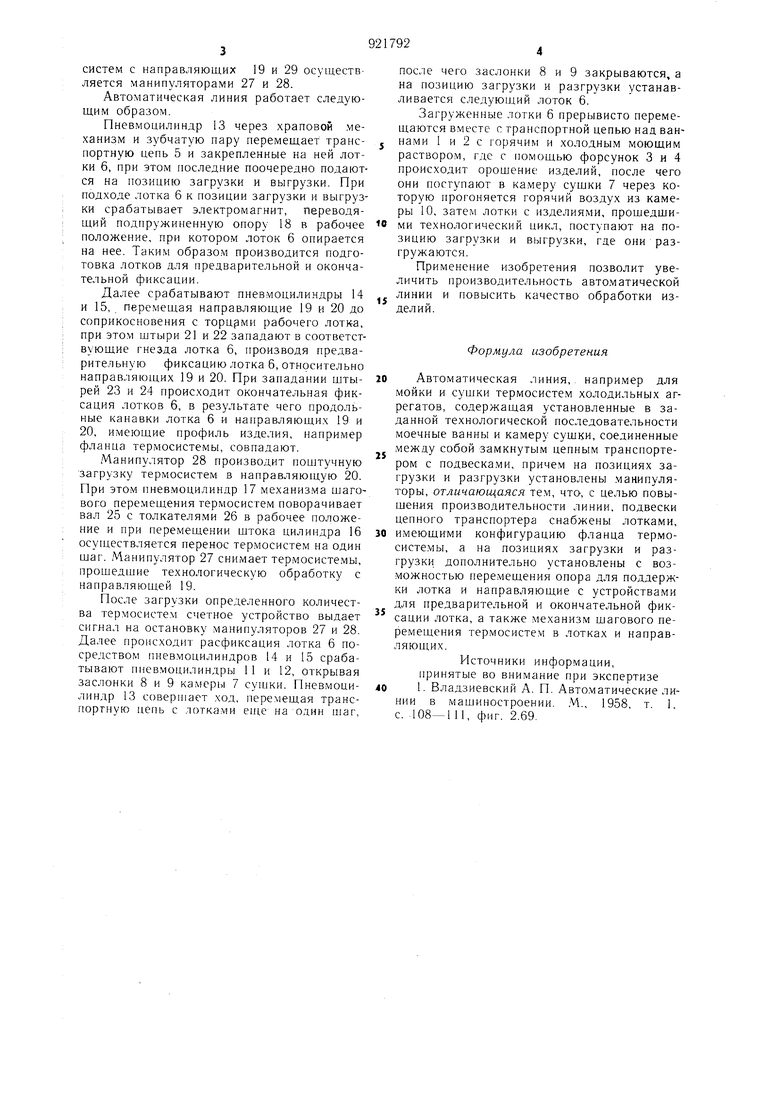
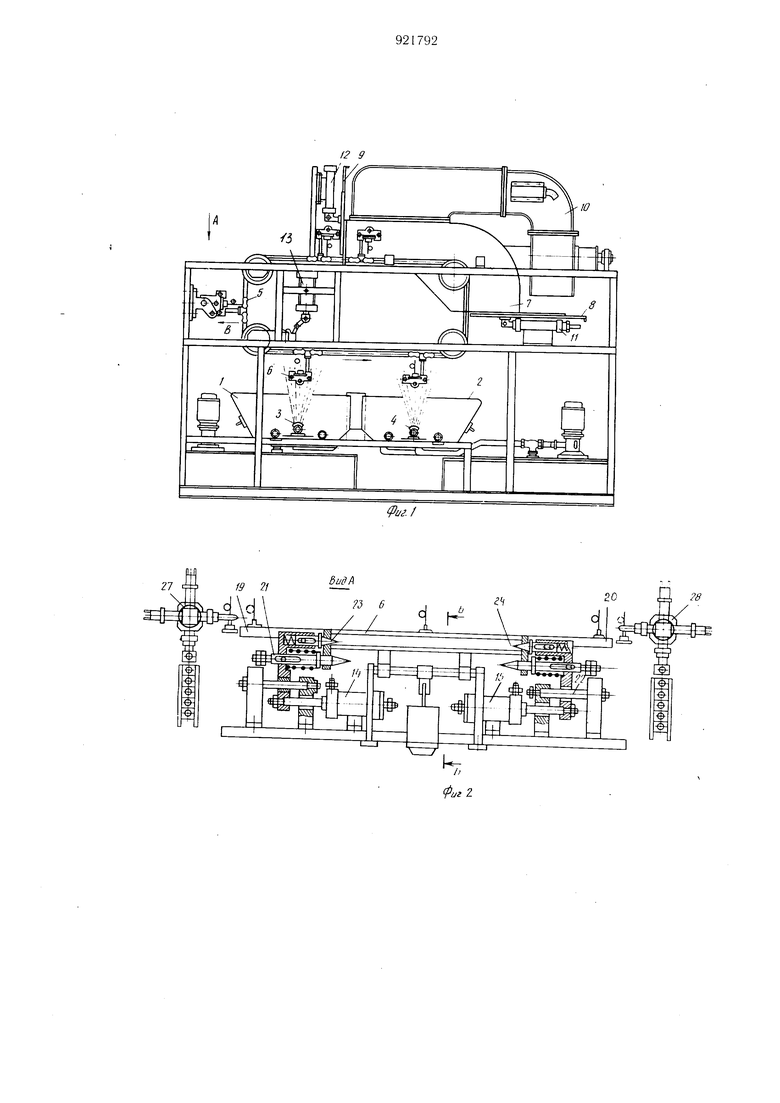
На фиг. 1 изображена линия, продольный разрез; на фиг. 2-вид А на фиг. 1;
5 на фиг. 3 - разрез Б-Б на фиг. 2; на фиг. 4 вид В на фиг. 1; на фиг. 5 - вид Г на фиг. 4. Автоматическая линия для мойки и сушки термосистем содержит ванны 1 и 2 орошения форсунки 3 и 4, транспортную цепь 5 с подвесками и лотками 6, камеру 7 сушки с заслонками-8 и 9, камеру 10 нагрева воздуха и пневмоцилиндры 11-17.
