(54) УСТРОЙСТВО ДЛЯ ШТАМПОВКИ ДЕТАЛЕЙ БОЧКООБРАЗНОЙ ФОРМБ1
12
Изобретение относится к технике изготовления деталей бочкообразной формы из листового металла, основанной на использовании обработки металлов давлением.
Известно устройство для формовки деталей, содержащее матрицу, прижим и составной пуансон, выполненный в виде пирамидального основания, па котором расположены раздвижные секторы, взаимодействующие со втулкой, связанной с приводом ее осевого перемещения 1.
Однако это устройство предполагает использовать в качестве заготовок предварительно вытянутые полые стаканы, что сопряжено с большой трудоемкостью изготовления бочкообразных листовых деталей.
Целью изобретения является повыщение производительности изготовлеиия деталей бочкообразной формы из листового металла. Это достигается тем, что матрица выполнена гидроэластичной, а втулка связана с приводом ее перемещения посредством прижима, который установлен с возможностью осевого перемещения и снабжен механизмом его жесткого соединения со втулкой, выполненным в виде имеющих индивидуальные приводы щтоков, размещенных в прижиме и взаимодействующих с выемкой, расположенной на поверхности втулки.
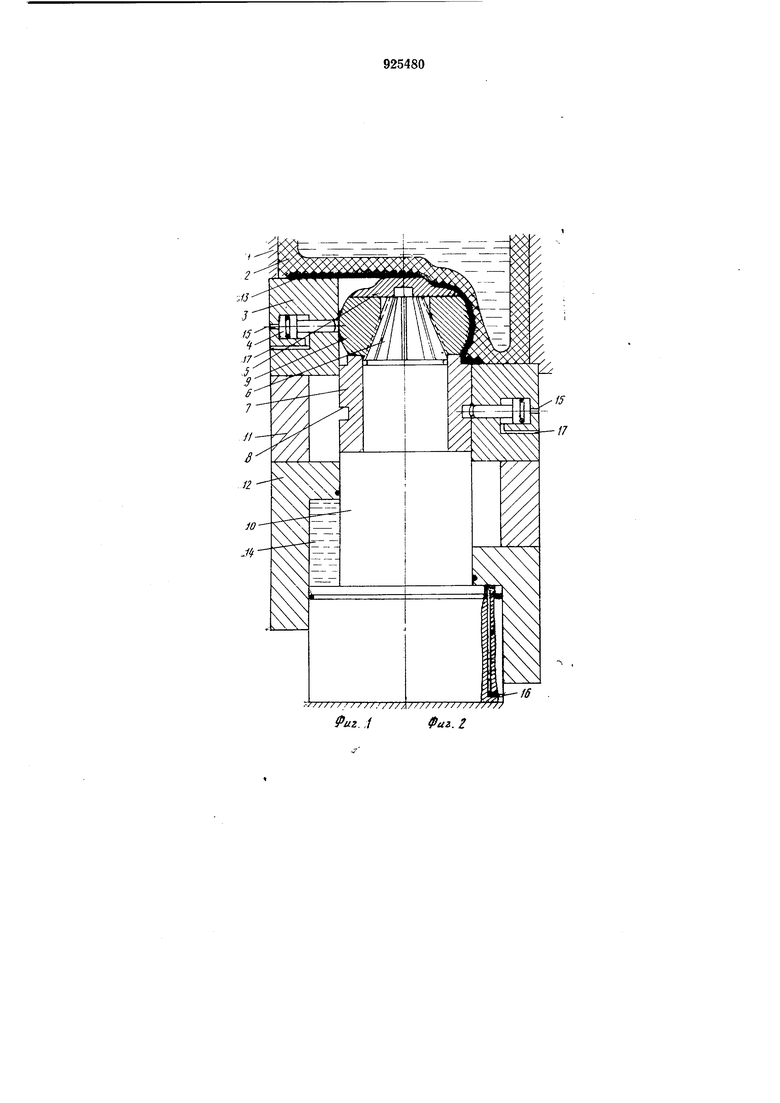
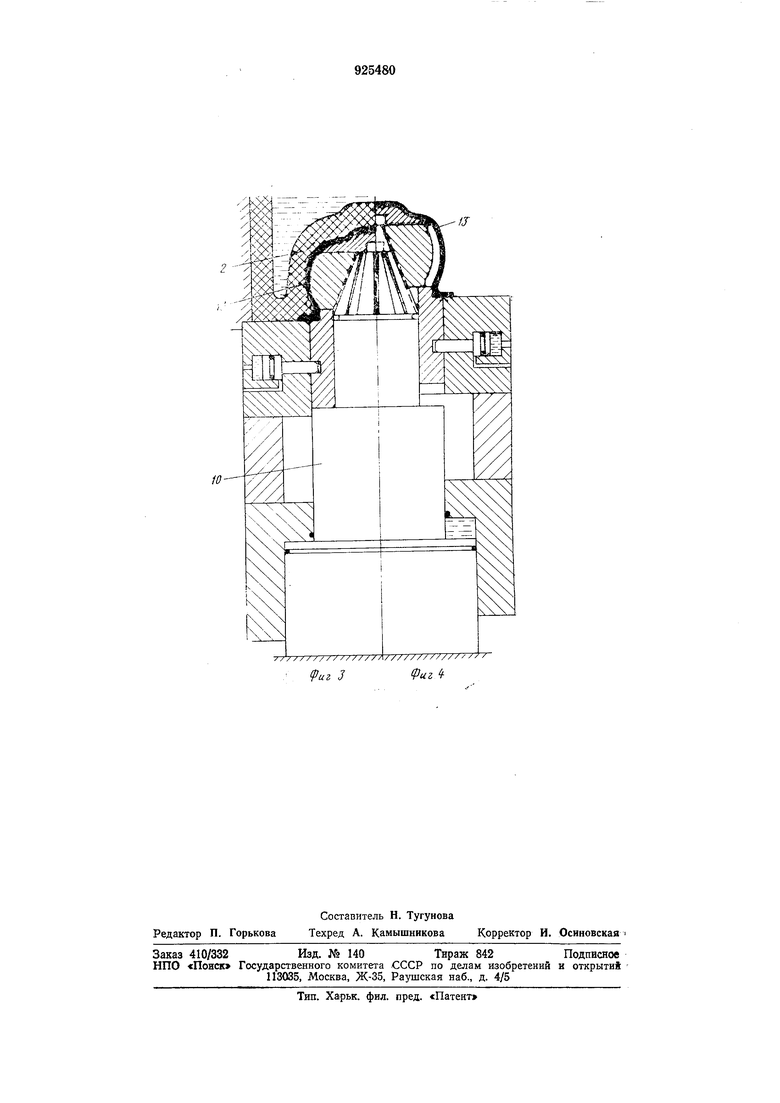
На фиг. 1 показано исходное положение устройства перед началом формообразования детали; на фиг. 2 - этап окончания формообразования бочкообразной де5 тали; на фиг. 3 - устройство после срабатывания механизма жесткого соединения прижима со втулкой; на фиг. 4 - устройство после подъема втулки на высоту, обеспечивающую съем отщтампованной де10тали с формообразующего пуансона.
Устройство содержит контейнер I, гидроэластнчную матрицу 2, прижим 3, в котором расположепы штоки 4 механизма жесткого соединения прижима со втулкой. 15 Пуансон имеет крышку 5, пирамидальное основание 6, втулку 7, выполненную с выемкой 8, и раздвижные секторы 9. Пуансон размещен на основании устройства 10, относительно которого перемещается стакан 11 и гидроцилиндр 12.
20
Работа предложенного устройства заключается в следующем.
