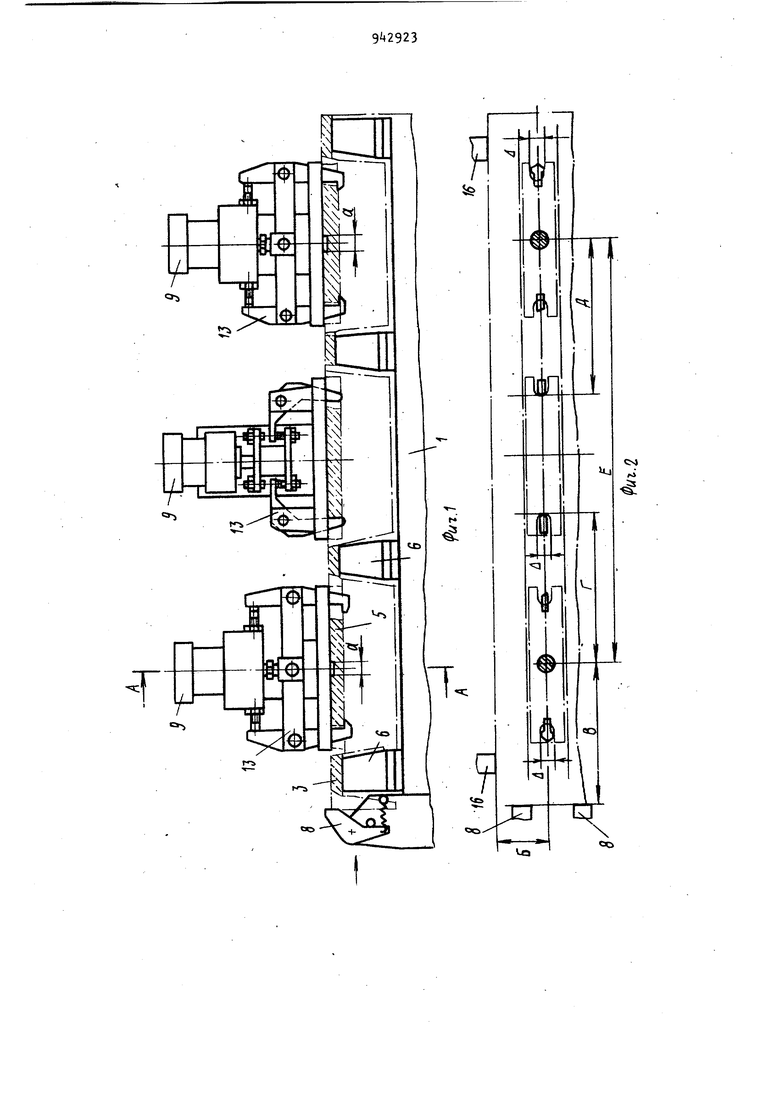
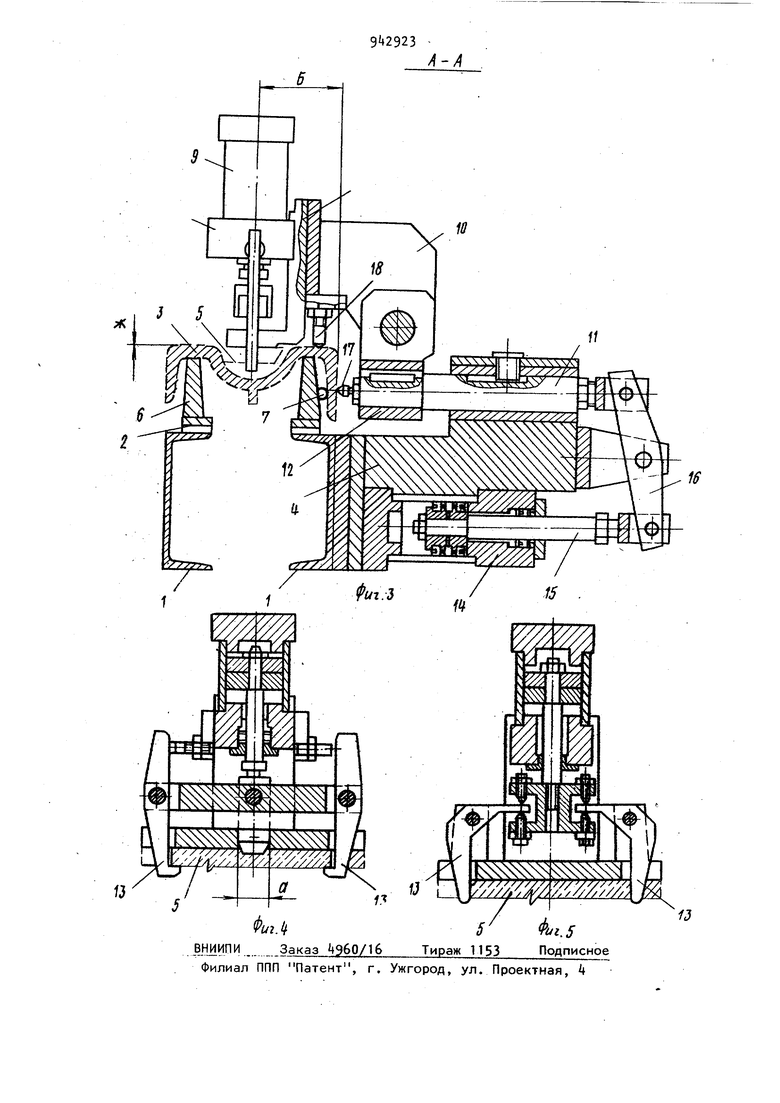
.1 Изобретение относится к общему машиностроению и может быть использовано при соединении встык профилированных деталей с плоскими, например с планками, перед выполнением последующих сборочных операций, например сварки. Известно устройство для сборки деталей, содержащее привод, основание с расположенными на нем базовыми приспособлениями под профилированные детали, и ориентирующие приспособления для планки Dl. Недостатком известного устройства является невысокая производительность Цель изобретения - повышение производительности. Для достижения этой цели базовое приспособление устройства выполнено в виде горизонтально расположенных секционных направляющих, снабженных упорами, а ориентирующее приспособление выполнено в виде угла захвата, кронштейна, ползуна и жестко закреп.ленной на нем скобы, причем кронштейн смонтирован на скобе с возможностью фиксированного поворота относительно нее, а узел захвата расположен на кронштейне с возможностью наладочного перемещения. На фиг. 1 показано устройство, вид спереди; на фиг. 2 - схема базирования профилированной детали и планок относительно профилированной детали, вид сверху; на фиг. 3 - разрез А-А на фиг. 1; на фиг. 4, фиг. 5 узлы захвата для планки, общий вид. На основании 1 установлены базовое приспособление 2 под профилированные детали 3 и ориентирующие приспособления k для планки 5. Базовое приспособление 2 выполнено в виде горизонтально расположенных секционных направляющих б, которые снабжены упорами 7 и убирающимся подпружиненным упором 8. Ориентирующее приспособление k выполнено в виде узла захвата 9 кронштеина 10, ползуна 11 и жестко закреп ленной на нем скобы 12. Кронштейн 10 смонтирован на скобе 12 с возможностью фиксированного поворота относительно нее, а узел захвата 9 располо жен на кронштейне 10 с возможностью наладочного перемещения в вертикальной плоскости и содержит рычажный механизм 13. Ориентирующее приспособление k со держит привод It, шток 15 которого через шарнирно закрепленное коромысло 16 соединен с ползуном 11, на одном из торцов которого установлен регулируемый упор 17На кронштейне 10 закреплен вертикальный регулируемый упор 18. Сборка профилированной детали 3 с планкой 5 выпопняется следующим образом. При сборке должны быть выдержаны размеры Б, В, Г, Д, Е, Ж в соответст вии с требованиями технических условий при отсутствии непосредственного контакта профилированной детали 3 с планкой 5 перед сваркой. Профилированная деталь 3 подающим рольгангом (не показан) устанавливается на секционные направляющие 6 тчк, что одним из торцов прижимается к убирающемуся подпружиненному упору 8, а внутренней поверхностью одной из боковых сторон - к упорам 7 При включении привода 1 шток 15 выдвигается