(5) УСТРОЙСТВО для ИЗГОТОВЛЕНИЯ АСБОМЕТАЛЛИЧЕСКИХ
I
Изобретение относится к обработке металлов давлением, в частности к устройствам для изготовления уплотнений путем образования и закатки буртов.
Наиболее близким к изобретению по технической сущности и достигаемом,у результату является станок для изготовления асбометаллических прокладок , содержащий поворотный стол с приводом и планшайбой с ручьями для прокладок, кассету для заготовок и подв| жную каретку с деформирующим и фиксирующим роликами. Станок обеспечивает образование буртов на предварительно уложенной кольцевой заготовке прокладки, а также вырезку самой кольцевой заготовки прокладки из листового материала tl.
Недостатком данного станка являет-: ся большой расход листового материала, а также то, что бурты образуемые на заготовке прокладки имрют разные высоты, что снижает точность
ПРОКЛАДОК
,и качество изготавливаемых асбометаллических прокладок. Помимо этого применявшиеся металлические деформирующие ролики вызывают подрезы в тонкой металлической (алюминий толщиной до 0,3 мм) ленте, априменявшиеся резиновые ролики не обеспечивают качественный изгиб ленты при деформации ее в ручье планшайбыi
Цель изобретения - повышение точ10ности изготавливаемых деталей.
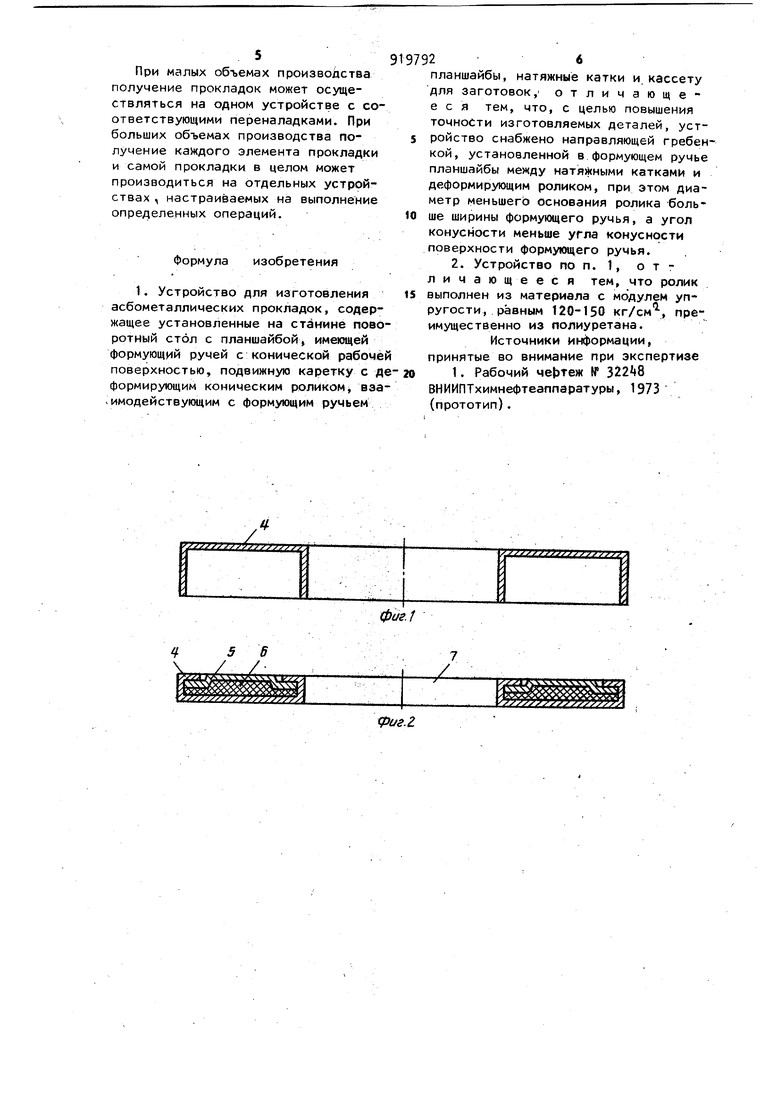
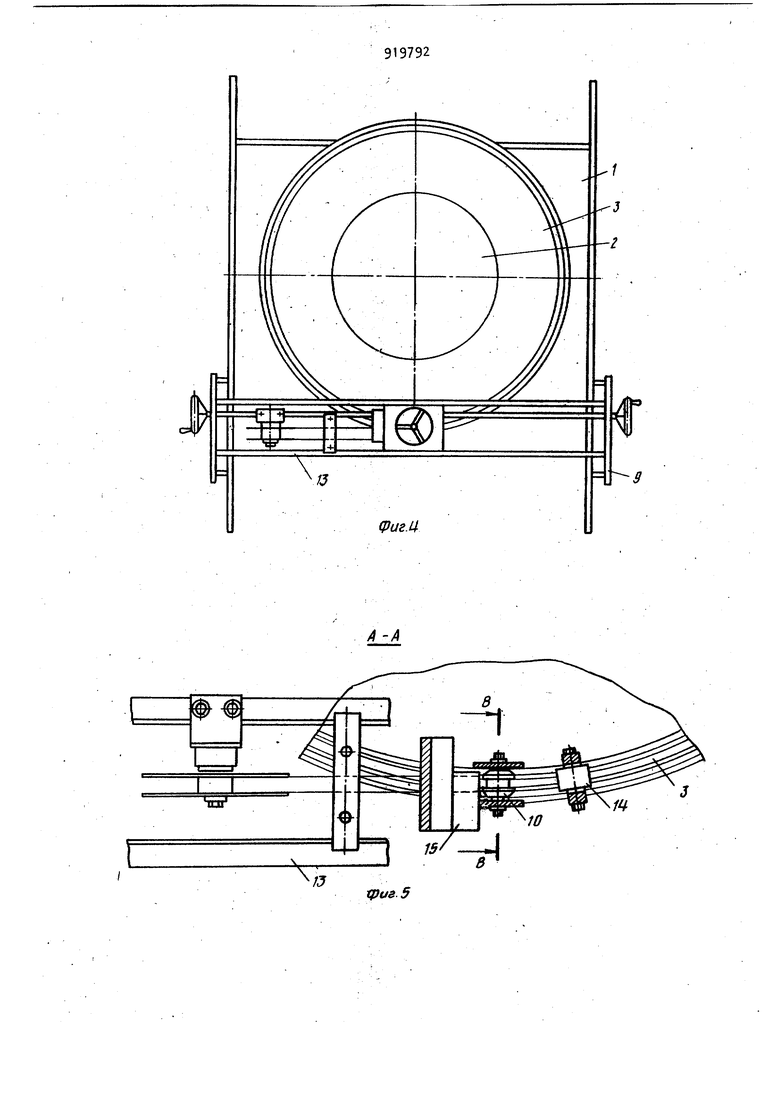
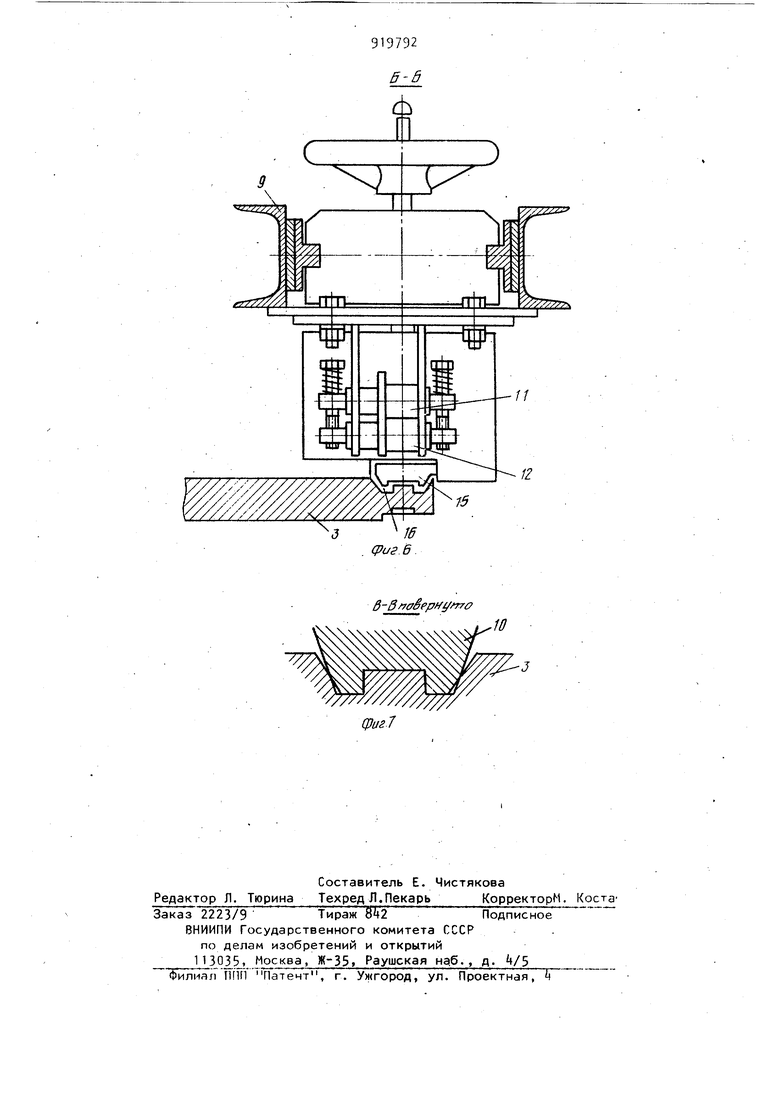
С этой целью устройство для изготовления асбометаллических прокладок, содержащее установленные на станине поворотный стол с планшай15бой , имеющей формующий ручей с конической рабочей поверхностью, подвижную каретку с деформирующим коническим роликом, взаимодействующим с формующим ручьем планшайбы, снаб20жено направляющей гребенкой, установленной в формующем ручье планшайбы между натяжными катками и деформирующим роликом, при этом диа39метр меньшего основания ролика больше ширины формующего ручья, а угол конусности меньше угла конусности поверхности формующего ручья. Ролик выполнен из материала с модулем упругости 120-150 .