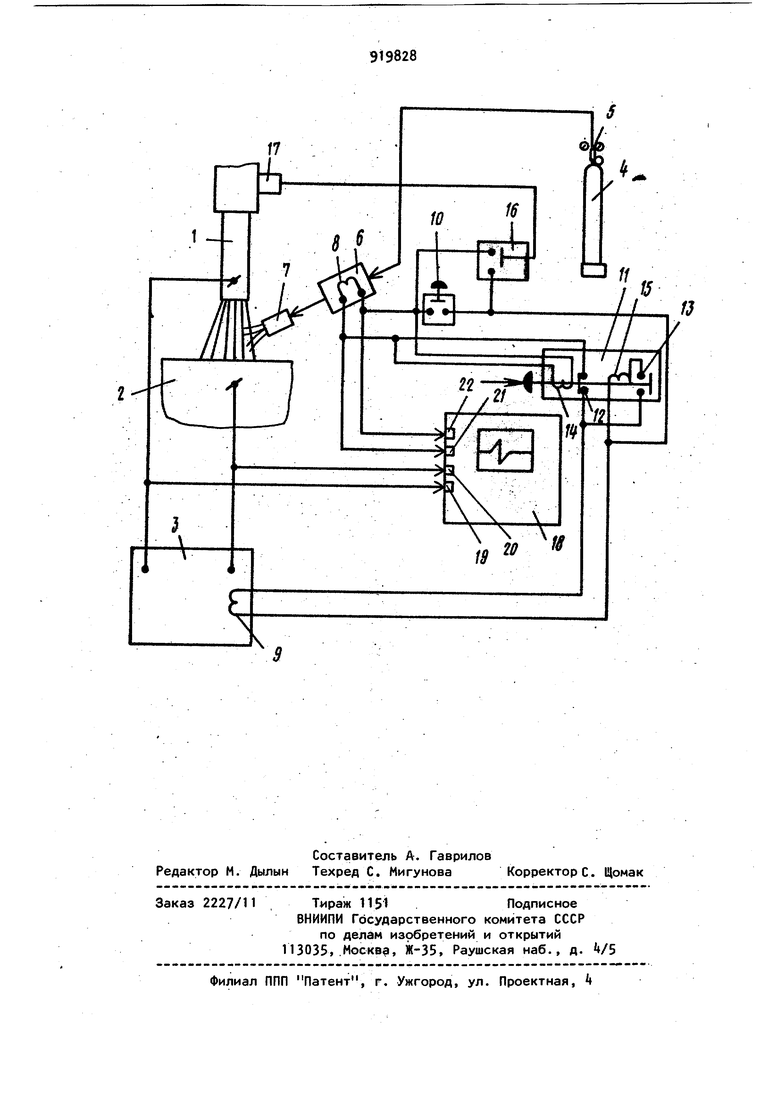
Изобретение относится к сварке , плавлением, в частности к способам исследования распределения температурных полей в Процессе кристаллизации металла шва, Наиболее близким к изобретению яв ляется способ выявления изотермы кристалл зации путем возбуждения механических колебёний уровня сварочной ванны лёгким ударом по изделию или мундштуку автомата 1. Однако известный способ характ.ет ризуется неточностью экспериментов и неопределенностью величины погрешности. Цель изобретения - повышение точности исследования процесса кристаллиза.ции металла при сварке в среде з щитных газов. Поставленная цель достигается Тем что согласно способу определения изо термы кристаллизации сварочной ванны при котором производят единичное кра ковременное возмущающее воздействие на расплавленный металл сварочной ванны, возмущающее воздействие на расплавленный металл осуществляют путем подачи в столб дуги импульса газа, по составу отличающегося от защитной среды. На чертеже представлена схема,поясняющая данный способ. Электрод 1 и изделие 2 подключены к источнику питания 3- Газовый баллон 4 через редуктор 5 и клапан 6 соединен с соплом 7. Обмотка 8 клапана 6 запитана от дополнительной обмотки 9 источника 3. В этой цепи находится кнопка 10 для ручного включения клапана 6 и контактор 11 с нормальнозамкнутыми контактами 12 и нормальноразомкнутыми контактами 13, с основной обмоткой Т и удерживающей обмоткой 15. Параллельно кнопке 10 подключено реле 16 (с нормально-разорванными контактами), которое срабатывает от датчика 17. Шлейфный осциллограф 18 подключен к цепям схемы
следующим образом: на точки 19 и 20 входа подается дуговоеНапряжение; с обмотки клапана 6 подается напряжение на точки 21 и 22.
