(5) ШТАМП для ПРОБИВКИ ОТВЕРСТИЙ В ПОЛЫХ ДЕТАЛЯХ
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для пробивки радиальных отверстий в полых деталях | 1979 |
|
SU919788A1 |
| Штамп для пробивки в полых деталях отверстий | 1986 |
|
SU1388149A1 |
| Штамп совмещенного действия | 1986 |
|
SU1375381A1 |
| Штамп для обработки полых заготовок | 1983 |
|
SU1119754A2 |
| Штамп для обработки листовогоМАТЕРиАлА | 1979 |
|
SU816623A1 |
| Штамп для обработки полых заготовок | 1981 |
|
SU988416A1 |
| Штамп совмещенного действия для вырубки и пробивки листового материала | 1983 |
|
SU1118459A1 |
| Штамп для чистовой вырубки | 1977 |
|
SU662207A1 |
| Штамп для чистовой пробивки отверстий в штучных заготовках | 1978 |
|
SU778872A1 |
| Штамп для штамповки деталей | 1983 |
|
SU1123787A2 |
Изобретение относится к технологической оснастке для холодной листовой штамповки полых деталей и может быть использовано в машиностроении.
Известен штамп для пробивки отверстий в полых деталях, содержащий неподвижные матрицы и подвижные пуансоны, диаметрально противоположно расположенные с внутренней стороны изделия и взаимодействующие при рабочем ходе с деталью поочередно, что позволяет обрабатывать в штампе детали, имеющие отклонения по диаметру ГП: .
Однако в известном штампе невоз.мржно получать детали высокой точности из-за недостаточно хорошей фиксации их при пробивке.
Известен штамп для пробивки отверстий в полых деталях, содержащий матрицу, несущую детали (и связанную с неподвижной плитой) и диаметрально
противоположно расположенные пуансоны, связанные с подвижной плитой 2.