кг/см, преимущественно из полиуретана. На фиг. 1 изображена металлическая П-образная заготовка прокладки, поперечное сечение-; на фиг. 2 - коль цевая асбометаллическая прокладка, поперечное сечение-. На фиг. 3 - устррйство, общий вид, вид сбоку; на фиг. А - то же, вид сверху; на фиг. 5 сечение А-А на фиг. 3; на фиг. 6 - сечение Б-Б на фиг. 3; на -фиг. 7 сечение В-В на фиг. 5Устройство имеет раму 1, на которой установлен поворотный стол 2, не сущий сменную формующую планшайбу 3Планшайб.ы могут быть с формующими ручьями для образования металлических заготовок и 5, асбестовых напо лнителей 6, или с ручьями для полной закатки (изготовления) кольцевой асбометаллической прокладки 7. Над планшайбой 3 с помоцью катков 8 пере мещается каретка 9, несущая деформирующий ролик 10, натяжные катки 11 И 12, кассету 13 с ленточной металли Чэской или асбестовой заготовкой. За деформирующим роликом 10 (по направлению вращения планшайбы) на ка ретке 9 закреплен фиксирующий ролик V, а между натяжными катками и деформирующим роликом закреплена направляющая гребенка 15, размещенная в формующем ручье 16 планшайбы 3. В зависимости от типоразмеров про кладок регулируется положение или производится замена кассеты 13,натяж ных катков 11 и 12, направляющей гребенки 15, деформирующего, ролика 10, фиксирующего ролика И. Аналогично производится замена планшайбы Деформирующий ролик 10 выполнен у вершины на 1-2 мм шире вершины формующего ручья 16, а угол конуснос ти деформирующего ролика на 1-2° меньше угла конусности профиля формующего ручья. Модуль упругости материала деформирующего ролика равен 120-150 кг/см , в частности ролик может быть изготовлен из полиуретана,. . Устройство работает следующим об разом. На поворотном cTO|ie 2 устанавливают планшайбу 3 с формующим ручьем 16 для получения П-образной металлической заготовки 4 прокладки 7- Со- , ответственно этому устанавливается кассета 13 с ленточной заготовкой, настраиваются натяжные катки 11 и 12, закрепляется направляющая гребенка 15, настраивается деформирующий ролик 