113
Изобретение относится к оборудованию для изготовления кабельных изделий и может быть использовано для получения изоляции с продольной окраской.
Целью изобретения является э коно- мня окрашивагадего материала путем окраски в виде отдельных меток с постоянной на определенном участке шириной.
На фиг, 1 изображена часть экстру зионной головки, поперечный разрез; на фиг, 2 - разрез А-А на фиг, 1; на фиг, 3 - разрез Б-Б на фиг, 1,
Экструзионная головка состоит из электрообогреваемого корпуса 1 с изолировочным 2 и окрашивающим 3 каналами, соединяющимися между собой. Внутри корпуса укреплены дорн 4 с дорнодержателем 5 и матрица 6, расположенные в изолировочном канале. Окрашивающий канал выполнен из двух параллельно соединенных участков 7 и 8, перекрытых цилиндром 9, в котором проделаны два сквозных отверстия 10 и 11, имеющих такую же форму, как и соединяемые ими отдельные части учасков окрашивающего канала. Сквозные отверстия в боковой поверхности цилиндра проделаны таким образом, что их продольные оси и , являются хордами, а не диаметрами поперечных сечений цилиндра, в которых они расположены. Такое асимметричное расположение отверстий 10 и 11 в цилиндре 9 вызывает уменьшение общих габаритов головки по сравнению с их симметричным расположением.
Отверстия 10 и 11 развернуты друг относительно друга на угол о/, образуемый их скрещивающимися продольными осями. Угол отравен величине дуги MN, заключенной между образующими NP и MQ цилиндра 9, ограничивающими отверстия 10 и 11, Цилиндр 9 установле в корпусе .таким образом, что его продольная ось 00 перекреидивается с продольными осями 0:|0 и 020 участ- 7 и 8 канала 3 под прямым углом
КОВ
Расположенный вне корпуса конец цилиндра 9 снабжен приводом 12 с регулируемой частотой вращения, В качестве привода может быть использован, например, двигатель постоянного тока с плавно регулируемой частотой вращения, асинхронный электродвигатель с многоступенчатым редуктором и т,п,
Изготовление окрашенной полимерной изоляции в экструзионной головке происходит следующим образом.
Изоляционный материал из экстру- дера поступает в изолировочный канал 2 головки и, проходя через кольцевой зазор между дорном 4 и матрицей 6, формируется в изоляцию 13, движущуюся с изолируемой жилой 14, Одновременно через окрашивающий канал 3 в кольцевой зазор между дорном и матрицей дозированно подается окрашенный полимерный материал, поступа- mwftH на внешнюю поверхность форму-
0
5
0
5
0
ющейся изоляции, в результате чего на ней образуются отдельные метки 15, прочно сцепленные с изоляцией вследствие большого давления в головке.
Дозировка поступающего в головку через окрашивающий канал материала происходит следуюпшм образом.
При вращении цилиндра 9 с заданной частотой ы за каждый оборот возникают четыре случая расположения отверстий 10 и 11 относительно участков 7 и 8:
отверстия 10 и 11 не соединяют отдельных частей участков 7 и 8, в этом случае окрашивающий канал 3 полностью перекрыт, материал из него в головку не поступает и окрашиваю- метки на изоляции не образуются;
участок 7 постепенно открывается за счет вращения цилиндра, а участок 8 в это время остается полностью закрытым, и в тот момент, когда участок 7 полностью откроется из-за совпадения с отверстием 10, отверстие 11 подойдет вплотную к участку 8 (фиг, 3), В этом случае материал будет выходить из окрашивающего канала в постепен но увеличивающемся количестве, в результате чего на поверхности изоляции появится постепенно расширяющаяся метка;
в течение следукнцего периода времени участок 7 будет постепенно пе- рекрываться цилиндром 9, в то время как участок 8 также постепенно будет открываться из-за совмещения с ним отверстия 11, в течение этого периода сумма сечений открытых участков 7 и 8 будет постоянной и равной сечению каждого из участков, fe результате этого материал будет выходить из окрашивающего канала в постоянном количестве и постепенно расширяющаяся метка перейдет в равномерную;
в течение следующего периода времени участок 7 будет полностью перекрыт, а участок 8 будет постепенно перекрываться, в результате чего выход материала из окрашивающего канала будет уменьшаться, а метка начнет сужаться, и в момент полного перекрытия участка 8 образование метки прек ратится; после этого наступит период времени, описанный в первом случае.
Таким образом, при заданных часто те вращения цилиндра 9 и скорости движения жилы 14 общая длина метки определяется длиной дуги ОД, т.е. размером отверстий 10 и 11. Расстояние между метками определяется длиной окружности цилиндра 9, уменьшенной на три дуги MN, т.е. размерами цилиндра. Увеличение частоты вращения цилиндра будет вызывать образова ние более коротких меток, расположенных на меньших расстояниях друг от друга, а уменьшение частоты - образование более длинных меток, располагающихся через большие промежутки,
10
15
56006
Формула изобретения
1.Экструзионная головка для изго- - товления кабельных изделий с продольной окраской,включающая обогреваемый корпус с дорном и матрицей, между которыми выполнен канал для подачи изоляционной массы и канал для подачи окрашивающей массы, соединенный с первым каналом, отличающаяся тем, что, с целью экономии окрашивающего материала путем окраски в виде отдельных меток с постоянной на определенном участке шириной, канал для подачи окрашивающего материала выполнен в виде двух соединенных между собой параллельных участков, разделенных установленным с возможностью вращения вокруг продольной оси цилиндром со сквозными отверстиями, выполненными по хордам поперечных сечений цилиндра, предназначенными для соединения участков канала, при этом продольная ось цилиндра перекрещивается под прямым углом с осями параллельных участков канала.
