Изобретение относится к черной металлургии, в частности к области разливки стали, и может быть использовано при разливке металла в сквозные, уширенные книзу изложницы.
Цель изобретения - увеличение выхода годного путем уменьшения донной обрези слитка с одновременным улучшением условий извлечения слитка из изложницы.
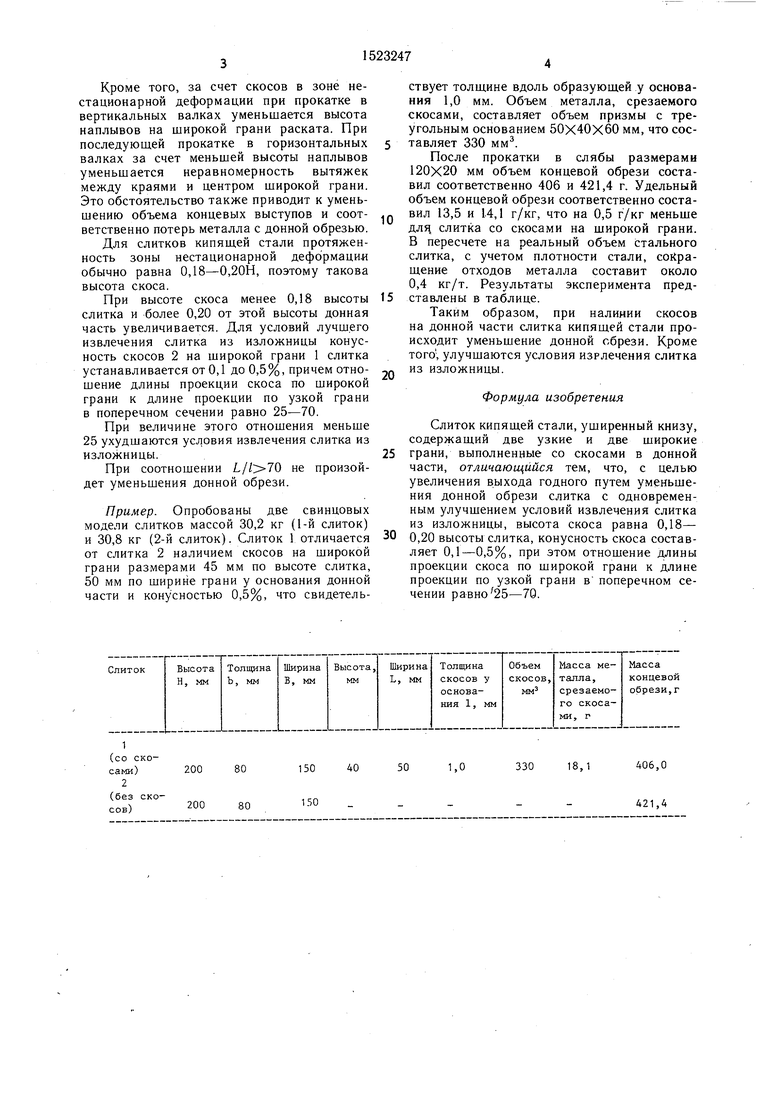
На фиг. 1 изображен слиток со стороны широкой грани; на фиг. 2 - то же, со стороны узкой грани.
Слиток кипящей стали, уширенный книзу, содержит две узкие грани длиной в и две широкие грани 1 длиной В, причем Н - высота слитка. Слиток выполнен со скосами 2 в донной части высотой 0,18-0,20Н, конусностью 0,1-0,5%. При этом отношение длины проекции скоса по широкой грани L к длине проекции по узкой грани / в поперечном сечении равно 25-70. От поверхности скосов к поверхности широкой грани осуществлен плавный переход по радиусу, что обеспечивает условия кристаллизации.
исключающие появление трещин в этом переходе.
В процессе прокатки слитка на его донной части образуются концевые выступы по краям широкой грани за счет неравномерной вытяжки при прокатке в вертикальных валках в зоне нестационарной деформации. При этом длина зоны нестационарной деформации, на которой происходит образование концевых выступов, составляет до 4-6 /g, где Ig - длина очага деформации.
Предложенный слиток имеет меньшие размеры и объем участков в зоне нестационарной деформации на величину, обусловленную скосами 2, имеющимися на широкой грани 1. При прокатке этих участков в вертикальных валках в концевые выступы перемещается меньший объем металла, причем уменьшение объема металла, идущего на образование концевых выступов, равно объему металла, «срезаемому с широкой грани 1 скосами 2.
сд го
со to
4
Кроме того, за счет скосов в зоне нестационарной деформации при прокатке в вертикальных валках уменьшается высота наплывов на широкой грани раската. При последующей прокатке в горизонтальных валках за счет меньшей высоты наплывов уменьшается неравномерность вытяжек между краями и центром широкой грани. Это обстоятельство также приводит к уменьшению объема концевых выступов и соответственно потерь металла с донной обрезью.
