(5t) СТАНОК ДЛЯ ШЛИФОВАНИЯ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для обрезки полых деталей | 1981 |
|
SU958044A1 |
| Устройство для обработки керамических заготовок | 1974 |
|
SU604690A1 |
| ПРУЖИННАЯ ГАЙКА И СПОСОБ ИЗГОТОВЛЕНИЯ ПРУЖИННЫХ ГАЕК | 2001 |
|
RU2199035C1 |
| Многопозиционный станок | 1980 |
|
SU891341A1 |
| Многопозиционный станок для отгибки фланцев и зиговки полых деталей из листового материала | 1982 |
|
SU1044382A1 |
| Способ камерной обработки свободным абразивом | 1990 |
|
SU1805012A1 |
| ОПРАВКА КУЛАЧКОВАЯ | 2009 |
|
RU2418668C1 |
| Станок для навивания двухрядных спиралей | 1934 |
|
SU42016A1 |
| Устройство для закрепления тонкостенных деталей с разрезом | 1985 |
|
SU1258631A1 |
| Автоматический поводковый патрон | 1980 |
|
SU956169A1 |
I
Изобретение относится к машиностроению и может быть использовано при изготовлении деталей с внутренней резьбовой поверхностью, например плашек.
Известен станок, содержащий шлифовальную головку, установленную на основании, связанную с приводом вращения посредством механизма прерывистого движения центральную поворотную крестовину с несколькими поводковыми оправками, установленными с возможностью периодического вращения, механизмы сцепления поводковых оправок с приводом вращения в рабочих позициях выполненные в виде подвижных в осевом направлении вращающихся поводков, связанных с торцовым кулачком, и расположенные соосно поводкам с противоположной стороны от поводковых оправок подвинные в осевом направлении ползунь| 1 1 .
Однако известный станок не обеспечивает возможность обработки загоJTOBOK с резьбовым отверстием в автоматическом цикле, так как поводковые оправки не обеспечивают установку на них таких заготовок из-за отсутствия осевого перемещения и резьбового конуса.
Цель изобретения - обеспечение возможности обработки в автоматичес ком режиме заготовок с резьбовым базовым отверстием.
Поставленная цель достигается тем, что поводковые оправки выполнены с резьбовым конусом и центровыми отверстиями и установлены с возможностью осевого перемещения, при этом поводок и ползун позиции обработки снабжены центрами, а ползуны позиций чзагрузки и разгрузки снабжены элементами фиксации заготовок от проворота.
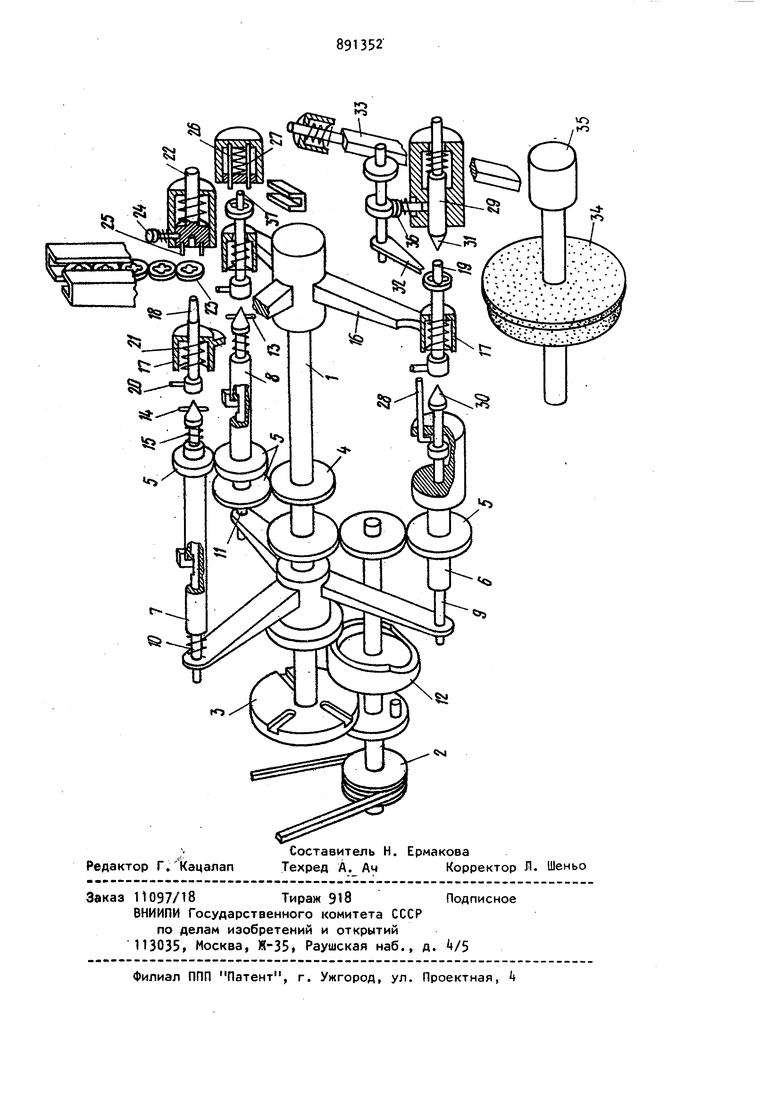
При этом станок может быть снабжен расположенным в позиции обработки подводимым упором, установленным с возможностью контакта с заготовкой. На чертеже показана кинематическа схема станка. Станок содержит вал 1, связанный с приводом 2 вращения механизм 3 прерывистого движения. На валу 1 I свободно посажена шестерня Ц, кинематически связанная с приводом 2 вра щения и передающая через шестерни 5 вращательное движение на гильзу 6 по зиции обработки, гильзу 7 позиции за грузки и гильзу 8 позиции выгрузки заготовок. Внутри гильз 6-8 установлены поводки 9-11, имеющие возможность осевого перемещения относитель но гильз под воздействием торцового кулачка 12, причем поводок 10 связан во вращательном движении с гильзой 7, а поводок 11 гильзой 8. Поводки 10 и 11 снабжены стержнями 13 и 14 и пружинами 15. На валу 1 закреплена центральная поворотная крестовина 1б, снабженная гнездами 17. В гнездах 17 установлены поводковые оп равки 18 с центровыми отверстиями 19 щлицами на торцах ( не показаны и стержнями 20, а также пружины 21. Поводки 9-11 и торцовый кулачок 1 образуют собой механизмы сцепления огфавок l8 с приводом 2 вращения. Соосно с поводком 10 в позиции загрузки установлен ползун 22, служащи для навинчивания заготовки 23, снабженный ограничителем 2k крутящего момента и снабженный элементом 25 фиксации заготовки, от проворо.