Предметом изобретения является миогошпинде.тьньп станок для заточки резцов с механическими продольной и нонерешюн нодачами.
Многошпиндельныс для заточки с pY4Hoii подачоГ резцов известны.
В описываемом ни.же станке в отличие от известных, 11рнмене)1Ы механические продольная и поперечная подачн затачиваемых резцов, что является новым и полезны,., так KaiX дает возможность одному рабочему одновремеипо затачивать несколько резцов.
На чертеже показана кинематическая схема привода к одному из шпинделей станка и механиз1ма нодачи соответствующего резца. Количество таких приводов и механизмов на станке равно числу его шпинде.чек.
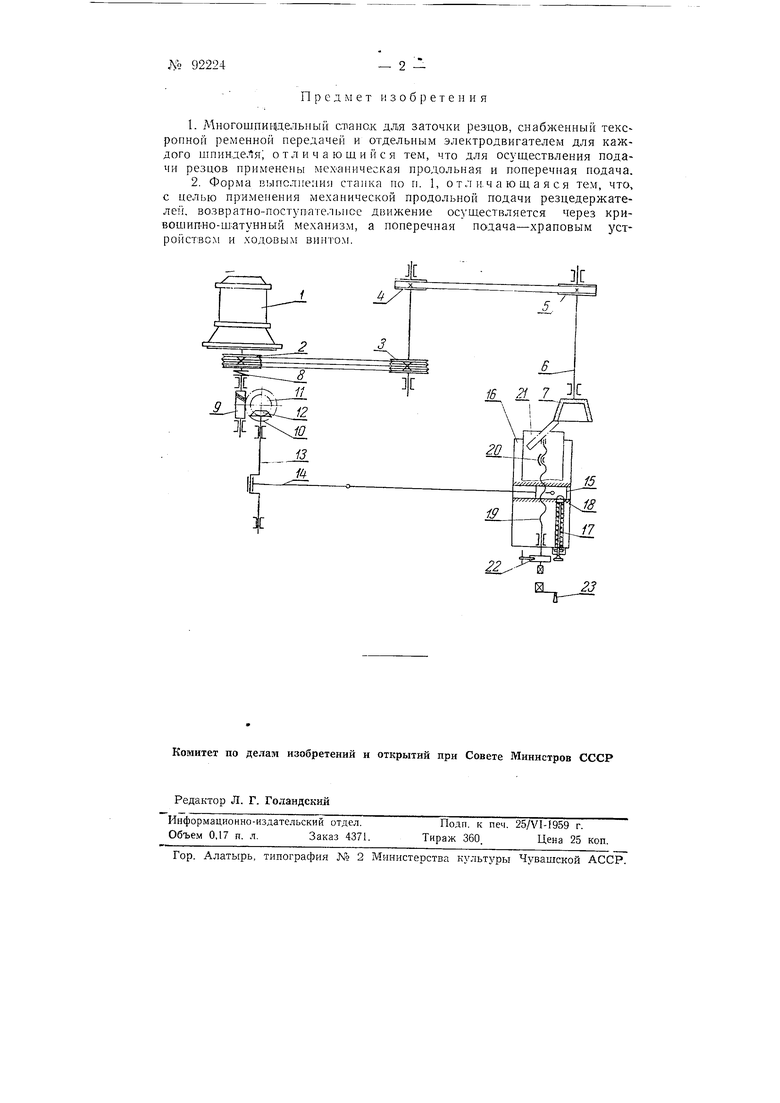
Станок имеет несколько шпинделей с отдельными приводами. Каждый привод имеет следующее ycTpoiicTBo: от электрод;з :гате,тя через тексропную передачу 2 .и 3 и ременную нередачу 4 и J вращение соо-бщается нти1гделю 6 с устанавли.15ае1мым на ием заточпым кругом 7. Через муфту 8, червячный редуктор 9, 10 и коническую передачу //, 12 вращение от электродвигателя 1 передается -коленчато.му валу 13. На этo валу н асажен Н1атун 14, который сообща.ет возвратнопост нательное движение /5, установ.ленномх в CXTIHOIDTC 16.
При введении подпружиненного штифта 17 в отверетие 18 иолзуна вместе с ним начинает нepe eщaтьcя и суинорт.
В суппорте установлен винт 19 поперечной на.дачи, который проходит через гайку 20, соединенную с верхней частью 21 суппорта. На конце винта 20 раеполон ен храповик 22, осуществляющий механическую поперечррую подачу этой части. Рукоятка 23 предназначена для ручиой поперечной подачи.
Затачиваемые резцы укрепляются под заданными угла1Ми к кругу 7 в резцедержателе, устанавливаемом на зерхней части cyniiopTa.
П р е д м е т и 3 о б р е т е и и я
1.Многошпищдельный станох для заточки резцов, снабженный тексропной ременной передачей и отдельным электродвигателем для каждого шпинделя; отличающийся тем, что для осуществления подачи резцов применены механическая цродольная и поперечная подача.
2.Форма выполнения станка но п. 1, отличающаяся тем, что, с целью применения механической продольной подачи резцедержателей, возвратно-поступ ательное движение осуществляется через кривошиПНо-щ атувный механизм, а понеречная подача-храповым устройством и ходовым винтом.
16
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для заточки резцов | 1980 |
|
SU884969A1 |
| СТАНОК ДЛЯ ЗАТОЧКИ | 1973 |
|
SU361860A1 |
| СПОСОБ ОБРАБОТКИ СВАРНЫХ ШВОВ ТРУБ НА ТОКАРНОМ СТАНКЕ | 2005 |
|
RU2302929C2 |
| Заточной станок | 1980 |
|
SU891348A1 |
| Токарно-винторезный станок | 1981 |
|
SU1160926A3 |
| Станок для обработки фасонных изделий | 1979 |
|
SU856759A1 |
| Станок токарно-винторезный универсальный | 2019 |
|
RU2737905C1 |
| ПОЛУАВТОМАТ ДЛЯ ЗАТОЧКИ МНОГОЛЕЗВИЙНОГО | 1971 |
|
SU309582A1 |
| Резец для разрезки деталей, способ изготовления резца для разрезки деталей и устройство для изготовления резца для разрезки деталей (его варианты) | 1985 |
|
SU1377170A1 |
| ПОЛУАВТОМАТ ДЛЯ АБРАЗИВНОЙ ЗАТОЧКИ РЕЗЦОВ | 1970 |
|
SU282080A1 |