(54) УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ БЕЗОПОЧНЫХ
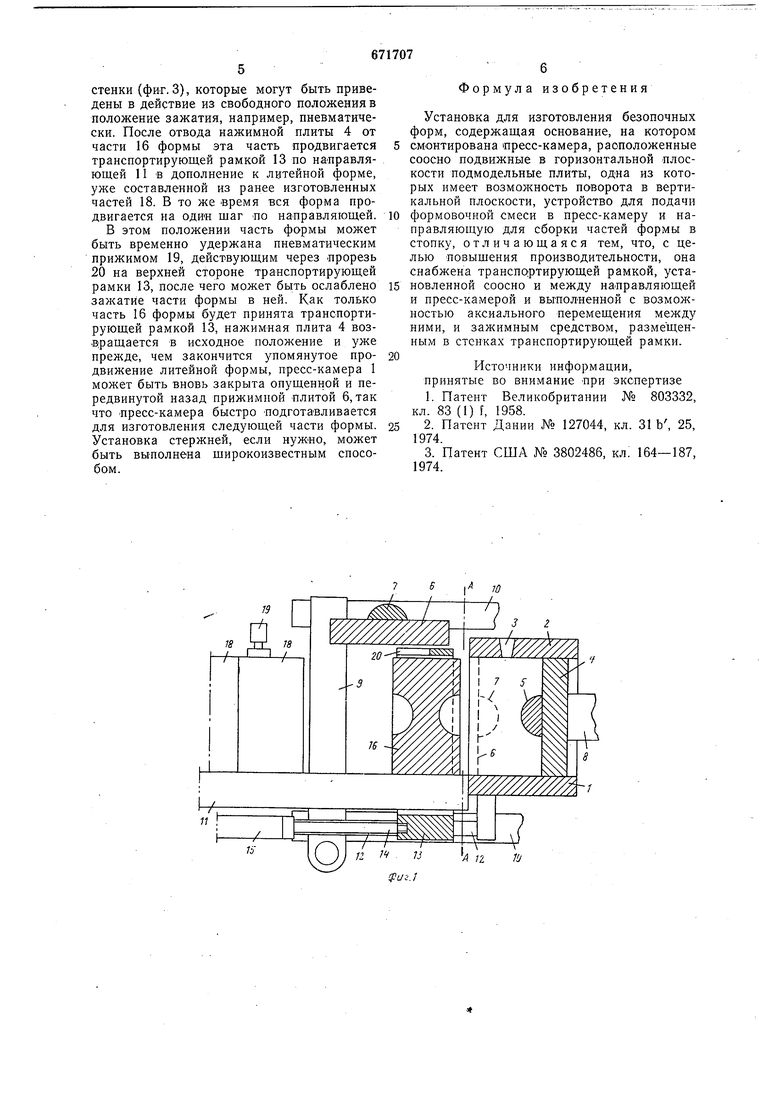
ФОРМ фомовочнои смеси в пресс-камеру и направляющую для сборки частей формы в стопку 3. Ьесь цикл работы этой установки состоит из шести Последовательных операций: вдувание песка в камеру, прессование формовочного песка нажимной плитой, перемещаемой в направлении к прижимной плите, открывание камеры :путем вывода из нее и поворота прижимной плиты после спятия давления прессования, выдвижение нажимной плитой части формы из камеры к направляющей, отвод нажимной плиты в исходное положение и закрывание камеры путем возврата прижимной плиты. Четвертая и пятая из этих операций обычно требуют самых больщих затрат времени, потому что они включают в себя относительно длинные перемещения нажимной плиты и потому, что перемещение этой плиты, во всяком случае в конце хода вперед и в начале обратного хода, должно быть выполнено медленно из-за необходимости осторожного присоединения новой части формы к ранее изготовленным частям и последующего осторожного отвода нажимной плиты от этой части формы. Затраты времени будут еще большими, если нажимная плита осуществляет также и прерывистое -продвижение литейной формы по направляющей после добавления каждой части формы. Целью изобретения является повышение производительности установки. Указанная цель достигается за счет того, что установка снабжена транспортирующей рамкой, установленной соосно и между направляющей и пресс-камерой и выполненной с возможностью аксиального перемещения между ними, и зажимным средством, размещенным в стенках транспортирующей рамки. В этом случае все части формы последовательно изготавливаются в одной и той же пресс-камере, которая к тому же может быть неподвижной, так что обе вышеупомянутые причины неточности профиля устраняются. Поскольку транспортирующая рамка или рамки служат только для транспортировки частей формы, они. не влияют на профиль этих частей, полученный при прессовании в пресс-камере, и, следовательно, не имеется никаких жестких требований относительно формы и направления хода рамок. По сравнению с вышеупомянутыми установками, содерл ащими единственную пресскамеру, из которой часть формы выталкивается на направляющую нажимной плитой, изобретение обладает тем преимуществом, что максимальный ход нажимной плиты может быть существенно уменьшен и, следовательно, очередное замыкание пресскамеры может быть выполнено относительно раньше, уже во время переноса подвижной рамкой только что изготовленной части формы к направляющей. Это влечет за собой не только уменьшение продолжительности цикла изготовления части формы на установке, но и к упрощению приводного механизма нажимной плиты. К тому же этот приводной механизм освобожден теперь от выполнения осторожного присоединения части формы к ранее сформованной литейной форме и пс обязательно должен способствовать продвижению формы на направляющую. Выполнение этих функций возложено на подвижную рамку, которую можно относительно легко приспособить к решению этой проблемы или проблем. На фиг. 1 схематично изображена предлагаемая установка, вид сбоку с частичным разрезом; на фиг. 2 - разрез А-А на фиг. 1 (некоторые детали убраны); на фиг. 3 - транспортирующая рамка с установленной в ней частью формы, вид сверху. Установка содержит открытую по концам пресс-камеру 1, имеющую в верхней стенке 2 вдувное отверстие 3, сообщающееся с бункером (на чертеже не показан) с формовочным песком. Пресс-камера 1 содерн ит нажимную плиту 4 с полушаблоном 5 и прил имную плиту 6 с полушаблоном 7. Нажимная плита 4 действует в пресс-камере 1 как плунжер и соединена с приводным механизмом (на чертеже не показан) через шток 8. Плита 4 (на фиг. 1 показана в положении конца хода сжатия) служит для прижатия формовочного песка к прижимной плите 6, которая в этом положении закрывает левый конец пресс-камеры. Прижимная плита 6 установлена с возможностью поворота (откидывания) на траверсе 9, перемешаемой по четырем горизонтальным направляющим штангам 10, так что после снятия давления нажимной плиты 4 прижимная плита 6 может быть сначала выведена из пресс-камеры 1 и затем повернута в положение, показанное сплощными линиями, в результате чего пресс-камера открывается в сторону направляющей 11, которая является продолжением пресс-камеры 1 .и в показанном на чертеже варианте представляет собой решетку (см. фиг. 2). На двух горизонтальных направляющих штангах 12 под направляющей 11 установлена транспортирующая рамка 13, соединенная через шток 14 с поршнем гидравлического или пневматического цилиндра 15. После выведения из пресс-камеры 1 и поворота прижимной плиты 6 транспортирующая рамка 13 перемещается к открытому концу пресс-камеры 1 и изготовленная в этой камере часть 16 формы выдвигается нашмной плитой 4 из пресс-камеры в положенке, показанное на фиг. 1, в котором асть формы стоит на направляющей 11 нутри транспортирующей рамки 13. Затем та часть формы плотно зажимается в упоянутой рамке, например, посредством одой или нескольких подвижных секций 17 стенки (фиг. 3), которые могут быть приведены в действие из свободного положения в положение зажатия, например, пневматически. После отвода нажимной плиты 4 от части 16 формы эта часть продвигается транспортирующей рамкой 13 по на правляющей 11 в дополнение к литейной форме, уже составленной из ранее изготовленных частей 18. В то же еремя вся форма прочастеи ю о то же «исми «ся .4.. двигается на одиН шаг -по направляющей. 10 В этом положении часть формы может быть временно удержана пневматическим поижимом 19 действующим через прорезь 20 на верхней стороне транспортирующей рамки 13 после чего может быть ослаблено 15 зажатие части формы в ней. Как только часть 16 формы будет принята транспортирующей рамкой 13, нажимная плита 4 возвращается в исходное положение и уже прежде, чем закончится упомянутое про- 20 движение литейной формы, пресс-камера 1 может быть вновь закрыта опущенной и передвинутой назад прижимной плитой 6, так что -пресс-камера быстро -подгота-вливается для изготовления следующей части формы. 25 Установка стержней, если нуж«о, может быть выполнена щирокоизвестным способом. 5 Формула изобретения Установка для изготовления безопочных форм, содержащая основание, на котором смонтирована иресс-камера, расположенные соосно подвижные в горизонтальной плоскости подмодельные плиты, одна из которых имеет возможность поворота в вертикальной плоскости, устройство для подачи формовочной смеси в пресс-кам еру и направляющую для сборки частей формы в стопку, отличающаяся тем, что, с целью повышения производительности, она снабжена транспортирующей рамкой, уста-новленной соосно и между направляющей и пресс-камерой и выполненной с возможностью аксиального перемещения между ними, и зажимным средством, размещенным в стенках транспортирующей рамки. Источники информации, принятые во внимание -при экспертизе 1.Патент Великобритании № 803332, кл. 83 (I) f, 1958. 2.Патент Дании № 127044, кл. 31 Ь, 25, 1974. 3.Патент США № 3802486, кл. 164-187, 1974.


Г
J II тЬ
t Г -
о
К
фиг. /
1J А п
А13
16 i
