Известны шлифовально-обдирочиые станки для предварительной обработки наружной новерхности литых заготовок поршневых колец. Однако на них возможна обработки всего лишь одной партии колец.
Указанный недостаток устранен в настоящем изобретении тем, что станок имеет один общий шлифовальный торцовый круг и ряд радиально расположенных над ним, свободно вращающихся оправок, закрепленных с помощью шарнирных рычагов на общем вертикальном валу. Такое устройство станка дает возможность обрабатывать на нем одновременно несколько партий заготовок и значительно увеличит) производительность станка.
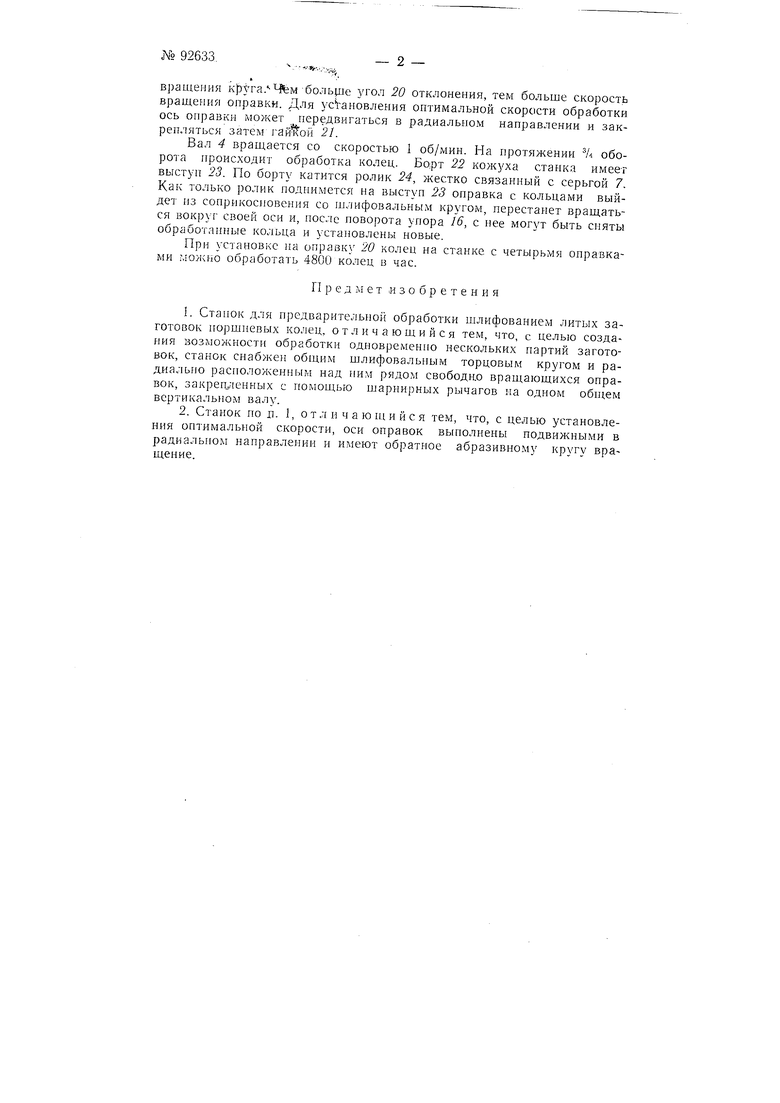
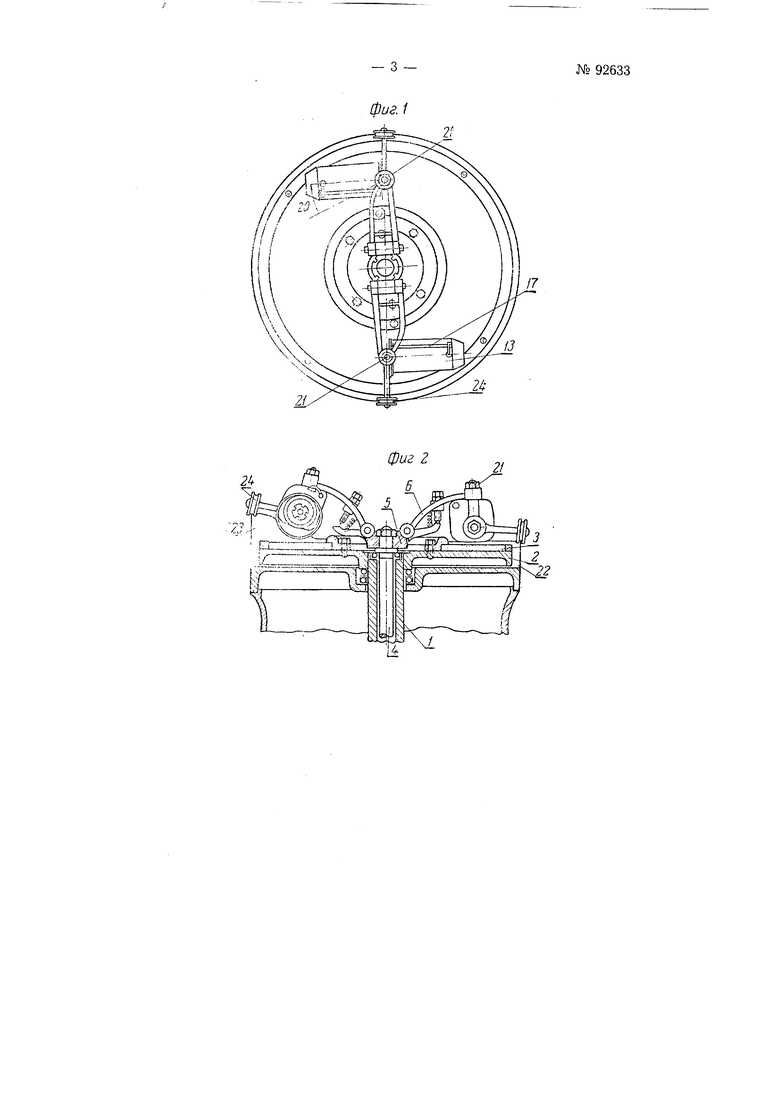
На фиг. 1 показан вид станка в плане; на фиг. 2-разрез стапка; на фиг. 3-вид оправки, закрепленной на щарнпрпом рычаге в разрезе; на фиг. 4-вид оправки и рычага сбоку.
