(54) МАШИНА ДЛЯ ПРАВКИ ПРОКАТА
| название | год | авторы | номер документа |
|---|---|---|---|
| Профилегибочный стан | 1987 |
|
SU1544518A1 |
| Гайковерт | 1975 |
|
SU602363A1 |
| УСТРОЙСТВО ДЛЯ ПРАВКИ ПОЛОСОВОГО ПРОКАТА | 1994 |
|
RU2069112C1 |
| Кривошипный пресс | 1969 |
|
SU307620A1 |
| Клеть для продольной прокатки | 1982 |
|
SU1084092A1 |
| МАШИНА ДЛЯ ПРАВКИ КРУГЛОГО ПРОКАТА | 1971 |
|
SU299060A1 |
| РАБОЧАЯ КЛЕТЬ ПРОКАТНОГО СТАНА | 1995 |
|
RU2090278C1 |
| ДВУХКЛЕТЕВОЙ БЛОК ТРЕХРОЛИКОВЫХ КЛЕТЕЙ | 1999 |
|
RU2177385C2 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ШПИЛЕК | 1967 |
|
SU190321A1 |
| КОСОВАЛКОВАЯ ПРАВИЛЬНАЯ МАШИНА | 1973 |
|
SU390855A1 |
Изобретение относится к обработке металлов давлением, а более конкретно - к оборудованию для правки проката, преимущественно сортового.
Известна крупносортная правильная ма- 5 шина открытого типа, в которой нижние правильные ролики - приводные, а верхние - холостые. Валы верхних консольных роликов размещены в кассетах, установленных в станине с возможностью осевого 10 и вертикального неремещения от различных приводов. Осевая репулировка верхних роликов осуществляется горизонтальными винтами, связанными с кассетами верхних роликов, гайки которых установлены в ста- 15 нине. Эти винты вращают вручную при помощи штурвала. Для вертикальной регулировки верхних роликов вращают нажимные винты от штурвала через промежуточную зубчатую передачу, распределитель- 20 ный вал и червячную передачу 1.
Регулировка правильных роликов этой машины от отдельных механизмов с ручным приводом неудобна и требует значительных трудозатрат при настройке.25
Наиболее близка к предлагаемой машина для нравки проката, содержащая смонтированные на станине в два ряда валы с консольно размещенными правильными роликами и механизмы регулировки роликов, 30
из которых выполнен в виде размещенной на валу эксцентриковой втулки, связанной с приводным валом через зубчатую передачу, и пары винт - гайка 2.
Недостаток этой машины заключается в неудобстве ее в эксплуатации, т. к. осевая регулировка ролика парой винт - гайка требует применения ручного труда и: значительных затрат времени.
Целью изобретения является ул чшение условий эксплуатации машины.
Эта цель достигается тем, что в машине, содержащей валы с правильными роликами и механизмы регулировки роликов верхнего ряда, механизм регулировки каждого ролика снабл ен расположенной на приводном валу дополнительной шестерней, карезка винта выполнена на эксцентриковой втулке, а взаимодействующая с ней гайка установлена с возможностью осевого вращения и на ее наружной поверхности выполнены зубья, контактирующие с дополнительной шестерней приводного вала.
