(5) ШТАМП ДЛЯ ПРОБИВКИ РАДИАЛЬНЫХ ОТВЕРСТИЙ В ПОЛЫХ ДЕТАЛЯХ
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для пробивки отверстий в полых деталях | 1979 |
|
SU919787A1 |
| Штамп для пробивки отверстий в стенках полых изделий | 1982 |
|
SU1276398A1 |
| Штамп для пробивки отверстий в полых цилиндрических изделиях | 1987 |
|
SU1563811A1 |
| ШТАМП ДЛЯ ПРОБИВКИ В БОКОВЫХ СТЕНКАХ ПОЛЫХ ИЗДЕЛИЙ ОТВЕРСТИЙ | 1985 |
|
SU1332636A1 |
| Штамп для пробивки в полых деталях отверстий | 1986 |
|
SU1388149A1 |
| Штамп для гибки штучных заготовок | 1988 |
|
SU1574319A1 |
| Штамп для обработки листового материала | 1981 |
|
SU988413A1 |
| Штамп для пробивки отверстий вСТЕНКАХ пОлыХ дЕТАлЕй | 1979 |
|
SU841724A1 |
| Штамп для пробивки отверстий в стенках полых изделий | 1983 |
|
SU1098617A1 |
| Штамп для обработки листовогоМАТЕРиАлА | 1979 |
|
SU816623A1 |
I
Изобретение относится к технологической Оснастке для холодной листовой штамповки полых деталей и может быть использовано в машиностроении.
Известен штамп для пробивки радиальных отверстий в полых деталях, содержащий в неподвижной части оправку-матрицу и радиал1 но подвижные пуансоны 1.
Однако известный штамп не обеспечивает необходимую долговечность матрицы, а следовательно, и точность получаемых деталей, вследствие возникновения трещин на матрице за счет неодновременного ударения пуансонов о детали, которые имеют отклонения по диаметру.
Цель изобретения - повышение качества деталей и стойкости матрицы при пробивке радиальных отверстий в полых деталях.
Для достижения цели штамп, содержащий в неподвижной части, оправкуматрицу и радиально подвижные пуансоны, снабжен двумя стойками, установленными на неподвижной части штампа, в которых укреплена по меньшей мере одна колонка с осью, перпендикулярной продольной оси матрицы, матрица установлена на ней консольно с возможностью перемещения вдоль нее, а между матрицей и стойками расположены упругие элементы.
10
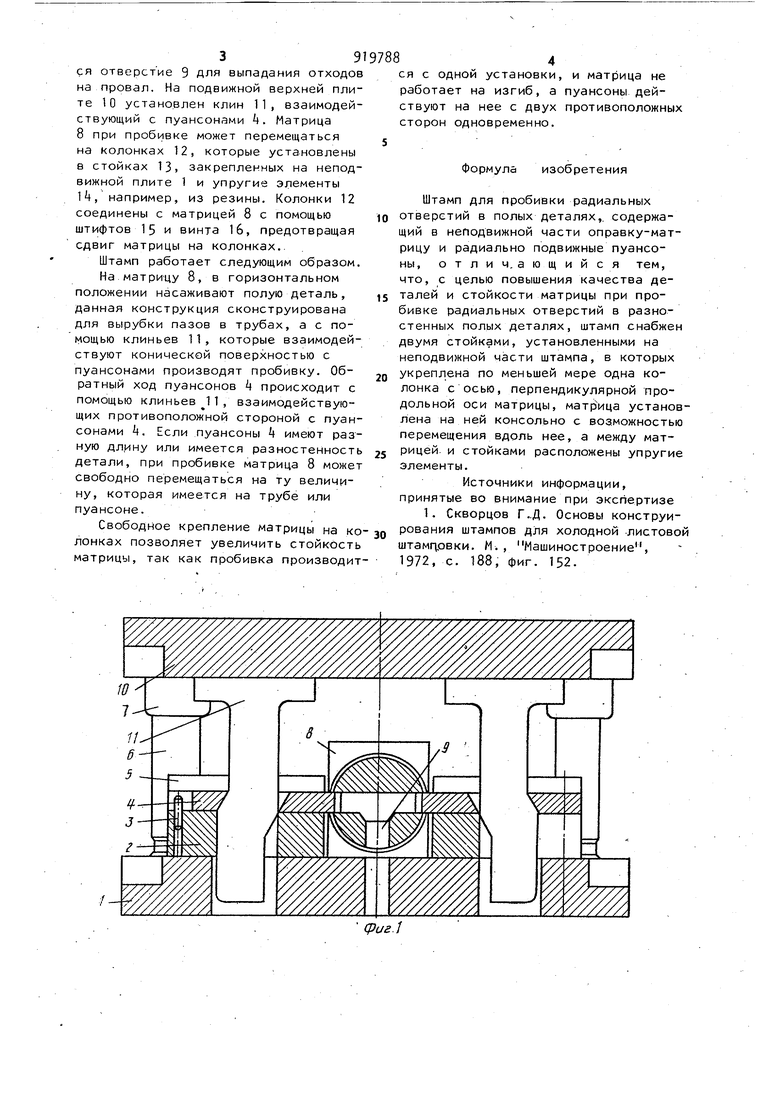
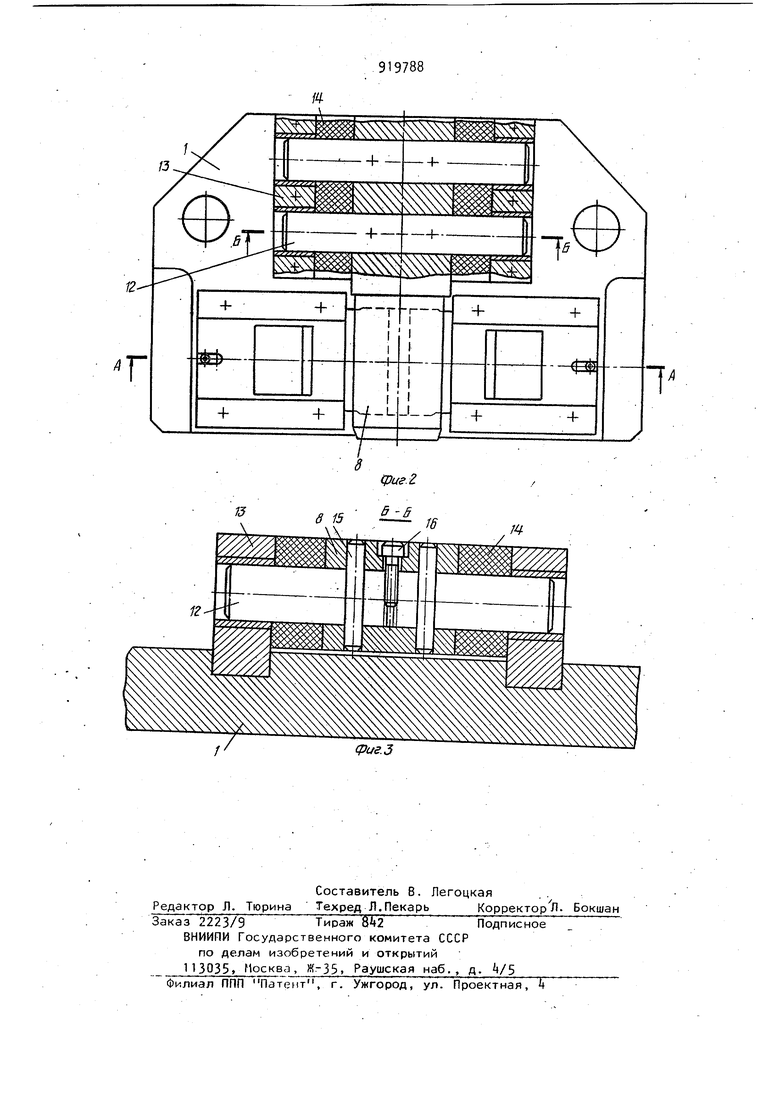
На фиг. 1 изображен штамп, продольный разрез; на фиг. 2 - нижняя часть штампа; на фиг. 3 - разрез Б-Б на фиг. 2.
Штамп состоит из нижней неподвиж15ной плиты 1, на которой посредством крепежных элементов прикреплена нижняя направляющая 2, в которой имеется штифт 3. для предотвращения выпадания пуансонов , которые сверху