10 и фиксирующий ролик 1, Конец лопаточной заготовки подводится под деформирующий ролик 10 и включается привод поворотного стола 2. При этом вследствие того, что ролик 10 выполнен с указанным профилем и из указанного материала, обеспечивается качественная подгибка буртов, при этом кромки ролика 10 поджимаются профилем ручья 16 к буртам . заготовки и выступу в ручье 16. Направляющая гребенка 15, расположенная в профиле ручья, ограничивая поперечное смещение ленточной заготовки, обеспечивает правильную ее ориентацию непосредственно перед деформирующим роликом 10, Это дает возможность получить бурты на кольцевой заготовке прокладки одинаковой высоты. После получения полного кольца конец ленточной заготовки обрезается, а оба конца полученной кольцевой заготовки соединяется вна.хлёстку. Заменив и настроив сменные элементы на каретке 9, S также заменив планшайбу 3, получают кольцевые заготовки 5 и 6 прокладки 7- Затем, установив соответствующий деформирующий ролик 10, фиксирующий ролик }k и заменив планшайбу 3, производят подгибку ранее полученных буртов кольцевой заготовки k, получая асбометаллическую прокладку 7. Для расширения технологических возможностей устройства и уменьшения количества сменных планшайб 3, пост ледние имеют двухсторонние кольцевые проточки, соответствующие необходимым типоразмерам асбометаллимеских прокладок . Применение изобретения позволяет повысить точность изготовления элементов прокладки и самой прокладки, при этом равновысокость буртов не превышает 0,3 мм. На прокладках отсутствуют подрезы и гофры, Получение кольцевых асбометаллических прокладок большого диаметра из плоских ленточных заготовок дает значительную экономию матеоиалов и также является одним из достоинств предлагаемого устройства. При малых объемах производства получение прокладок может осуществляться на одном устройстве с соответствующими переналадками. При больших объемах производства получение каждого элемента прокладки и самой прокладки в целом может производиться на отдельных