2,Экструзионная головка по п. 1, отличающаяся тем, что,
с целью регулирования длины меток и расстояния между ними, цилиндр выполнен с возможностью врагцения с регулируемой скоростью,
5-6
20
25
30
фиг. 2
Г |
°
Редактор А, Лежнина
фцг.З
Составитель М, Каганович
Техред и.ПоповичКорректор с.Шекмар
Заказ 5797/44Тираж 697Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д, 4/5
Производственно-полиграфическое предприятие, г, Ужгород, ул. Проектная, 4

| название | год | авторы | номер документа |
|---|---|---|---|
| ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ НЕПРЕРЫВНОГО НАЛОЖЕНИЯ ПЛАСТМАССОВОЙ ИЗОЛЯЦИИ НА ТОКОПРОВОДЯЩИЕ ЖИЛЫ СЕКТОРНОЙ ФОРМЫ | 2004 |
|
RU2254630C1 |
| Экструзионная кабельная головка | 1987 |
|
SU1407825A1 |
| Экструзионная головка | 1988 |
|
SU1696317A1 |
| Способ изготовления электрического провода и вакуумируемая экструзионная головка для наложения оболочки на электрический провод | 1980 |
|
SU888216A1 |
| Экструзионная головка для наложения многослойного полимерного покрытия | 1989 |
|
SU1700603A1 |
| Экструзионная головка | 1980 |
|
SU951411A1 |
| Вибрационная экструзионная головка | 1990 |
|
SU1717394A1 |
| Устройство для наложения двухслойных оболочек на кабели | 1989 |
|
SU1723588A1 |
| Головка экструдера | 1989 |
|
SU1692855A1 |
| Двухручьевая экструзионная головка | 1986 |
|
SU1643167A1 |
Изобретение относится к электротехнике, в частности к оборудованию для изготовления кабельных изделий. Цель изобретения - экономия окрашивающего материала путем окраски в виде отдельных меток с постоянной на определенном участке шириной. Окрашивающий канал выполнен из двух параллельно соединенных участков 7 и 8, перекрытых цилиндром 9, по хордам поперечных сечений которого проделаны два сквозных отверстия 10 и II, имеющих такую же форму, как и соединяемые ими отдельные части участков канала для подачи окрашивакяцей массы. Цилиндр выполнен с возможностью вращения вокруг продольной оси с регулируемой скоростью. 1 з,п, ф-лы, 3 ил. (Л ОО ел О5 (Х 02 гЬ Фщ.}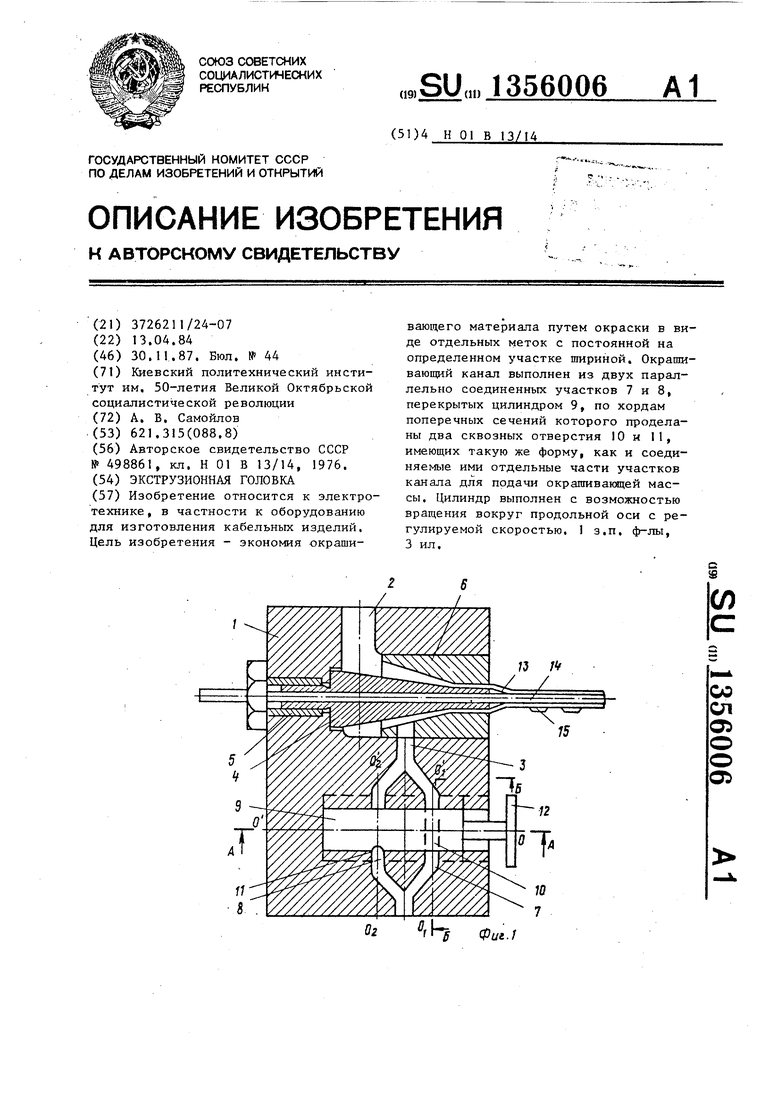
| Авторское свидетельство СССР № 498861, кл | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
