го сечения рабочей полости изложницы на ноловину ее высоты.
Известная изложница проста в изготовлении и имеет сравнительно малую поверхность контактирования зеркала металла с атмосферой.
Однако малая конусность стенок изложницы не позволяет иснользовать ее для разливки ферросилавов, в частности феррованадия, так как извлечение слитка из такой излол ницы иредставляет значительные трудности. Результатом этого является низкая стойкость изложницы.
Кроме того, при отмеченных выше соотношениях Н : D и Н : В слитки имеют большую высоту, что также затрздняет их раздевание.
Феррованадий в процессе охлаждения склонен к растрескиванию, что обусловливает расклинивание его кусков и в сочетании с отмеченны.ми выше другими недостатками делает вы-бивку слитков из таких изложниц практически невозможной.
Целью изобретения является облегчение раздевания слитков из ферросплавов, в частности феррованадия, увеличение выхода годного и повышение стойкости изложницы.
Цель достигается тем, что в нредлагаемой изложнице для изготовления слитков прямоугольного сечения, расширенной книзу, конусность на одну сторону составляет 6-14%, отношения высоты ж ириведенному диаметру ноиеречного сечения ее рабочей полости и. к средней ширине этой полости соответственно равны 0,7-1,5 и 1,5- 3,0, а отношение средней длины ра бочей полости изложницы к ее ширине 4,0-6,0.
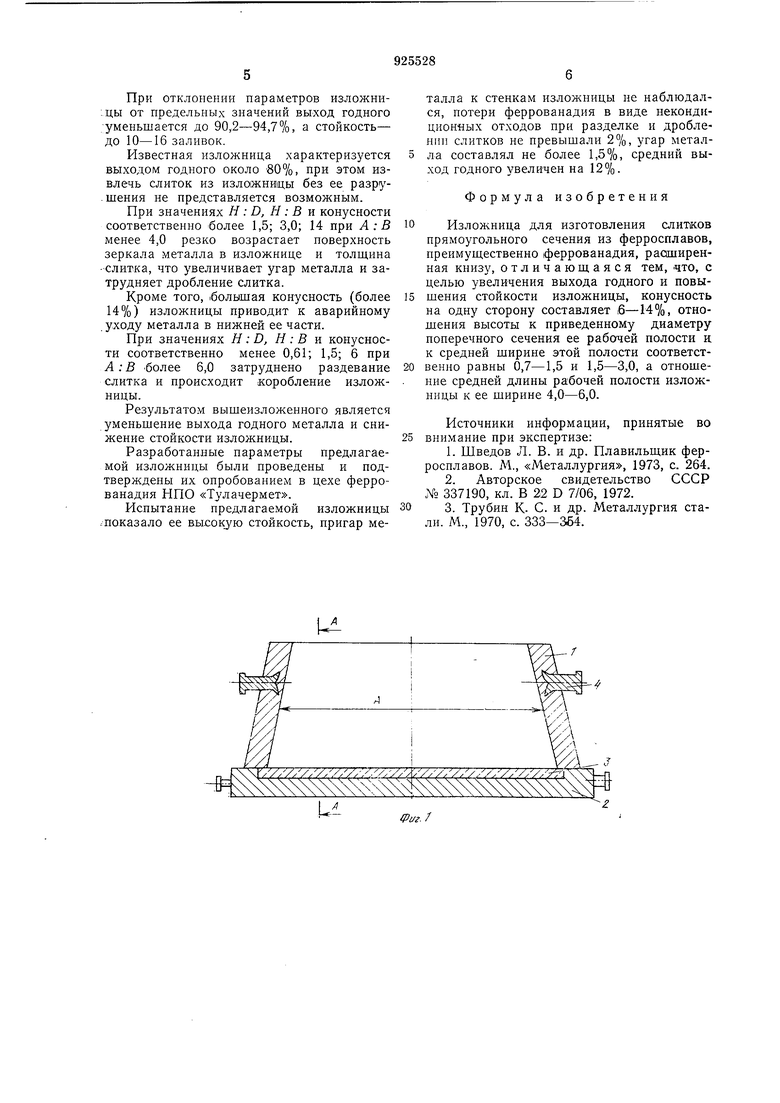
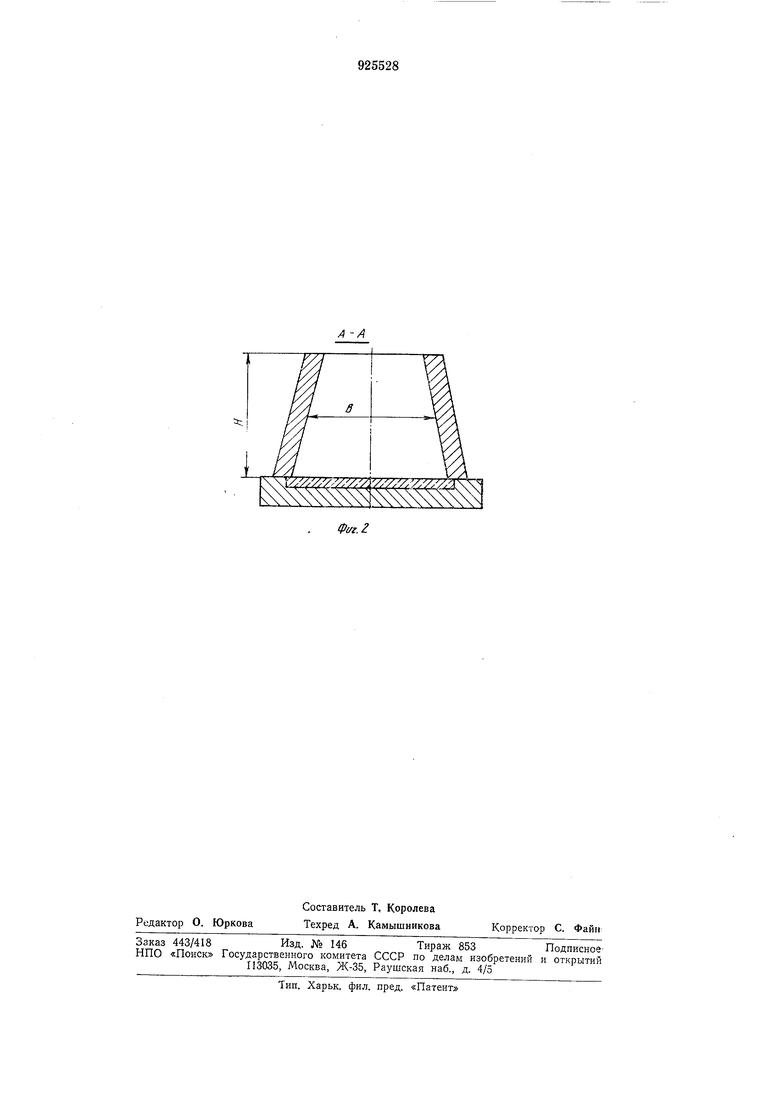