20 прикреплены планками 5. Колонка 6 и втулка 7 дает строго горизонтальное направление пуансонам k в матрице 8, в которой в нижней части имеется отверстие 9 для выпадания отходов на провал. На подвижной верхней пли те 10 установлен клин 11, взаимодействующий с пуансонами k. Матрица 8 при пробивке может перемещаться на колонках 12, которые установлены в стойках 13, закрепленных на неподвижной плите 1 и упругие элементы 1, например, из резины. Колонки 12 соединены с матрицей 8 с помощью штифтов 15 и винта 16, предотвращая сдвиг матрицы на колонках.. Штамп работает следующим образом. На матрицу 8, в горизонтальном положении насаживают полую деталь, данная конструкция сконструирована для вырубки пазов в трубах, а с помощью клиньев 11, которые взаимодействуют конической поверхностью с пуансонами производят пробивку. Обратный ход пуансонов k происходит с помощью клиньев 11, взаимодействующих противоположной стороной с пуансонами k. Если пуансоны имеют разную длину или имеется разностенность детали, при пробивке матрица 8 может свободно перемещаться на ту величину, которая имеется на трубе или пуансоне. Свободное крепление матрицы на ко лонках позволяет увеличить стойкость матрицы, так как пробивка производит 9 ся с одной установки, и матрица не работает на изгиб, а пуансоны действуют на нее с двух противоположных сторон одновременно. Формула изобретения Штамп для пробивки радиальных отверстий в полых деталях,, содержащий в неподвижной части оправку-матрицу и радиально подвижные пуансоны, отлич. ающийся тем, что, с целью повышения качества деталей и стойкости матрицы при пробивке радиальных отверстий в разностенных полых деталях, штамп снабжен двумя стойками, установленными на неподвижной части штампа, в которых укреплена по меньшей мере одна колонка с осью, перпендикулярной продольной оси матрицы, матрица установлена на ней консольно с возможностью перемещения вдоль нее, а между матрицей и стойками расположены упругие элементы. Источники информации, принятые во внимание при экспертизе 1. Скворцов Г.,Д. Основы конструирования штампов для холодной листовой штамг овки. М. , Машиностроение, 1972, с. 188, фиг. 152.
