1
Изобретение относится к станкостроению, в частности к станкам с поворотными столами.
Известен многопозиционный станок, содержащий установленные по ходу технологического процесса инструментальные головки, поворотно-делительный стол и загрузочное устройство 1.
Недостатком известного станка является то, что он предназначен только для обработки штучных заготовок, а для получения их из прутка требуется дополнительное оборудование, что снижает технологические возможности станка.
Цель изобретения - расширение технологических возможностей станка.
Поставленная цель достигается тем, что станок снабжен узлом отрезки заготовок, шпиндельной бабкой и механизмом управления этими узлами, кинематически связанным с приводом станка, а загрузочное устройство выполнено в виде кантователя, снабженного центрирующей втулкой и упором, причем втулка и упор установленьгс возможностью совмещения их осей с осью шпиндельной бабки.
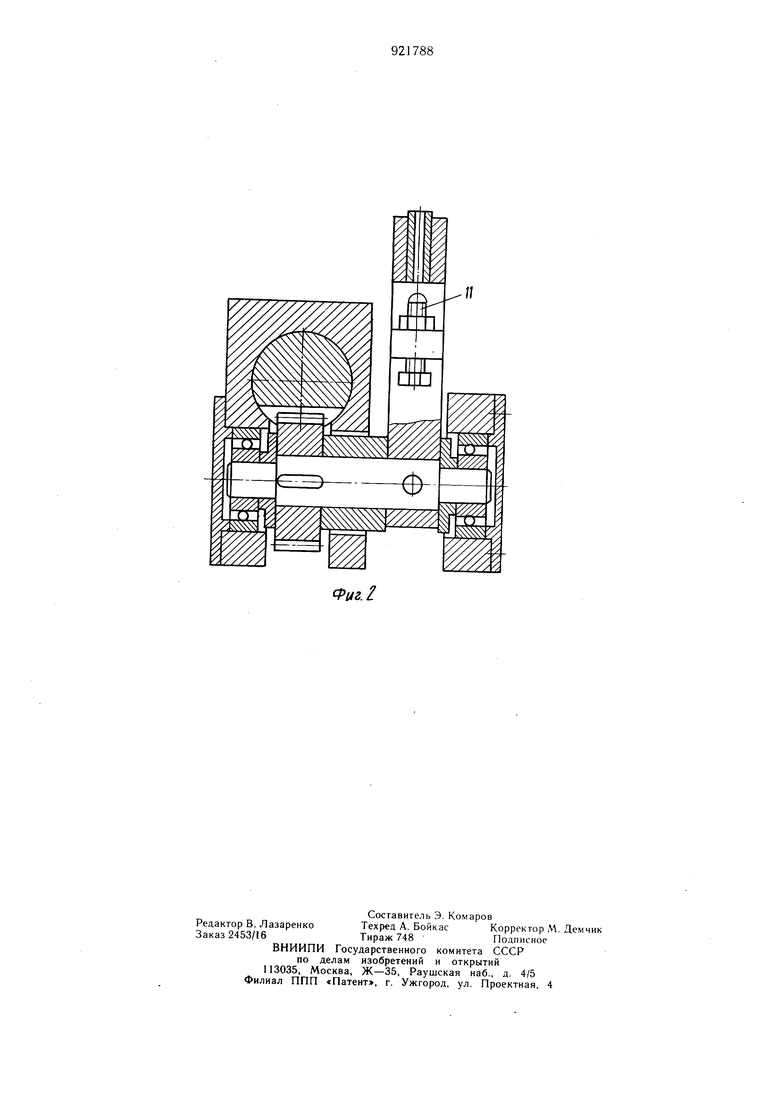
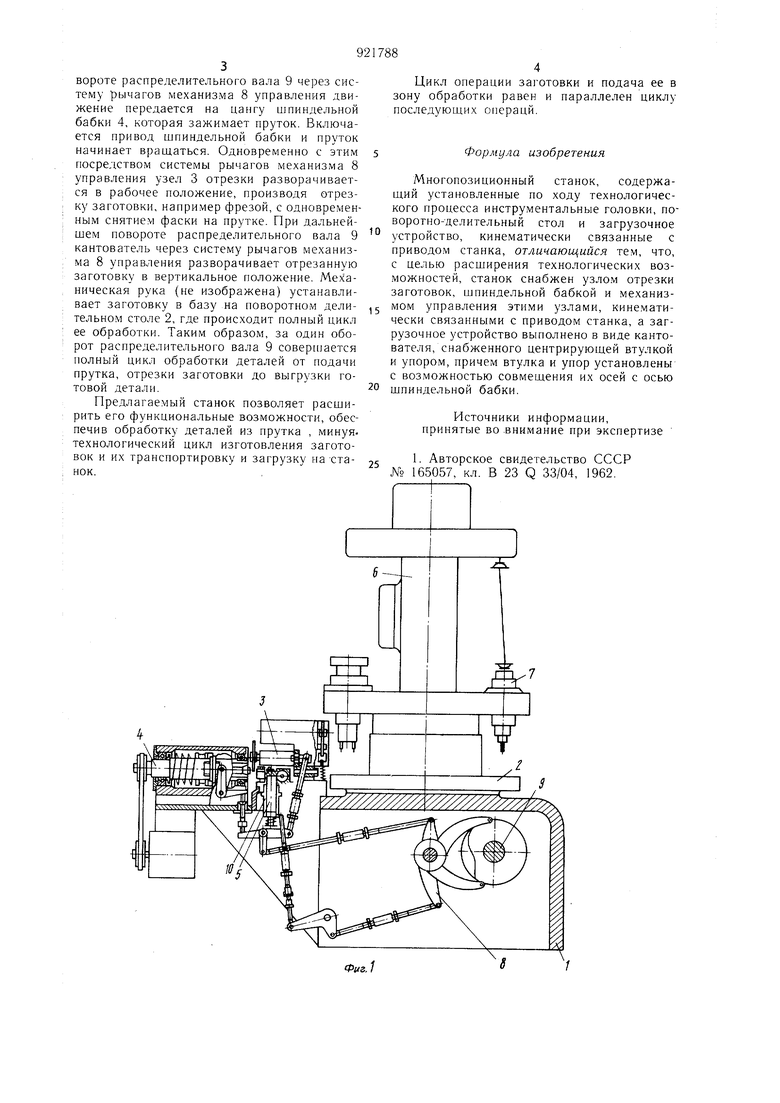
На фиг. 1 изображен многопозиционный станок, общий вид; на фиг. 2 - кантователь.