На вертикальном полом щпинделе 1 закреплена планшайба 2 с установленным па ней шлифовальным торцовым кругом 3. Через полый п пипдель пропущен вертикальпый вал 4, на который жестко насажена крестовина 5. На крестовине шарпирпо укреплено два или четыре рычага 6. В отверстия рычагов 6 вставлены серьги 7 с закрепленными на них осями 8 оправок 5. На оправках планками 10 и винтами 11 зажаты резииовые полосы 12.
На каждую оправку свободно надевается нартия колец 13 и прижимается к фланцу 14 шарикоподшипником 15 откидного упора 16, укрепленного на кронщтейне 17. Снизу кольца во время обработки прижимаются к фланцу 14 центробежной силой. Пружина 18 прижимает оправку 9 к шлифовальному кругу. Оттяжка 19 отодвигает пружину от оправки для удобства надевания и снятия колец.
Вал 4 и шпиндель 1 вращаются в противоположные стороны. Вращение оправки вокруг своей оси происходит под влиянием трения о шлифовальный круг вследствие отклонения оси онравки от направления
вращения KpJTa. больще угол 20 отклонения, тем больше скорость вращения оправки. Для установления оптимальной скорости обработки ось оправки может передвигаться в радиальном направлении и закрепляться затем гайкой 21.
Вал 4 вращается со скоростью 1 об/мин. На протяжении % оборота происходит обработка колец. Борт 22 кожуха станка имеет выступ 23. По борту катится ролик 24, жестко связанный с серьгой 7. Как только ролик подпимется на выступ 23 оправка с кольцами выйдет пз соприкосновения со щлнфовальным кругом, перестанет вращаться вокруг своей оси и, после поворота упора 16, с нее могут быть спяты обработанные кольца и установлены новые.
При установке па онравк 20 колеп на станке с четырьмя оправками гложко обработать 4800 колец в час.
Г1 р е д м е т изобретения
1.Станок для предварительпой обработки шлифованием литых заготовок норщпевых колец, отличающийся тем, что, с целью создапия возможности обработки одновременно нескольких партий заготовок, станок снабжен общим шлифовальным торцовым кругом и радиальрю расноложеппым над ним рядом свободно вращающихся оправок, закрепленных с помощью шарнирных рычагов на одном обпгем вертикальном валу.
2.Станок но л. 1, отличающийся тем, что, с целью установления оптимальпой скорости, оси оправок выполнены подвижными в радиальном направлепии н имеют обратное абразивному кругу вра щение.
№ 92633
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для шлифования цилиндрических деталей | 1980 |
|
SU891352A1 |
| Автоматический станок для финишной обработки дорожек качения колец подшипников | 1984 |
|
SU1194654A1 |
| Агрегатный станок для изготовления стеклопластиковых труб | 1979 |
|
SU921870A1 |
| УСТРОЙСТВО ДЛЯ АБРАЗИВНОЙ ОБРАБОТКИ БЕГОВЫХ ДОРОЖЕК КОЛЕЦ ПОДШИПНИКОВ | 1992 |
|
RU2057631C1 |
| СТАНОК ДЛЯ ФИНИШНОЙ ОБРАБОТКИ ДОРОЖЕК КАЧЕНИЯ КОЛЕЦ РОЛИКОПОДШИПНИКОВ | 1999 |
|
RU2189302C2 |
| Способ камерной обработки свободным абразивом | 1990 |
|
SU1805012A1 |
| Станок для внутренней и наружной шлифовки и полировки деталей | 1948 |
|
SU82041A1 |
| Станок для реставрации конусов тростильно-крутильного производства | 1955 |
|
SU103441A1 |
| УСТРОЙСТВО ДЛЯ КАМЕРНОЙ АБРАЗИВНОЙ ОБРАБОТКИ ДЕТАЛЕЙ | 2002 |
|
RU2218261C1 |
| Станок для резки шприцованных заготовок | 1981 |
|
SU1046109A1 |
24
фиг 2