Однако известный штамп не обеспечивает необходимую долговечность, вследствие возникновения трещин на матрице за счет неодновременного ударения пуансонов о детали, которые имеют отклонения по диаметру.
Цель изобретения - повышение
10 стойкости матрицы и качества деталей.
Для достижения цели штамп снабжен осью, закрепленной на неподвижной плите, матрица установлена консоль15но и размещена на оси с возможностью, поворота в плоскости действия пуансонов и подпружинена в той же плоскости в направлении действия пуансонов.
го
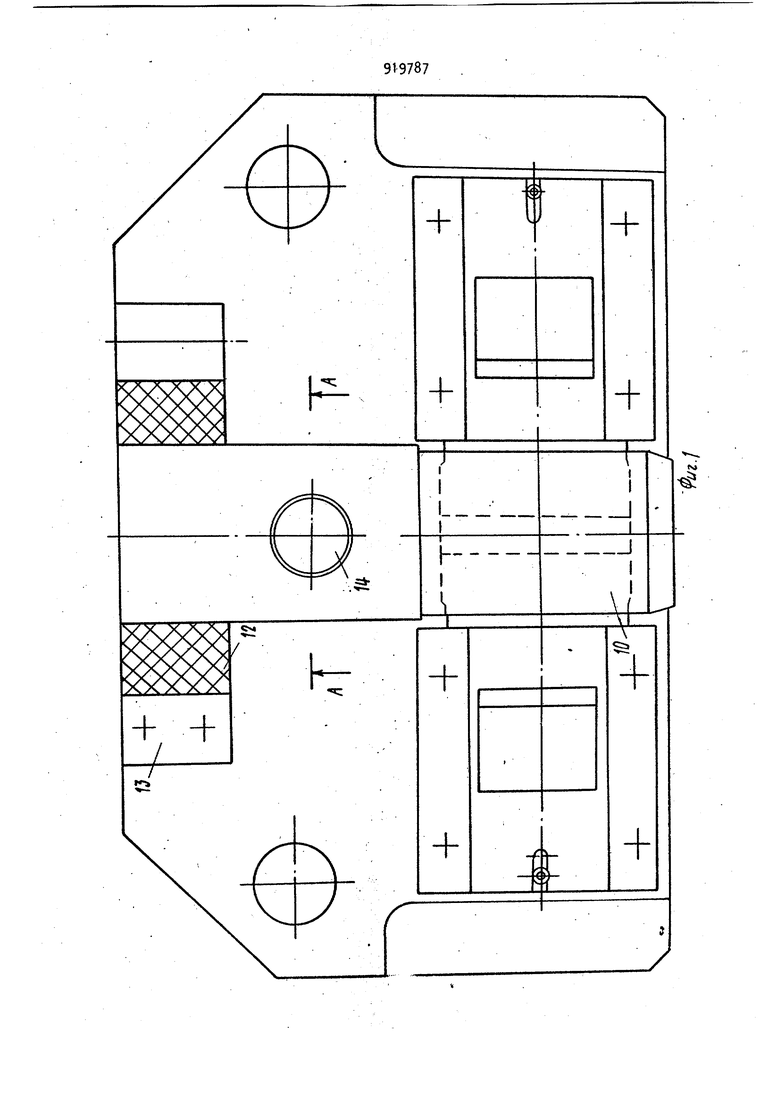
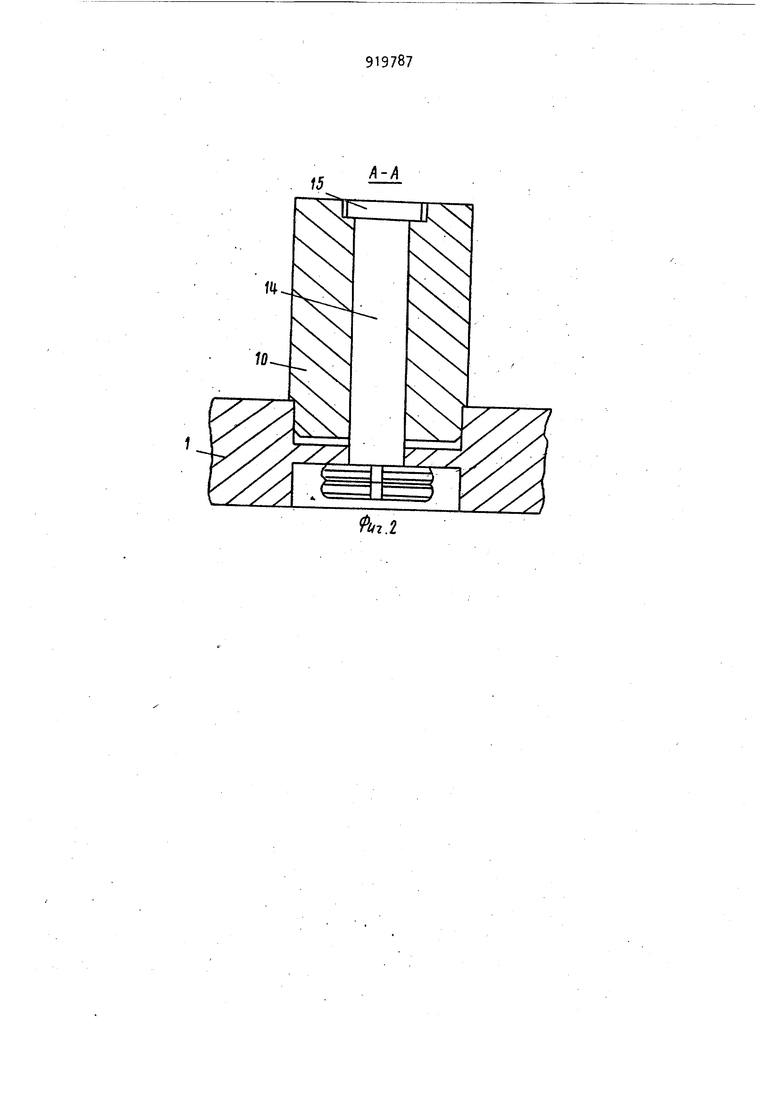
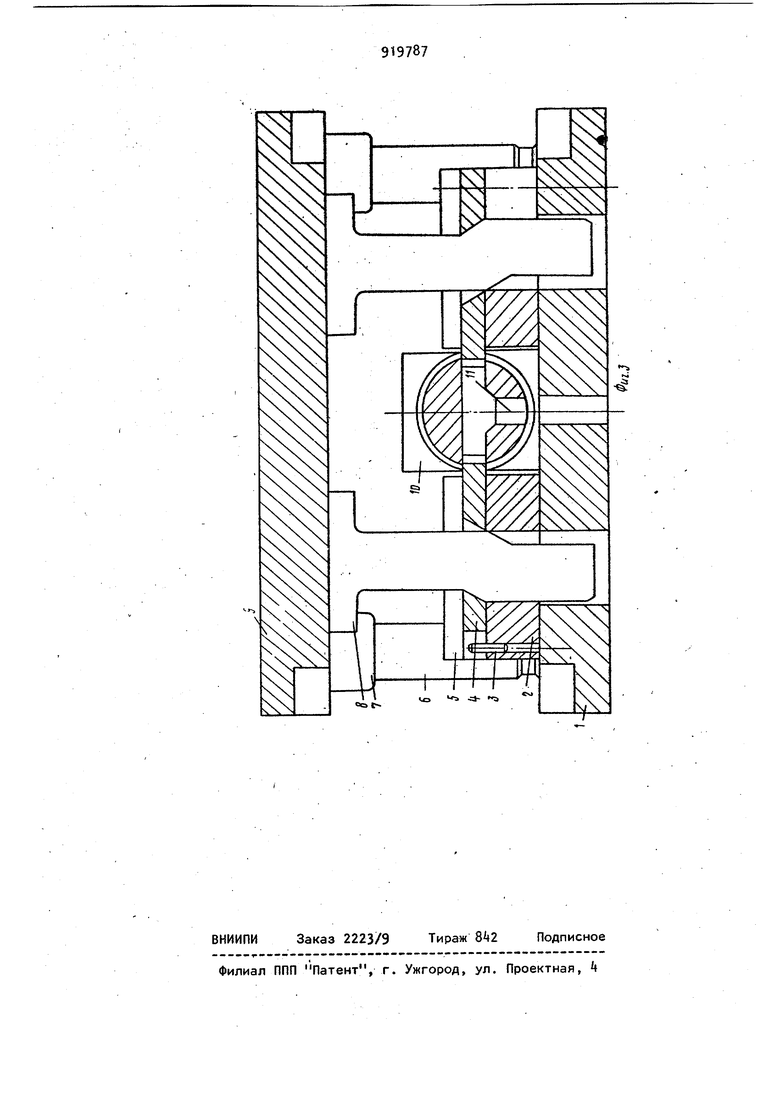
На фиг. 1 изображена нижняя часть штампа; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - штамп, продольный разрез; Штамп состоит из нижней неподвижной плиты 1, на которой посредством крепежных элементов зеркально соединена нижняя направляющая 2, в которо имеется штифт 3, для предотвращения выпадания пуансонов k, а сверху пуансоны прикреплены планками 5Колонка 6 и втулка 7 дают строго вер тикальное направления клину 8, соеди ненному с верхней подвижной плитой 9, и точное направление пуансоном k в матрице 10, в которой в нижней части имеется отверстие для выпадания отходов напровал. Матрица 10 при пробивке может проворачиваться на оси 11, но упругие элементы 12, например, из резины или другого демп фирующего средства, упираясь в проти воположный конец матрицы относительно рубки и бурты 13, возвращают матрицу в исходное положение. Ось (фиг. 3). имеет бурт 15, предотвращающий выпадание матрицы 10, при это в нижней части ось к плите