Известны станки для шлифования и полирования деталей при помощи вращения последних в массе шлифующего материала.
Предлагаемый станок отличается от известных тем, что онравке с закрепленными на ней деталями, кроме вращательного движения, сообщается осевое возвратно-поступательное движение в массе щлнфующего материала, находящегося под давлением.
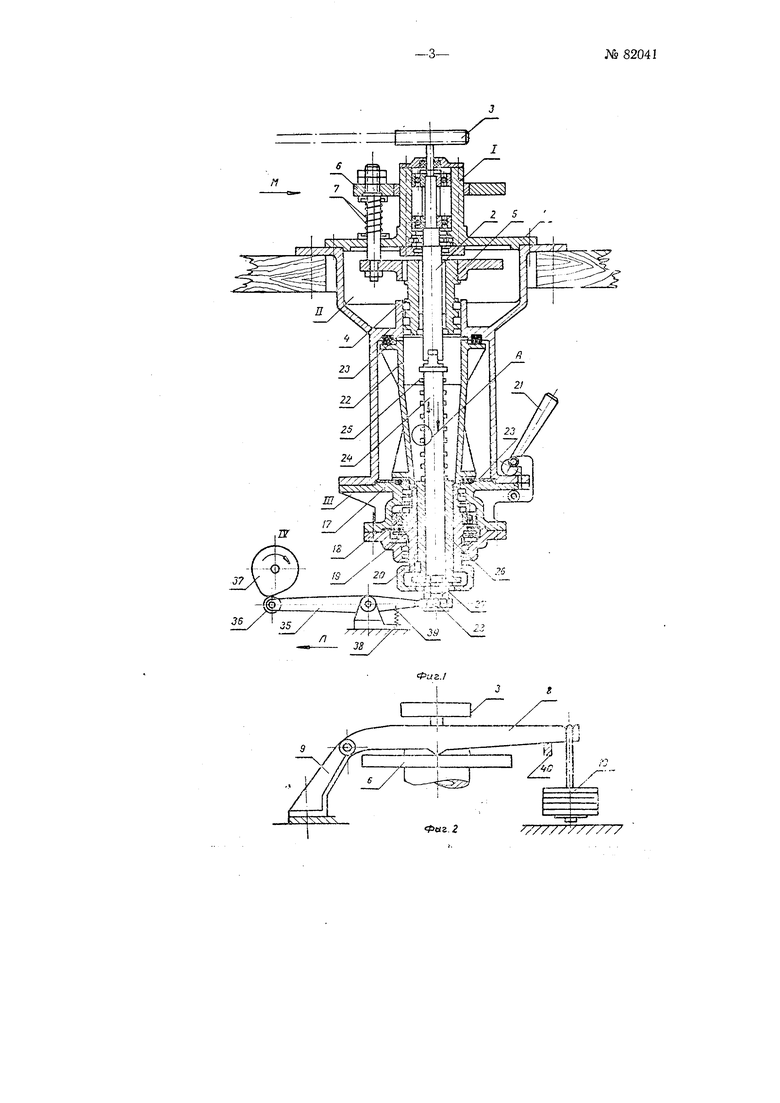
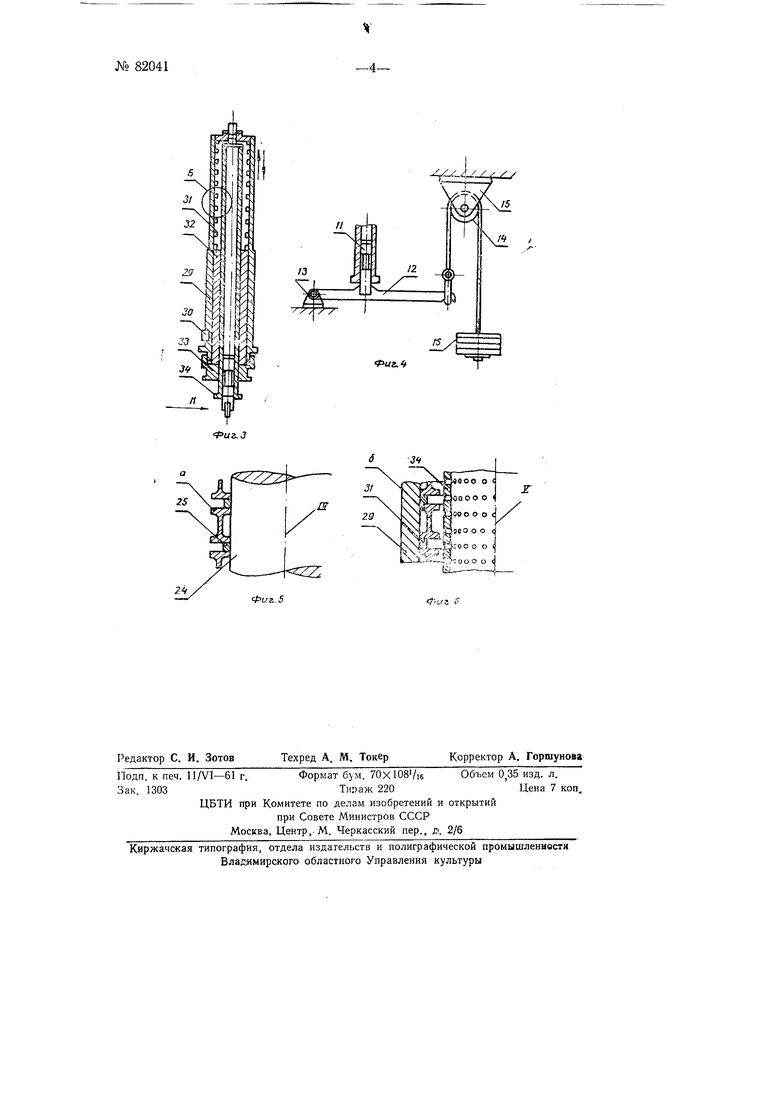
На фиг. 1 изображен станок в разрезе; на фиг. 2-вид головки станка по стрелке М на фиг. 1; на фиг. 3-оправка для внутреннего полирования в разрезе; на фиг. 4-вид оправки по стрелке К на фиг. 3; на фиг.: 5-сечение участка А на фиг. 1; на фиг. 6-сечение участка Б на фиг. 3.,
Станок состоит из пяти узлов: приводной головки /, поршневого усTpoiicTBa II, загрузочной головки ///, оправок IV-V и привода осевых колебаний VI. Основными деталями приводной головки / являются корпус 1, щпиндель 2 и шкив 3, передающий шпинделю вращение от электродвигателя.