Подпружиненная поворотная опора 18 предназначена для поддержки лотков в позиции загрузки и разгрузки. Позиции загрузки Н разгрузки снабжены подвижными направляющими 19 и 20 и устройствами для их предварительной и окончательной фиксации, выполненные в виде подпружиненных штырей 21-24 взаимодействующих с соот,„ ветствующими гнездами в корпусе лотка 6. В позиции загрузки и разгрузки также установлен механизм шагового пере.мещения термосистем в лотках 6 и направляющих 19 и 20, содержащий вал 25 с установленными на нем толкателями 26. Подача и съем термосистем с направляющих 19 и 29 осуществляется манипуляторами 27 и 28.
Автоматическая линия работает следующим образом.
Пневмоцилиндр 13 через храповой .механизм и зубчатую пару перемещает транспортную цепь 5 и закрепленные на ней лотки 6, при этом последние поочередно подаются на позицию загрузки и выгрузки. При подходе лотка 6 к позиции загрузки и выгрузки срабатывает электромагнит, переводящий подпружиненную опору 18 в рабочее положение, при которо.м лоток 6 опирается на нее. Таким образом производится подготовка лотков для предварительной и окончательной фиксации.
Далее срабатывают пневмоцилиндры 14 и 15, перемещая направляющие 19 и 20 до соприкосновения с торцами рабочего лотка, при этом штыри 21 и 22 западают в соответствующие гнезда лотка 6, производя предварительную фиксацию лотка 6, относительно направляющих 19 и 20. При западании щтырей 23 и 24 происходит окончательная фиксация лотков 6, в результате чего продольные канавки лотка 6 и направляющих 19 и 20, имеющие профиль изделия, например фланца термосистемы, совпадают.
Манипулятор 28 производит пощтучную загрузку термосистем в направляющую 20. При этом пнев.моцилиндр 17 механиз.ма щагового перемещения термосистем поворачивает вал 25 с толкателя.ми 26 в рабочее положение и при перемещении щтока цилиндра 16 осуплествляется перенос термосистем на один щаг. Манипулятор 27 снимает термосистемы, прощедшие технологическую обработку с направляющей 19.
После загрузки определенного количества термосистем счетное устройство выдает сигнал на остановку манипуляторов 27 и 28. Далее происходит расфиксация лотка 6 посредством пневмоцилиндров 14 и 15 срабатывают пнсв.моцилиндры 11 и 12, открывая заслонки 8 и 9 камеры 7 сутки. Пневмоцилиндр 13 совершает ход, перемещая транспортную цепь с лотками еще на один шаг,
после чего заслонки 8 и 9 закрываются, а на позицию загрузки и разгрузки устанавливается следующий лоток 6.
Загруженные лотки 6 прерывисто перемещаются вместе с транспортной цепью над ваннами 1 и 2 с горячим и холодным моющим раствором, где с помощью форсунок 3 и 4 происходит орошение изделий, после чего они поступают в ка.меру сущки 7 через которую прогоняется горячий воздух из камеры 10, затем лотки с изделиями, прошедщими технологический цикл, поступают на позицию загрузки и выгрузки, где они разгружаются.
Применение изобретения позволит увеличить производительность автоматической линии и повысить качество обработки издел ИИ.
Формула изобретения
Автоматическая линия,, например для мойки и сутки термосистем холодильных агрегатов, содержащая установленные в заданной технологической последовательности моечные ванны и камеру сушки, соединенные между собой замкнутым цепным транспортером с подвесками, причем на позициях загрузки и разгрузки установлены манипуляторы, отличающаяся те.м, что-, с целью повышения производительности линии, подвески цепного транспортера снабжены лотками,
имеющими конфигурацию фланца термосисте.мы, а на позициях загрузки и разгрузки дополнительно установлены с возможностью перемещения опора для поддержки лотка и направляющие с устройствами для предварительной и окончательной фиксации лотка, а также механизм шагового перемещения термосистем в лотках и направляющих.
Источники информации, принятые во внимание при экспертизе