крепится гайками. Штамп работает следующим образом. На матрицу 10 в горизонтальном положении насаживают полую деталь, данная конструкция сконструирована для вырубки пазов в трубах, а с помо щью клиньев В, которые взаимодействуют конической поверхностью с пуансонами, производят пробивку. Обрат ный ход пуансонов Ц происходит с помощью клиньев 8, взаимодействующих противоположной стороной с пуансонами . Если пуансоны-4 имеют разную длину или имеется разностенность детали, при пробивке матрица может свободно поворачиваться на ту величину, которая имеется на трубе или пуансоне . Свободное крепление матрицы на оси позволяет увеличить стойкость матри- , цы, так как пробивка производится с одной установки.и матрица не работает на изгиб, а пуансоны действуют на матрицу с двух противоположных сторон одновременно. Формула изобретения , Штамп для пробивки отверстий в полых деталях, содержащий матрицу, несущую деталь и связанную с неподвижной плитой, и диаметрально противоположно расположенные пуансоны, связанные с подвижной плитой, отличающийся тем, что, с целью повышения стойкости матрицы и качества деталей, .на неподвижной плите штампа закреплена ось,матрица установлена консольно и размещена на -оси с возможностью поворота в плоскости действия пуансонов и подпружинена в той же плоскости в направлении действия пуансонов. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР N 206523, кл. В 21 О 28/28, 28.12.66. 2.Скворцов Г.Д. Основы конструирования штампов для холодной листовой штамповки. М., Машиностроение, 1972, с. 188, фиг. 152 (прототип).
V
-h
-f
н
-ь
M
I
h-CM
ь
s
-h
+/ +