Многопозиционный станок имеет основание 1, смонтированные на нем поворотноделительный стол 2, узел 3 отрезки заготовок, шпиндельную бабку 4, загрузочное устройство, выполненное в виде кантователя 5, и вертикально перемещающийся ползун 6 с установленными на нем по .ходу технологического процесса инструментальными головками 7. Механизм 8 управления кинематически связан с узлом 3 отрезки, щпиндельной бабкой 4, кантователем 5, фиксирующим устройством (не показано) и с pacпpeдev ительным валом 9 станка.
Кантователь 5 снабжен центрирующей ,5 втулкой 10 и упором 11, которые установлены с возможностью совмещения их осей с осью шпиндельной бабки 4. Механизм 8 управления выполнен в виде трех систе.м рычагов.
Многопозиционный станок работает следующим образом.
Пруток подается в шпиндельную бабку 4 до упора 11 кантователя 5 посредством механизма подачи любой конструкции. При повороте распрелелительного вала 9 через систему рычагов механизма 8 управления движение передается на цангу шпиндельной бабки 4, которая зажимает пруток. Включается привод шпиндельной бабки и пруток начинает вращаться. Одновременно с этим посредством системы рычагов механизма 8 управления узел 3 отрезки разворачивается в рабочее положение, производя отрезку заготовки, например фрезой, с одновременным снятием фаски на прутке. При дальнейшем повороте распределительного вала 9 кантователь через систему рычагов механизма 8 управления разворачивает отрезанную заготовку в вертикальное положение. Механическая рука (не изображена) устанавливает заготовку в базу на новоротном делительном столе 2, где происходит полный цикл ее обработки. Таким образом, за один оборот распределительного вала 9 соверп ается полный цикл обработки деталей от подачи прутка, отрезки заготовки до выгрузки готовой детали.
Предлагаемый станок позволяет расширить его функциональные возможности, обеспечив обработку деталей из прутка , минуя, технологический цикл изготовления заготовок и их транспортировку и загрузку на станок.
Цикл операции заготовки и подача ее в зону обработки равен и параллелен циклу последуюндих операцй.
Формула изобретения
Многопозиционный станок, содержаший установленные по ходу технологического процесса инструментальные головки, поворотно-делительный стол и загрузочное устройство, кинематически связанные с приводом станка, отличающийся тем, что, с целью расширения технологических возможностей, станок снабжен узлом отрезки заготовок, шпиндельной бабкой и механизмом управления этими узлами, кинематически связанными с приводом станка, а загрузочное устройство выполнено в виде кантователя, снабженного центрируюшей втулкой и упором, причем втулка и упор установлены с возможностью совмещения их осей с осью шпиндельной бабки.
Источники информации, принятые во .внимание при экспертизе
1. Авторское свидетельство СССР № 165057, кл. В 23 Q 33/04, 1962.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления изделий, преимущественно ступенчатых валов, и станок для его осуществления | 1990 |
|
SU1794567A1 |
| Автоматизированный технологический комплекс | 1985 |
|
SU1349969A1 |
| Многопозиционный станок | 1980 |
|
SU944832A1 |
| АГРЕГАТНЫЙ СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ИЗ ПРУТКА | 2006 |
|
RU2357849C2 |
| Многопозиционный станок | 1987 |
|
SU1454652A1 |
| Автоматический станок для подрезки торцов и снятия фасок | 1982 |
|
SU1034843A1 |
| АГРЕГАТНЫЙ СТАНОК | 1992 |
|
RU2041044C1 |
| Автоматическая линия для обработки длинномерных трубчатых деталей | 1990 |
|
SU1710301A1 |
| ТОКАРНЫЙ СТАНОК С ПРОТИВОШПИНДЕЛЕМ | 1996 |
|
RU2113319C1 |
| Станок для резки длинномерного материала | 1987 |
|
SU1696177A1 |