В поршневое устройство // для наружной обработки входят цилиндр 4 с порщнем 5, нажимной диск 6 с тремя направляющими щнильками и тремя пружинами 7, рычаг 8 (фиг. 2) на стойке 9 и груз 10, создающий давление шлифующей массы на обрабатываемые изделия. Поршневое устройство // для внутренней обработки плунжер 11 (фиг. 4), соединенный с ним рычаг 12, укрепленный на стойке 13, блок 14 на кронштейне 15 и груз 16, создающий давление шлифующей массы на обрабатываемые изделия.
Загрузочная головка /// состойг из корпуса 17 (фиг. 1), привинченной к нему крышки 18, втулки 19, в которую вставляется оправка с изделиями, накидной гайки 20, закрепляюпхей оправку, трех зажимов 21 и воронки 22 для шлифующей массы. Свинцовые прокладки 23 предохраняют or пыли трущиеся поверхности станка.
Оправка IV для наружной обработки состоит из сменного стержня 24, сменных прокладочных колец 25 и распорной втулки 26, затягиваемой гайкой 27 и контргайкой 28. Оправка V для внутренней обработки
№8204 -2 имеет сменный стакан 29 { фиг. 3) с привернутой к нему шпонкой 30, сменны прокладочные кольца 31, распорную втулку 32, новодковую гайку J1 и, втулку 34, заполняемую шлифующей массой.