При опускании контейнера 1 с гидроэластичной матрицей 2 после соприкосно25вения ее с заготовкой 13 со стороны последней возникает давление q (см. фиг. 1), величина которого зависит от противодавления жидкости 14. Величина давления со стороны гидроэластичной матрицы 2 по
30 ходу вытяжки задается такой, чтобы при
формообразовании не происходило разрушение и гофрообразование детали. После окончания формообразования детали (см. фиг. 2) под действием давления со стороны жидкости, подаваемой через отверстие 15, П1ТОКИ 4 механизма л есткого соединения прижима со втулкой, размещенные в прижиме 3, при перемещении в радиальном направлении, своей выступающей частью входят в соответствующую выемку 8 на наружной новерхности втулки 7 (см. фиг. 3). В результате этого гидроцилиндр 12 под действием давления жидкости, подаваемой через отверстие 16, перемещается вместе со стаканом 11, прижимом 3 и втулкой 7 вверх, благодаря чему раздвпжпые секторы 9 перемещаются в радиальном направлении к оси устройства (см. фиг. 4). Это приводит к уменьшению наибольщего диаметра формообразующего инструмента до такого значения, при котором обеспечивается съем отщтампованной детали. Под действием давления со стороны жидкости, подаваемой через отверстие 17, штоки 4 механизма жесткого соединения прижима со втулкой возвращаются в исходное положение (см. фиг. 1).
Использование предложенного устройства при щтамповкё бочкообразных деталей обеспечивает изготовление их без npo-v межуточной операции вытяжки полых заготовок, что приводит к снижению, трудоемкости изготовление деталей и к сокращению сроков подготовки производства почти в два раза. Таким образом примепение предложенного изобретен:;я на заводах обеспечивает годовой эконо.мическкй эффект до 10-15 тыс. руб. при существенном расширении технологических возможностей и повышении качества изготовления полых листовых деталей бочкообразной фор .мы.
Формула изобретения
Устройство для штамповки деталей бочкообразной формы, содержащее матрицу, прижи.м и составной пуансон, выполненный в виде пирамидального основания, на штором расположены раздвижные секторы, взаимодействующие со втулкой, связанной с приводом ее осевого перемещения, отличающееся тем, что, с целью повыщения производительности изготовления деталей, матрица выполнена гидроэластичной, а втулка связана с приводом ее перемещения посредством прижима, который установлен с возможностью осевого перемещения и снабжен механизмом его жесткого соединения со втулкой, выполнепны. в виде имеющих индивидуальные приводы щтоков, размещенных в прижиме и взаимодействующих с выемкой, расположенной на поверхности втулки.
Источник информации, принятый во внимание при экспертизе:
1. Мещерин В. Т. Листовая штамповка. Атлас схем, М., «Мащиностроение, 1975, с. 121,рис. 343.
.х
fuz. /Фаг. Z
/J
Фиг 
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для глубокой вытяжки полых изделий | 1981 |
|
SU1007786A1 |
| Штамп для вытяжки полых деталей | 1979 |
|
SU825234A1 |
| Штамп для многопереходной вытяжки | 1976 |
|
SU593778A1 |
| Штамп для гидромеханической вытяжки | 1978 |
|
SU740348A1 |
| Штамп для многопереходной вытяжки | 1977 |
|
SU645729A1 |
| Штамп для вытяжки деталей коробчатой формы | 1977 |
|
SU662204A1 |
| Устройство к прессу простого действия для крепления сменного инструмента | 1980 |
|
SU927376A1 |
| Прижим к устройству для гидромеханической вытяжки | 1980 |
|
SU912341A1 |
| Штамп для вытяжки | 1978 |
|
SU741995A1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ТОНКОСТЕННЫХ ОСЕСИММЕТРИЧНЫХ ДЕТАЛЕЙ БОЧКООБРАЗНОЙ ФОРМЫ | 2013 |
|
RU2548867C2 |