На фиг. 1 и:зобр:ажена изложиица, продольный разрез; на (фиг. 2 - разрез А-А на фиг. 1.
Разливку феррованадия и раздевание слитков нронзводят следующим образом.
Чугунную изложницу с расширениыми книзу стенками 1 устанавливают перед разливкой на металлический поддон 2 с огнеупорной футеровкой 3.
Разливку феррованадия производят из ковша через стопорное устройство или через носок ковша и футерованный желоб. После затвердевания слитка изложницу поднимают за цапфы 4, слиток остается при этом на футерованном поддоне. После раздевания слитки направляют на разделку и дробление.
При значеииях H:D и Н: В, больших 1,5 и 3,0 соответственно, затрудняется раздевание слитков вследствие увеличения их высоты, г
При отношеиии А : В менее 4,0 увеличивается толшина слитка, что затрудняет его разделку и дробление. Это ириводит к повышеиию потерь металла в виде некондиционных отходов и ноломкам дробильных
устройств.
При отношении А : В более 6,0 снижается стойкость изложниц вследствие их коробления.
Значение конусности стенок изложницы менее 6,0% затрудняет раздевание слитков, а конусность более 14% нриводит к увеличению толщины нижней части слитка, что затрудняет дробление.
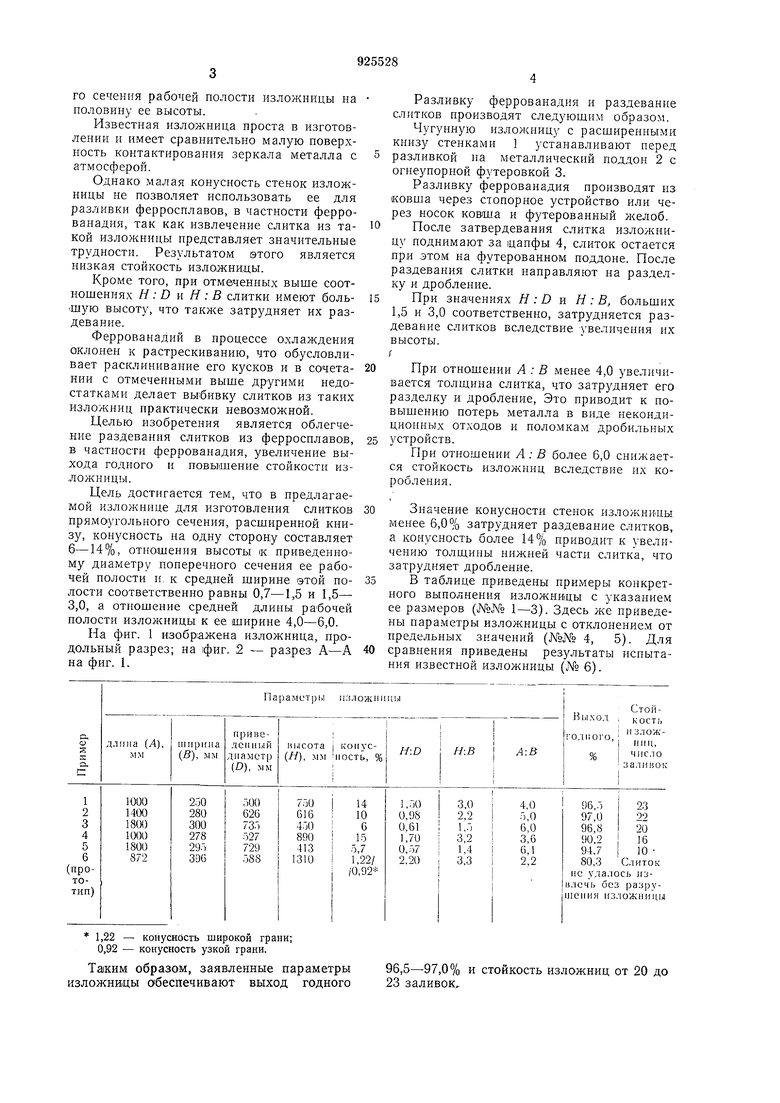
В таблице приведены примеры конкретного выполнения изложницы с указанием ее размеров (№JVb 1-3). Здесь же приведены параметры изложницы с отклонением от предельных значений (ЯзЯ 4, 5). Для
сравнения приведены результаты испытания известной изложницы (№ 6).
