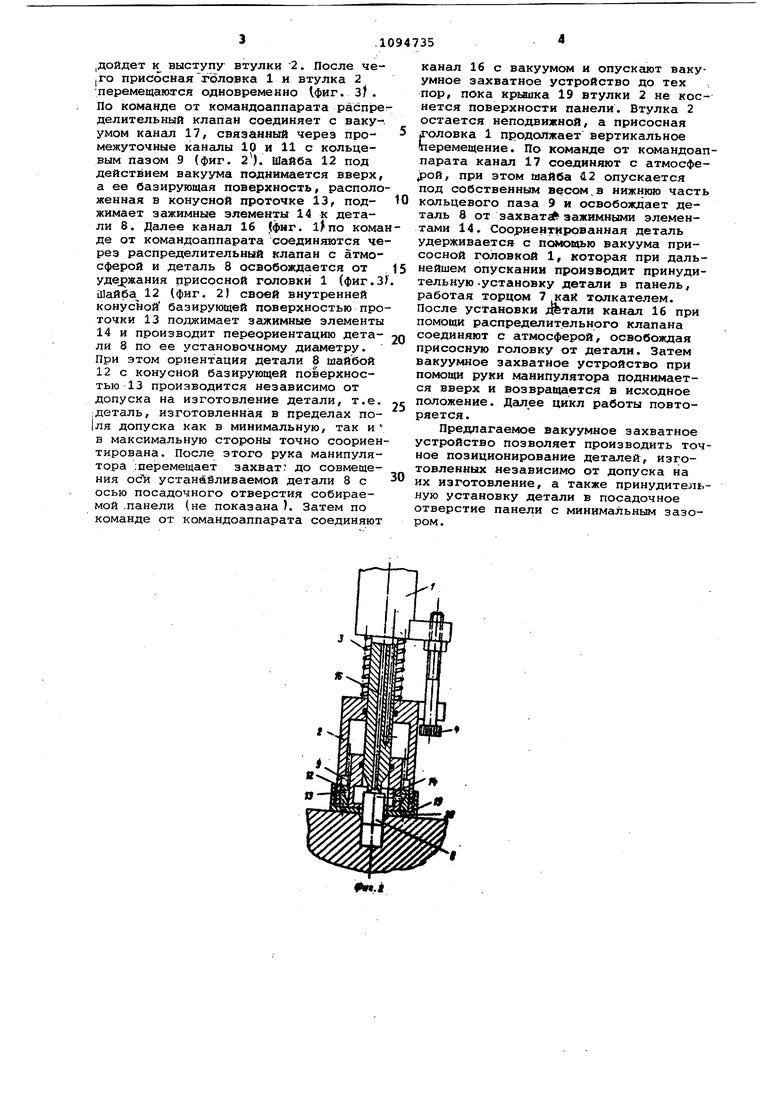
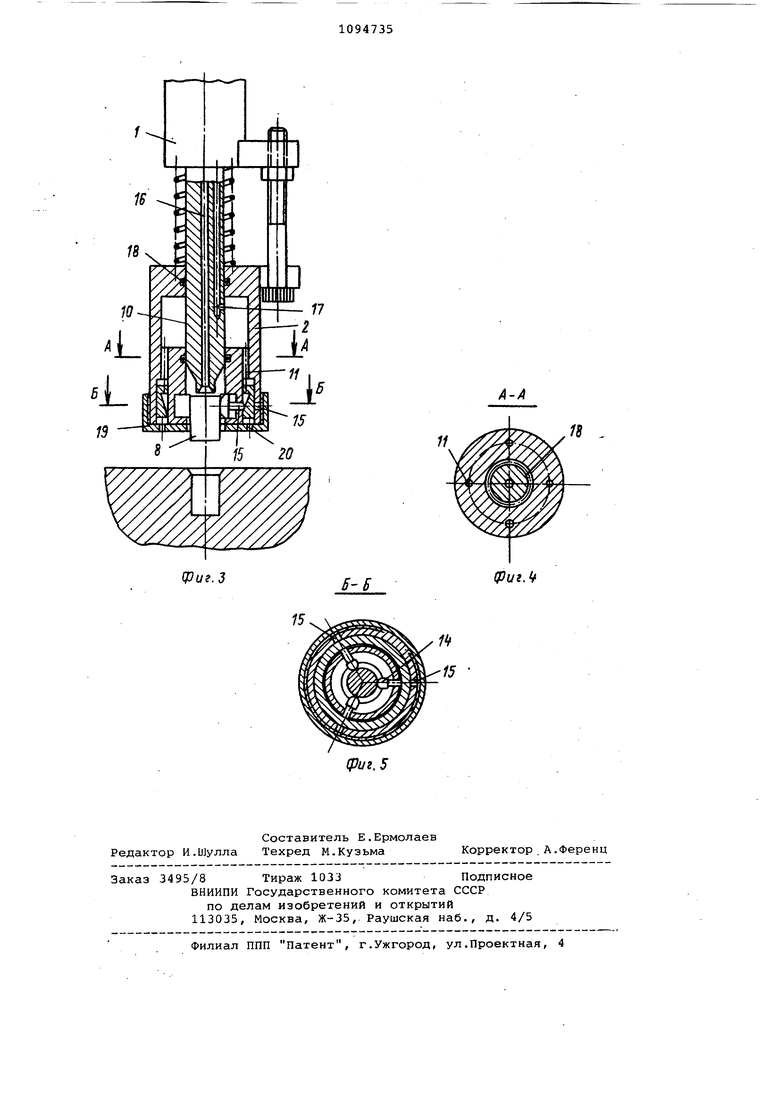
Изобретение относится к машиностроению, в частности к захватным головкам с вакуумными держателями для захвата деталей с последующим транспортированием и точной установкой в гнездо, и может быть использовано в часовой, приборостроительной и радиотехнической промышленности. Известно вакуумное захватное устройство, содержащее корпус, установленную на корпусе подвижно подпружиненную втулку с каналами для подвода вакуума, присосную головку и зажимные элементы, с помо1цью которых производится ориентация детали в процес се транспортировки С ID. Недостатком устройства является невозможность точного позиционирования детали, имеющей разброс размеров в пределах поля допуска на изготовле ние. При захвате детали, изготовленной, например, по меньшему размеру, зажимные элементы прижаты к базирующей плоскости и деталь ими не ориентируется, а деталь, изготовленная по большему размеру, зажата зажимными элементами, но сами ажимные элементы не прижаты к базирующей плоскости, что в обоих случаях приводит к неточному позиционированию. Целью изобретения является повыше ние точности позиционирования Поставленная цель достигается тем что в вакуумном захватном устройстве содержащем корпус, установленную на корпусе подвижно подпружиненную втул ку с каналами дляПодвода вакуума, присосную головку и зажимные элементы, втулка выполнена с соединенными с каналами для подвода вакуума кольцевы и радиальными пазами и снабжена установленной в кольцевом пазе с возможностью осевого перемещения шайбой, внутренняя поверхность которой выпол .нена с конусной проточкой, при этом на нижней части присосной головки и на зажимных элементах выполнены скосы, а зажимные элементы установлены в радиальных пазах втулки с возможностью взаимодействия своими наружными концами с конусной поверхностью шайбы, а своими скосами - со скосами присосной головки. На фиг. 1-3 изображено вакуумное захватное устройство на различных этапах захвата детали, общий вид на фиг. 4 - сечение А-А на фиг. 3; на фиг. 5 - сечение Б-Б на фиг. 3. Вакуумное захватное устройство состоит из присосной головки 1, на которой, установлена подвижная втулка 2, поджатая пружиной 3 (фиг. 21 к регулируемому упору 4. Упор 4 глад кой частью расположен в пазу 5 (фиг.Ц втулки 2, а резьбовой закреплен на ;фланце б присосной головки 1 и пред-лазначен для исключения возможности поворота втулки 2 относительно общей оси, а также для регу/тирования вели- . чины хода, последней относительно торца 7, присосной головки 1, в зависимости от высоты транспортируемой детали 8. В нижней части втулки 2 выполнен кольцевой паз 9 (фиг. 2J, соединенный с каналс1ми 10 и 11 1фиг. 3 и 4) для подвода вакуума, в котором установлена подвижная в осевом направлении шайба 12 {фиг. 2) с внутренней конусной базирующей проточкой 13, взаимодействующая с зажимными элементами 14, распох оженными в радиальных пазах 15 (фиг. 5 К Присосная