Для слитков кипяшей стали протяженность зоны нестационарной деформации обычно равна 0,18-0,20Н, поэтому такова высота скоса.
При высоте скоса менее 0,18 высоты слитка и более 0,20 от этой высоты донная часть увеличивается. Для условий лучшего извлечения слитка из изложницы конусность скосов 2 на широкой грани 1 слитка устанавливается от 0,1 до 0,5%, причем отно- шение длины проекции скоса по широкой грани к длине проекции по узкой грани в поперечном сечении равно 25-70.
При величине этого отношения меньше 25 ухудшаются условия извлечения слитка из изложницы.
При соотношении не произойдет уменьшения донной обрези.
Пример. Опробованы две свинцовых модели слитков массой 30,2 кг (1-й слиток) и 30,8 кг (2-й слиток). Слиток 1 отличается от слитка 2 наличием скосов на широкой грани размерами 45 мм по высоте слитка, 50 мм по ширине грани у основания донной части и конусностью 0,5%, что свидетель
5
5
0
ствует толщине вдоль образующей у основания 1,0 мм. Объем металла, срезаемого скосами, составляет объем призмы с треугольным основанием 50X40X60 мм, что составляет 330 мм.
После прокатки в слябы размерами 120X20 мм объем концевой обрези составил соответственно 406 и 421,4 г. Удельный объем концевой обрези соответственно составил 13,5 и 14,1 г/кг, что на 0,5 г/кг меньше ДЛ51 слитка со скосами на широкой грани. В пересчете на реальный объем стального слитка, с учетом плотности стали, cokpa- щение отходов металла составит около 0,4 кг/т. Результаты эксперимента представлены в таблице.
Таким образом, при налииии скосов на донной части слитка кипящей стали происходит уменьшение донной обрези. Кроме того; улучшаются условия извлечения слитка из изложницы.
Формула изобретения
Слиток кипящей стали, уширенный книзу, содержащий две узкие и две широкие грани, выполненные со скосами в донной части, отличающийся тем, что, с целью увеличения выхода годного путем уменьшения донной обрези слитка с одновременным улучшением условий извлечения слитка из изложницы, высота скоса равна 0,18- 0,20 высоты слитка, конусность скоса составляет 0,1-0,5%, при этом отношение длины проекции скоса по широкой грани к длине проекции по узкой грани в поперечном сечении равно 25-70.
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАЛЬНОЙ СЛИТОК | 2007 |
|
RU2368454C2 |
| Способ прокатки слитков | 1989 |
|
SU1678468A1 |
| Стальной слиток | 1987 |
|
SU1574349A1 |
| Слиток кипящей стали | 1988 |
|
SU1570834A1 |
| СПОСОБ ПРОКАТКИ СЛЯБОВ ИЗ СЛИТКОВ | 2010 |
|
RU2453384C2 |
| Слиток | 1979 |
|
SU863150A1 |
| СЛИТОК, УШИРЕННЫЙ КВЕРХУ | 1992 |
|
RU2030953C1 |
| Способ производства прокатных заготовок | 1979 |
|
SU799225A1 |
| СПОСОБ ПРОКАТКИ СЛИТКОВ ПИРАМИДАЛЬНОЙ ФОРМЫ НА ОБЖИМНЫХ И ЗАГОТОВОЧНЫХ СТАНКАХ | 1997 |
|
RU2128093C1 |
| Слиток | 1987 |
|
SU1535670A1 |

Изобретение относится к черной металлургии, а именно к разливке стали в сквозные, уширенные книзу изложницы. Цель изобретения - увеличение выхода годного путем уменьшения донной обрези слитка с одновременным улучшением условий извлечения слитка из изложницы. В слитке, содержащем две узкие и две широкие грани со скосами в донной части, высота скоса равна 0,18 - 0,20, конусность скоса составляет 0,1 - 0,5%, при этом отношение длины проекции скоса по широкой грани к длине проекции по узкой грани в поперечном сечении равно 25 - 70. 2 ил.
200 80 150
200 80 150
40
1,0
330
18,1
406,0 421,4
Составитель И. Князева
Редактор В. ДанкоТехред И. ВересКорректор С. Черни
Заказ 6932/10Тираж 711Подписное
ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР
113035, Москва, Ж-35, Раушская наб., д. 4/5 Производственно-издательский комбинат «Патент, г. Ужгород, ул. Гагарина, 101
&
Фиг./
0,,5°/o
S
Фиа.В
| Слиток для горячей деформации | 1983 |
|
SU1210922A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