В прфЬд осевых колебаний V входят двуплечий рычаг 35 с роликом 36 на Kojfue, эксцентрик 37, получающий вращение от редуктора, стойка 38 и , прижимающая ролик к эксцентрику.
Перед загруз«0й новой партии изделий рычаг 8 разгружают, подставляя под него подвижной упор 40, причем пружины 7 поднимают порщень 5 в верхнее положение. Изделие «а (фиг. 5), подлежащее наружной обработке, устанавливают на сменный стержень 24 попеременно с прокладочными кольцами 25. Набранную партию запирают распорной втулкой 26 и затягивают гайками 27 и 28.
Собранную оправку закладывают в загрузочную головку У// и закрепляют накидной гайкой 20. В головку вставляют вороику 22 и занолН5 ют ее до определенного уровня щлифующей массой. Затем головку /// заводят в цилиндр 4 порщневого устройства и закрепляют зажимами 21. Перед пуском в ход приводной головки из-под рычага 8 убирают упор 40 и груз }0 создает давление щлнфующего материала на боковую поверхность обрабатываемых изделий.
Изделия б, подлежащие внутренней обработке, устанавливают в сменный стакан 29 попеременно с прокладочными кольцами 31. Набранную партию запирают распорной втулкой 32 и затягивают поводковой гайкой 33. Втулку 34, снабженную в верхней части отверстиями для выхода щлифующей массы к изделиям, заполняют до определенного уровня этой массой и вставляют в сменный стакан 29.
Оправку закладывают в загрузочн; ю головку и закрепляют накидной гайкоп 20. Собранную таким образом головку /// заводят в цилиндр 4 и закрепляют выщеописанным способом. Перед пуском в ход приводной головки вводят рычаг 12 в паз п;|унжера // и нагружают плунжер с помощью груза 16. Верхнее поршневое устройство при внутренней обработке должно быть разгружено.
Для сообщения оправке осевых колебаний перемещают стойку 38 в направлении стрелки //, вводя рычаг 35 в зацепление с поводковой гайкой 33 или контргайкой 28.
Предмет изобретения
1.Станок для внутреннего и наружного шлифования и полирования деталей путем их вращения в массе ,его или полирующего материала, отличающийся тем, что оправка с закрепленными деталями приводится в действие двуплечим рычагом от редуктора с эксцентриковым валом, с целью сообщения ей осевого возвратно-поступательного движения в массе щлифующего или полирующего материала.
2.Станок по п. 1, отличающийся тем, что, с целью создания давления на массу щлифующего или полирующего вещества, загрузочная головка снабжена поршневым устройством.
-
,rf imii: Ь
-ФП/.X-.m4..
xCbw Ш-и. I
jtv,M ir--Srw,v
U:1 .4,.-:i-, 75
,i-, ,.,-, ,
| название | год | авторы | номер документа |
|---|---|---|---|
| Инерционный привод | 1987 |
|
SU1484461A1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ СООСНЫХ ОТВЕРСТИЙ | 1999 |
|
RU2173242C2 |
| Полировальный станок | 1981 |
|
SU948632A1 |
| Способ камерной обработки свободным абразивом | 1990 |
|
SU1805012A1 |
| Роторный станок для доводки поршневых колец | 1985 |
|
SU1288036A1 |
| Станок для доводки наружных цилиндрических поверхностей деталей | 1986 |
|
SU1364447A2 |
| Устройство для полирования оптических деталей | 1990 |
|
SU1771930A1 |
| Автоматическая линия для обработки сферических поверхностей, например экранов электронно-лучевых трубок | 1959 |
|
SU124829A2 |
| Станок для шлифования и полирования оптических деталей с асферическими поверхностями | 1976 |
|
SU653092A1 |
| СТАНОК ДЛЯ ФИНИШНОЙ ОБРАБОТКИ ДОРОЖЕК КАЧЕНИЯ КОЛЕЦ РОЛИКОПОДШИПНИКОВ | 1999 |
|
RU2189302C2 |
x
//
.
Фиг,.5