и через коромысло 16 регулируемым упором 17 ползуна 11 фиксирует профилированную деталь 3 на секционных направляющих 6, чем обеспечивается выдерживание размера Б. Планка 5 устанавливается в узел захвата 9 ориентирующего приспособления 4 и фиксируется в нем рычажным механизмом 13- В узле захвата 9 две планки 5 фиксируются по отверсти d а одна - по расстоянию от оси отверстия d до внутреннего края ее выреза и Тем самым обеспечивается выдерживание размеров Г, Д, Е. Размер В ёыдерживается установкой профилированной детали 3 по убирающемуся подпружиненному упору 8. После установки планок 5 в узлы захвата 9, последние поворачиваются до соприкосновения вертикального регулируемого упора 18 с профилированной деталью 3, обеспечивая тем самым выдерживание размера Ж. Таким образом, осуществляется ориентация собираемых деталей, после чего они слегка прихватываются сваркой. Далее собранный таким образом компл кт деталей снимается с устройства. Применение данного устройства для сборки позволяет повысить производительность при одновременном повышении точности сборки в условиях отсутствия предварительного контакта между профилированной деталью и планкой. Формула изобретения Устройство для сборки профилированных деталей с планками, содержащее привод, основание с расположенными на нем базовь1ми приспособлениями под профилированные детали и. ориентирующие приспособления для планки, отличающееся тем, что, с целью повышения производительности, базовое приспособление выполнено в виде горизонтально расположенных секционных направляющих, снабженных упорами, а ориентирунмцее приспособление выполнено в виде узла захвата, кронштейна, ползуна и жестко закрепленной на нем скобы, причем кронштейн смонтирован на скобе с возможностью фиксированного поворота относительно нее, а узел захвата расположен на кронштейне с возможностью наладочного перемещения. Источники информации, принятые во внимание при экспертизе 1-. Авторское свидетельство СССР № 10906, кл. В 23 К 37/04, 1972. 
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ СВАРКИ СЕКЦИОННЫХ ОТВОДОВ ТРУБ | 1996 |
|
RU2103138C1 |
| Стенд для сборки и сварки изделий | 1985 |
|
SU1338997A1 |
| Автоматическая линия | 1986 |
|
SU1465263A1 |
| Устройство для сборки деталей | 1981 |
|
SU921761A1 |
| Автоматизированная поточная линия для изготовления сварных конструкций | 1991 |
|
SU1784430A1 |
| Устройство для автоматической сборки узлов | 1982 |
|
SU1134340A1 |
| ТРАНСПОРТНОЕ УСТРОЙСТВО РОБОТИЗИРОВАННОЙ ЛИНИИ СБОРКИ-СВАРКИ КРУПНОГАБАРИТНЫХ ДЕТАЛЕЙ | 1990 |
|
SU1737838A1 |
| Способ установки комплекта уплотнительных колец и устройство для его осуществления | 1990 |
|
SU1779524A1 |
| Многопозиционный сборочный автомат | 1981 |
|
SU921760A1 |
| Устройство для сборки и дуговой сварки | 1978 |
|
SU740461A1 |