| название | год | авторы | номер документа |
|---|---|---|---|
| ИЗЛОЖНИЦА ДЛЯ ПРИЁМА ШЛАКА И МЕТАЛЛА | 2015 |
|
RU2605729C2 |
| ИЗЛОЖНИЦА ДЛЯ ПРИЁМА ШЛАКА И МЕТАЛЛА | 2023 |
|
RU2809725C1 |
| Слиток | 1977 |
|
SU747611A1 |
| Слиток | 1977 |
|
SU749548A1 |
| ИЗЛОЖНИЦА ДЛЯ ОТЛИВКИ СЛИТКА, УШИРЕННОГО КНИЗУ, И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2001 |
|
RU2198763C1 |
| ИЗЛОЖНИЦА ДЛЯ ОТЛИВКИ ФРАКЦИОНИРОВАННЫХ СЛИТКОВ МАРГАНЦЕВЫХ ФЕРРОСПЛАВОВ | 1992 |
|
RU2048957C1 |
| Способ получения слитков кипящей стали | 1981 |
|
SU1101320A1 |
| Изложница для слитков | 1980 |
|
SU1014636A1 |
| Слиток кипящей стали | 1987 |
|
SU1523247A1 |
| Способ получения феррованадия | 1984 |
|
SU1194905A1 |
1,22 - конусность широкой грани; 0,92 - конусность узкой грани.
TaiKHM образом, заявленные параметры изложницы обеспечивают выход годного
1,г,о 0,98 0,61 ,70 0,57 2.20
96,5-97,0% и стойкость изложниц от 20 до 23 заливок. При отклонении параметров изложни;цы от предельных значений выход годного .уменьшается до 90,2-94,7%, а стойкость- до 10-16 заливок. Р1звестная изложница характеризуется выходом годного около 80%, при этом извлечь слиток из изложницы без ее разру. шения не представляется возможным. При значениях Н : D, Н : В и конусности соответственно более 1,5; 3,0; 14 при А: В менее 4,0 резко возрастает поверхность зеркала металла в изложнице и толщина слитка, что увеличивает угар металла и затрудняет дробление слитка. Кроме того, |болБшая конусность (более 14%) изложницы приводит к аварийному .уходу металла в нижней ее части. При значениях Н: D, Н : В и конусности соответственно менее 0,61; 1,5; 6 при А: В более 6,0 затруднено раздевание слитка и происходит коробление изложницы. Результатом вышеизложенного является уменьшение выхода годного металла и снижение стойкости изложницы. Разработанные параметры предлагаемой изложницы были проведены и подтверждены их опробованием в цехе феррованадия НПО «Тулачермет. Испытание предлагаемой изложницы .показало ее аьшок ю стойкость, пригар металла к стенкам изложницы не наблюдался, потери феррованадия в виде некондиционных отходов при разделке и дроблеипп слитков не превышали 2%, угар металла составлял не более 1,5%, средний выход годного увеличен на 12%. Формула изобретения Изложница для изготовления слитков прямоугольного сечения из ферросплавов, преимуш,ественно феррованадия, расширенная книзу, отличающаяся тем, что, с целью увеличения выхода годного и повышения стойкости изложницы, конусность на одну сторону составляет (6-14%, отношения высоты к приведенному диаметру поперечного сечения ее рабочей полости и к средней ширине этой полости соответственно равны 0,7-1,5 и 1,5-3,0, а отношение средней длины рабочей полости изложницы к ее ширине 4,0-6,0. Источники информации, принятые во внимание при экспертизе: 1.Шведов Л. В. и др. Плавильщик ферросплавов. М., «Металлзфгия, 1973, с. 264. 2.Авторское свидетельство СССР Х9 337190, кл. В 22 D 7/06, 1972. 3.Трубин К. С. и др. Металлургия стали. М., 1970, с. 333-364.