Способ осуществляют следующим образом. .
При сварке в некоторый момент времени t вручную, нажатием кнопки 10 (или атоматически с помощью электрического сигнала от датчика 17 на,реле 16} замыкают цепь, питающую от дополнительной обмотки 9 обмотку 8 соленоидного клапана 6, который срабатывает, и газ от баллона t через редукто|э 5, открытый клапан 6 и. conло 7 подают в столб дуги, горящей между электродом 1 и изделием 2. Одновременно с клапаном 6 срабатывает (контакт 11, так Как при нажатии кнопки 10 напряжение подают и на основную, обмотку 1 контактора 11. При срабатывании контактора 11 размыкаются контакты 12 и замыкаются контакты 13. Размыканием контактов 12 разрывают цепь питания обмотки 8 клапана 6, чем обеспечивают запирание клапана 6 и обрывают подачу газа из сопла 7 в столб дуги. Замыканием контактов 13 подают питание на удерживающую обмотку 15 и за счет этого обеспечивают фиксацию штока контактора 11 и исключают возможность повторного срабатывания электросхемы. Таким образом подают газ из сопла 7 в столб дуги в виде кратковременного импульса за время At (,l с). Для приведения электросхемы в состояние готовности (для очередного срабатывания) нажимают на шток контактора 11 (на схеме показано стрелкой) этим размыкают контакты 13, обесточивая удерживающую обмотку 15, и замыкают контакты 12. Изменение состава плазмы столба дуги на основании известных из .физики зависимостей, приводит к изменению напряженности электрического поля в дуге и, как следствие, к кратковременному изменению температуры дуги на величину дТ в течение промежутка времени At, за счет чего вызывают на участке шва длиной (.-ftt), где -.скорость
Сварки, скачкообразную кристаллизацию. Этот участок соответствует изотерме кристаллизации сварочной ванны и хорошо виден на поверхности шва невооруженным глазом.
Предложенный способ обеспечивает резкое повышение точности исследования за счет возможности регистрации момента выявления изотермы кристаллизации относительно электрических характеристик процесса сварки i(с помощью шлейфногр осциллографа 18); возможности регистрации изотермы кристаллизации относительно времени цикла сварки или пространственного положения электрода(с помощью датчика 1) и за счет точного определения погрешности измерения и возможности регулирования ее в сторону уменьшения, которая расчитывается через время ut срабатывания клапана и скорость сварки VCBСпособ может быть использован во всех областях, где применяется электродуговая сварка плавлением как в производственных, такИ в лабораторных условиях.
Формула изобретения .
Способ определения изотермы кристаллизации сварочной ванны, при котором производят единичное кратковременное возмущающее воздействие на расплавленный металл сварочной ванны, отличающийся тем, что, с целью повышения точности исследования процессов кристаллизации металла при сварке в среде защитных газов путем получения в шве скачкообразной кристаллизации, возмущающее воздействие на расплавленный металл осуществляют путем подачи в столб дуги импульса газа, по составу отличающегося от защитной среды.
Источники информации, принятые во внимание при экспертизе
1; Прохоров Н.Н. Физические процессы в металлах при сварке. М., Металлургия, т. 1, 1968, с. (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для дуговой сварки | 1990 |
|
SU1704977A1 |
| УСТРОЙСТВО для ПОДАЧИ ЭЛЕКТРОДНОЙ ПРОВОЛОКИ | 1968 |
|
SU231047A1 |
| Способ дуговой сварки в узкую разделку с поперечными колебаниями неплавящегося электрода | 1987 |
|
SU1480994A1 |
| Способ сварки сжатой дугой | 1978 |
|
SU806311A1 |
| Способ газоэлектрической сварки | 1980 |
|
SU919826A1 |
| Полуавтомат для сварки в среде защитного газа | 1991 |
|
SU1814601A3 |
| Устройство для подачи сварочной проволоки | 1985 |
|
SU1269937A1 |
| СПОСОБ МНОГОДУГОВОЙ СВАРКИ ЛИСТОВЫХ СВАРНЫХ ЗАГОТОВОК | 2011 |
|
RU2497644C2 |
| СПОСОБ ДУГОВОЙ СВАРКИ ИЛИ НАПЛАВКИ | 2011 |
|
RU2490101C2 |
| Способ дуговой сварки | 1979 |
|
SU856710A1 |