головка содержит каналь 16 и 17, один из которых 16 соединяется, с вакуумом при захвате детали 8, друрой 17 - при ее ориентировании и транспортировке. Втулка 2 снабжена уплотнительными кольцами 18 (фип 3 и 4 ) и крышкой 1Э с отверстиями 20, соединенными с кольцевым пазом 9, исключающими возможность демпфирования подвижной шайбы 12. Крышка 19 также служит для удобства обслуживания вакуумного захватного устройства в процессе эксплуатации . На нижней части присосной головки 1 выполнены скосы 21, предназначенные для взаимодействия со скосами 22 зажимных элементов 14. Деталь 8 расположена в отверстии подающего механизма 23. Устройство работает следующим образом. Вакуумное захватное устройство закрепляют на руке манипулятора (не показана ) и ориентируют относительно детали 8 (фиг. 1). В исходном положении каналы 16 и 17 для подвода вакуума соединены с атмосферой при помощи распределительного клапана, управляемого от командоаппарата (не показаны), а шайба 12 с базирующей конусной проточкой 13 расположена в нижней части кольцевого паза 9 и лежит на крышке 19. При опускании руки манипулятора захват с подпружиненной втулкой 2 (фиг. 1) перемещается до тех пор, пока она не коснет.ся крышкой 19 (фиг. 2) поверхности подающего механизма 23 (фиг. 1 . После чего втулка 2 остается неподвижно, а присосная головка 1 продолжает вертикальное перемещение пока ее торец 7 не достигнет детали 8. Одновременно скосы 21 присосной головки 1 взаимодействуют со скосами 22 Зсокимных элементов 14 (фиг. 21 , перемещая последние от центра к периферии. Затем канал 16 через распределительный клапан соединяют с вакуумом, производя захват детали 8 присосной головкой 1, и рука манипулятора перемещается вверх. Втулка 2 остается неподвижной до тех пор, пока под действием пружины 3 упор 4 не по,дойдет к выступу втулки 2. После че,го присоснаяголовка 1 и втулка 2 перемещаются одновременно (фиг. 37. По команде от командоаппарата распре делительный клапан соединяет с ваку-. умом канал 17, связанный через промежуточные каналы 10 и 11 с кольцевым пазом 9 (фиг. 2Х Шайба 12 под действием вакуума поднимается вверх, а ее базирующая поверхность, располо женная в конусной проточке 13, поджимает зажимные элементы 14 к детали 8. Далее канал 16 . if по кома де от командоаппарата соединяются че рез распределительный клапан с атмосферой и деталь 8 освобождается от удержания ррисосной головки 1 (фиг.3 Шайба 12 (фиг. 2) своей внутренней конусной базирукнцей поверхностью про точки 13 поджимает зажимные элементы 14 и производит переориентацию детали 8 по ее установочному диаметру. При этом ориентация детали 8 шайбой 12 с конусной базирующей пбверхностью 13 производится независимо от допуска на изготовление детали, т.е. :деталь, изготовленная в пределах по|ля допуска как в минимальную, так и в максимальную стороны точно соориен тирована. После этого рука манипулятора .перемещает захват до совмещеНИЛ ocli устанавливаемой детали 8с осью посадочного отверстия собираемой .