I
ИзобЬетение относился к литейному производству, в частности к изготовлению отливок в безопочных формах.
Известен способ изготовления от- g ливок в безОпочных формах, включающий изготовление полуформ и прерывистую подачу их на конвейер и последующую заливку 1.
Однако известный способ не позволяю ет увеличить время, необходимое для заливки формы без снижения производительности установки в 14елом.
Цель изобретения - увеличение времени остановки формы между последрва- 15 тельными шагами подачи без уменьшения скорости производства.
Поставленная цель достигается тем, что согласно способу изготовления отливок в литейных формах, включа)р- 20 щему изготовление полуформ и преры-. вистую подачу их на конвейер, величину шага подачи второй на вновь добавЗпенных полуформ берут равной величине шага подачи первой полуформы, 25
уменьшенной на ее толщину, после чего собранную форму перемещают на расстояние, равное общей толщине добавленных полуформ.
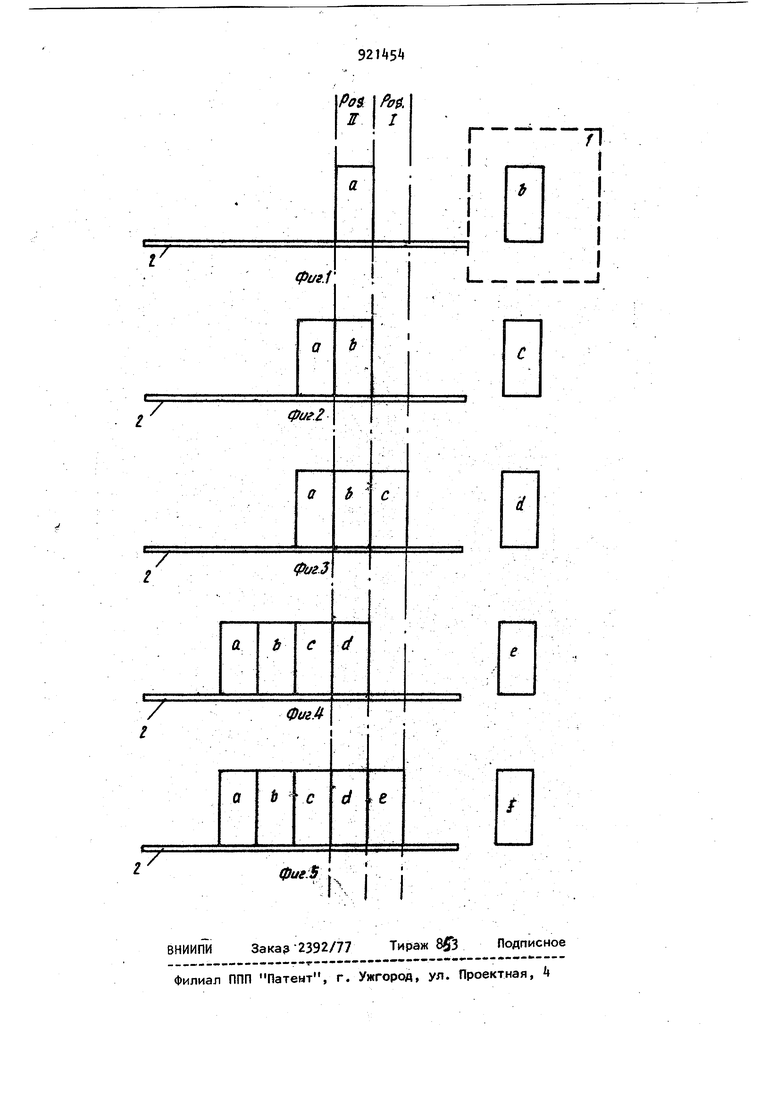
На фиг.1-5 показаны стадии сборки форм на позициях 1 и II.
На фиг.1-5 изображено устройство 1 для изготовления частей форм и направляющая 2 для сборки форм, ведущая на заливку.
Первая часть формы выводится на позицию II в то времй, как следующая часть уже изготовлена в устройстве 1 (фиг.1).
Часть-формы в добавляется к части формы а, перевоЪя ее на ояин модуль, и устанавливается на позицию II. В это время уже изготовлена следующая часть формы с (фиг.2К .
Теперь эту часть (фиг.З) продвигают на позицию 1, д авляя к части в без ее смещения, и заканчивают изготовление следующей части d фор-мы После того, как она готова эту часть добавляют к части с и продвигают дальше на позицию (I, при это литейная форма, состоящая из частей а, в и с продвигается по направляющей на два мод1ЛЯ. Полученное положение показано на фиг Л. Таким же путем продолжают при изготовлении частей ,е, f и т.д., продвигая каждую часть Из устройства 1 на позицию 1, а остальные на один модуль даньше на позицию Ti. При этом число циклов прерывистого продвижения литейной формы по направляющей составляет лишь половину от числа циклов изгоТовления частей формы и, следовательно, периоды Неподвижности формы становятся длиннее, т. е. время на заливку увеличивается примерно вдвое.
Формула изобретения Способ изготовления отливок в ли тейных формах, включающий изготовление полуформ и прерывистую подачу их на конвейер, отличающийс я тем, что, с целью увеличения времени останов.ки формы между последовательными шагами подачи без уменвшения скорости производства, величину шага подачи второй из вновь добав ленных полуформ берут равной величине шага .подачи первой полуформы, уменьшенной на ее толщину, после чето собра нную форму перемещают на расстояние, равное общей толщине до:бавленных полуформ. Источники информации, принятые-во внимание при экспертизе
1. Авторское свидетельство СССР № Н4602,КЛ. В 22 С 11/1d, 1972.