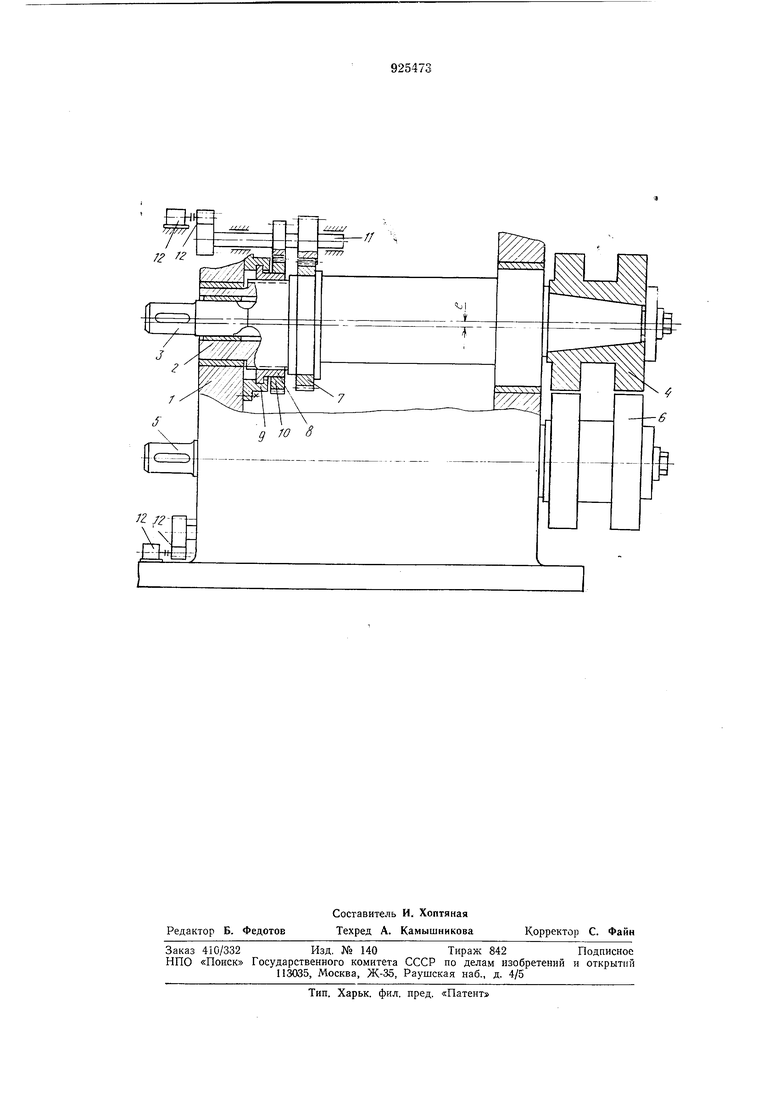
Конструкция мащины представлена на чертеже.
В станине 1 на подшипниках установлены эксцентриковые втулки 2 с валами 3 верхних правильных роликов 4 и с валами 5 нижних правильных роликов 6. На эксцентриковой втулке 2 закреплен зубчатый венец 7 и вынолнен участок с резьбовой нарезкой, с которой взаимодействует гайка 8. зафиксирована деталью 9 в осевом направлении и снабл{ена зубчатым венцом 10. Зубчатые веищы 7 и 10 кинематнческн связаны валом 11 с приводом 12. Передаточные отношения зацеплений зубчатых венцов 7 и 10 с шестернями вала 11 неодинаковы. Расточки втулок 2, в которы.х: на нодшипннках установлены валы 3 и 4, выполнены с эксцентриситетом е.
Вал И может быть вынолнен как с двумя нарезками шестерен с различным друг от друга числом зубьев, так и с одной нарезкой на оба зацепления. Во втором случае зубчатые венцы 7 и 10 имеют разные числа зубьев за счет угловой коррекции залепления.
j N,
Регулировку нравильных роликов осундествляют следу1ош,им образом.
При включении привода 12 вал 11 сообщает вращательное движение зубчатым венца.м 7 и 10, которые, получая разные угловые скорости, прнводят эксцентриковую втулку 2 во вращательно-постунательное движение. В зависимости от необходимой величины осевой регулировки верхнего ролика 4 втулка 2 совершает часть оборота, полный оборот или несколько оборотов в нужном направлении.
Радиальную регулиров,к|у ролика 4 осуществляют в пределах величины 2е.
Аналогично осуществляют регулировку нижних роликов 6.
Эффект от использования данного изобретения заключается в повышении удобства регулирования правильных роликов, т. к. благодаря описанной выше кинематической связи осевая и радиальная регулировка осуществляется от одного привода без применения ручного труда.
За счет сокращения времени на регулировку и снижения веса экономический эффект составит 15 тыс. руб. в год на одну машину.
Ф о р .м у л а изобретения
Машина для правки проката, содержащая смонтированные на станине в два ряда валы с консольно размешенными правильными роликами и механизмы регулировки радиального и осевого перемещений роликов, каждый из .которых вынолнен в виде помещенной на валу эксцентриковой втулки, связанной с приводным валом через зубчатую передачу, и пары винт - гайка, отличающаяся тем, что, с
целью улучшения условий эксилуатации путем нов з1шения точности настройки роликов, механизм регулировки каждого ролика снабжен расположенной на приводном валу дополнительной шестерней, при
этом резьба выполнена на наружной поверхности эксцентриковой втулки, а взаимодействуюшая с ней гайка зафиксирована от осевого перемещения и на ее наружной поверхности вынолнены зубья, взаимодействующие с донолиительной шестерней приводного вала.
Источники информации, принятые во внимание при экспертизе:
