(54) УСТРОЙСТВО ДЛЯ СБОРКИ РЕЗЬБОВЬГХ СОЕДИНЕНИЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОЙ СБОРКИ РЕЗЬБОВЫХ СОЕДИНЕНИЙ | 1986 |
|
RU1471421C |
| Устройство для сборки резьбовых соединений | 1984 |
|
SU1292971A1 |
| Устройство для сборки резьбовых соединений | 1981 |
|
SU1024205A1 |
| Устройство для автоматической сборки резьбовых соединений | 1978 |
|
SU863300A1 |
| МНОГОПОЗИЦИОННЫЙ АВТОМАТ ДЛЯ СБОРКИ УЗЛОВ | 1972 |
|
SU435915A1 |
| Устройство для сборки резьбовых соединений | 1986 |
|
SU1388273A1 |
| СПОСОБ НАЖИВЛЕНИЯ И СБОРКИ ДЕТАЛЕЙ, СОПРЯГАЕМЫХ ПО ЦИЛИНДРИЧЕСКИМ ПОВЕРХНОСТЯМ С ГАРАНТИРОВАННЫМ ЗАЗОРОМ, И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2207944C2 |
| Устройство для сборки резьбовых соединений | 1989 |
|
SU1703349A1 |
| Пневматический гайковерт | 1980 |
|
SU905043A1 |
| Устройство для сборки деталей | 1978 |
|
SU709312A1 |
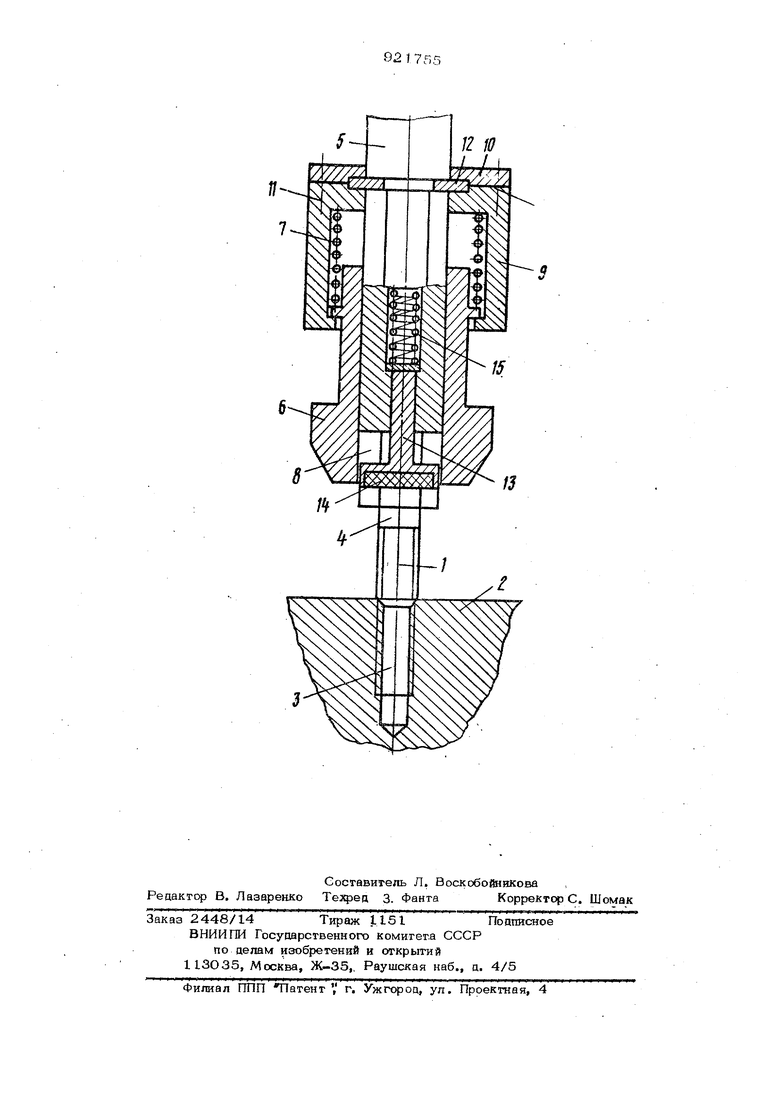
Изобретение относится к машиностроению, а именно к автоматической резьбовых соеоинений, и может быть использовано в резьбозавергывающих устройствах. Известно устройство для сборки резьбовых соеоинени, содержащее вращающийся шпиндель и подпружиненный относительно него торцовый ключ l . Основными недостатками известного устройства является то, что оля устранения возможного смешения осей завинчиваемой детали и резьбового отверстия требуется специальное пневматическое устройство, задающее завинчиваемой детали поисковые движения перед наживлением, что значительно усложняет про.песс наживления и снижает надежность выполнения соединения. Цель изобретения - упрощение проиесса наживления и повышение надежности выполнения резьбового соединения. Указанная цель достигается тем, что торцовый ключ снабжен подпружиненной оправкой с базирующим элементом, причем оправка установлена в торцовом ключе с возможностью осевого перемещения. На чертеже изображено предлагаемое устройство для сборки резьбовых соединений, общий виа. Резьбовая деталь I может подаваться непосредственно на , сборочную позицию из вибробунк а (не показан) или захватываться из кассеты (не показана), ориентирование ее может осуществляться с помощью известных средств (по иэвестным схемам). На сборочной позиции деталь 1 поджимают к плоскости 2 резьбового отверстия 3, фИюм плоскость 2 перпендикулярна оси 4 свинчивания. Устройство для сборки резьбовых соединений крепится к Шпинделю 5 и включает торцовый ключ 6, подпружиненный пружиной 7. В торцовом ключе 6 имеется гнездо 8, выполненное по форме головки резьбовой детали. Втулка 9 и крышка 1О стянуты болтами It и прн
392
помощи разрезной шайбы 12, установленной в кольцевой канавке шпинделя 5, закреплены на нем. Внутри гнезаа 8 торцового ключа 6 имеется оправка 1.3, несущая базовый элемент 14, гфецстав/шющий собой, например, магнит, служащий для захвата и удержания детали 1. Оправка 13 пружиной 15 поапружинена относительно шпинделя 5.
Устройство работает следующим образом.
Резьбовая оетаяь I захватывается и уаерживается на сборочной позиции баi зирующим элементом 14 и плоскостью
2 резьбового отверстия, включается вращеняе шпинделя 5, который вместе с вра|щением получает движение осцилляции вдоль оси свинчивания.
Под действием целой системы сил, периодически изменяющихся, резьбовая деталь совершает сложные поисковые движения и происходит процесс наживления болта в автоматическом режиме, не требуя при этом применения специальных ориентирующих и поисковых устройств, В зависимости от величины и скорости изменения силы, под действием которой шпиндель осциллирует, а также скорости вращения шпинделя будет изменяться характер поисковых движений.
В дальнейшем шпинделю 5 сообщают рабочее движение подачи, направленное
7554
вдоль оси свинчивания, .Жесткость пружины 7 больше жестк(х;ти пружины 15, поэтому оправка 13 утапливается в гнезде 8, головКа резьбовой детали t попа5 дает в гнездо 8, осуществляется процесс свинчивания на заданную глубину.
Экономический эффект от внедрения предлагаемого изобретения достигается за счет более качественного выполнения
0 резьбовых соединений, сокращения количества и упрощения Конструкции технологического оборудования, а следовательно, повышения его надежности и производительности. 15
Формула изобретения
Устройство для сборки резьбовых сое- 20 динениЙ содержащее шпиндель и подпружиненный относительно него торцовый ключ, отличающееся тем, что, с целью повышения надежности процесса сборки, торцовый ключ снабжен подпружи25 ненной оправкой с базир.ующим элементом, причем оправка установлена в торцовом ключе с возможностью осевого перемещения.
Источники информации, 30 принятые во внимание при экспертизе
I. Авторское свидетельство СССР N9 570473, кл. В 23 Р 19/06, 1974.