устройствах , настраиваемых на выполнение определенных операций. Формула изобретения 1. Устройство для изготовления асбометаллических прокладок, содержащее установленные на станине пово ротный стол с планшайбой, имеющей формующий ручей с конической рабоче поверхностью, подвижную каретку с д формирующим коническим роликом, вза .имодействующим с формующим ручьем 2 -6 планшайбы, натяжные катки и кассету для заготовок, отличающееся тем, что, с целью повышения точности изготовляемых деталей, устройство снабжено направляющей гребенкой, установленной в.формующем ручье планшайбы между натяжными катками и деформирующим роликом, при этом диаметр меньшегЬ основания ролика больше ширины формующего ручья, а угол конусности меньше угла конусности поверхности формующего ручья. 2. Устройство по п. 1, отличающееся тем, что ролик выполнен из материала с мбдулем упругости, равным 120-150 кг/сн , преимущественно из полиуретана. Источники информации, принятые во внимание при экспертизе 1. Рабочий чеИеж № ВНИИПТхимнефтеаппаратуры, 1973 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для бандажировки якорей | 1977 |
|
SU677041A1 |
| Линия набора листовых бумажных и фольговых заготовок в секции и комплектования секций в пакеты металлобумажных конденсаторов | 1980 |
|
SU886081A1 |
| Способ изготовления плоских асбестометаллических прокладок и станок для его осуществления | 1989 |
|
SU1639847A1 |
| УСТРОЙСТВО ДЛЯ ЗАКАТКИ В КАССЕТЫ ЭЛАСТИЧНОГО ЛЕНТОЧНОГО МАТЕРИАЛА | 1971 |
|
SU422631A1 |
| Фланцегибочная машина | 1983 |
|
SU1199348A1 |
| Установка для изготовления длинномерных заготовок электрических кабелей | 1989 |
|
SU1700667A1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ КОЛЬЦЕВЫХ ГАЗОПОГЛОТИТЕЛЕЙ | 1967 |
|
SU200672A1 |
| Устройство для изготовления петель | 1986 |
|
SU1444041A1 |
| СТАНОК ДЛЯ ГИБКИ ПРОФИЛЕЙВС?СО:СП:.;АЛ Iттп^-'^1^мш1ц>&^EHSJiHOj^^KA 1 | 1973 |
|
SU369960A1 |
| ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ПРОВОЛОКИ | 2001 |
|
RU2203753C2 |
Ц 5 В V У /фб/е/
/