панели (не показана ). Затем по команде от командоаппарата соединяют канал 16 с вакуумом и опускают вакуумное захватное устройство до тех пор, пока крьвика 19 втулки 2 не коснется поверхности панели. Втулка 2 остается неподвижной, а присосная .головка 1 продолжает вертикальное (перемещение. По команде от командоаппарата канал 17 соединяют с атмосфедэой, при этом шайба 42 опускается под собственным весом в нижнюю часть кольцевого паза 9 и освобождает деталь 8 от захвате зажимными элементами 14. Соориентированная деталь удерживается с помощью вакуума присосной головкой 1, которая при дальнейшем опускании производит принудительную -установку детали в панель, работая торцом 7 jcait толкателем. После установки датали канал 16 при помощи распределительного клапана соединяют с атмосферой, освобождая присосную головку от детали. Затем вакуулшое захватное устройство при помощи руки манипулятора поднимается вверх и возвращается в исходное положение. Далее цикл работы повторяется. Предлагаемое вакуумное захватное устройство позволяет производить точное позиционирование деталей, изготовленных независимо от допуска на их изготовление, а также принудительную установку детали в посадочное отверстие панели с минимальным зазором.
| название | год | авторы | номер документа |
|---|---|---|---|
| Вакуумное захватное устройство | 1980 |
|
SU925836A1 |
| Вакуумный эжекторный захват | 1983 |
|
SU1134521A1 |
| Схват робота | 1990 |
|
SU1761463A1 |
| Противоподсосный клапан вакуумного грузозахватного устройства | 1984 |
|
SU1162725A1 |
| Устройство для захвата полых деталей | 1984 |
|
SU1247266A2 |
| Приспособление к манипулятору для захвата и удаления полых деталей | 1977 |
|
SU682392A2 |
| Вакуумное захватное устройство | 1985 |
|
SU1407802A1 |
| Устройство для автоматической смены инструмента | 1983 |
|
SU1135593A1 |
| Вакуумное захватное устройство | 1981 |
|
SU1036657A1 |
| Устройство для загрузки металлорежущего станка | 1986 |
|
SU1360967A1 |
ВАКУУМНОЕ ЗАХВАТНОЕ УСТРОЙСТВО, содержащее корпус, установленную на корпусе подвижно подпружиненную втулку с каналами для подвода вакуума, присосную головку и зажимные элементы, отличающеес я тем, что, с целью повышения точности позиционирования, втулка выполнена с соединенными с каналами для подвода вакуума кольцевым и радиальными пазами и снабжена установленной в кольцевом пазе с возможностью осевого перемещения шайбой, внутренняя поверхность которой выполнена с конусной проточкой, при этом на нижней части присосной головки и на зажимных элементах выполнены скосы, а. зажимные элементы установлены в радиальных пазах втулки с возможностью взаимодействия своими наружными концами с конусной поверхностью шайбы, а своими скосами - со скосами присосной головки. (Л со 4;: 00 ел
fS
(Риг.з
5-5
фиг,If
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Вакуумное захватное устройство | 1980 |
|
SU925836A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