та, вза имодействующим с. пазом или нецентральными отверстиями заготовки. Соосно с поводком 11 в позиции разгруз ки установлен ползун 26, служащий для свинчивания заготовок, с элементом 27 фиксации заготовки от проворота. Поводок 9 позиции обработки снабжен пальцем 28, который связан во вращательном движении с гильзой 6 Поводок 9 и ползун 29 снабжены центрами 30 и 31. Центр 31 может быть выполнен плавающим. В этом случае позиция обработки должна быть снабжена упором 32, имеющим элемент 33 отвода упора, связанный с механизмом подвода абразивного круга 3 шлифовальной головки 35, установленной на основании (не показано). Упор 32 связа,н также с элементами 36 фиксации поАзуна 29. При работе станка вращение от при вода 2 через шестерни l и 5 передает ся на гильзы 6-8 и от них на подводки 9-11. Под воздействием кулачка 12 поводки 9 11 получают осевое перемещение и вводятся в центровые отверстия поводковых оправок 18. Поводковые оправки 18 выполнены с резьбовым конусом 37. Поэтому при дальнейшем осевом перемещении оправок на позиции загрузки производится навин-, чивание заготовки, а на позиции разгрузки выполняется свинчивание заготовки с.оправкой. На позиции загрузки поводок 10 вращает стоящую на этой позиции оправку 18 и, преодолевая сопротивление пружины 21, подводит оправку к заготовке 23, стоящей на позиции загрузки. При этом сжимается пружина 15. Заготовка проворачивается до попадания центральных отверстий на выступы элемента 25 фиксации после чего оправка 18 ввинчивается,в резьбу. При ввинчивании подача оправки определяется шагом резьбы, а прижатие поводка 10 к оправке 18 обеспечивается пружиной 15, что позволяет использовать станок для обработки заготовок с различным шагом резьбы. После окончания навинчивания, если обработка заготовки размещенной на позиции обработки, еще не закончена, навинченная на оправку 18 заготовка, преодолевая сопротивление ограничителя 2k крутящего момента, проворачивается на позиции загрузки до окончания обработки заготовки стоящей на позиции обработки. После этого кулачок 12 освобождает поводки 9-11, которые отводятся в исходное положение. При этом оправка 18, стоящая на позиции загрузки, под воздействием пружины 21 возвращается в исходное положение с навинченной на нее заготовкой. После этого происходит смена позиций. На позиции обработки поводок 9 при осевом перемещении своим центром 30 перемещает оправку 18 к центру 31. Абразивный круг 3 подводится к заготовке и производит одновременную обработку торца и наружной цилиндрической поверхности. При следующем повороте крестовины 16 оправка с обработанной заготовкой ставится на позицию разгрузки, где одна вращается в направлении обратном относительно направления вращения на позиции загрузки. Использование изобретения позволя ет полностью автоматизировать обработку наружных поверхностей заготовок, базируемых на резьбовых оправках, и обеспечивает одновременное вы полнение навинчивания, обработки и свинчивания заготовок на разных пози циях станка. Формула изобретения 1, Станок для шлифования цилиндри ческих деталей, .содержащий шлифоваль ную головку, установленную на основа НИИ, связанную с приводом вращения посредством механизма прерывистого движения, центральную поворотную крес товину с несколькими поводковыми оправками, установленными с возможностью периодическог.о вращения, механизмы сцепления поводковых оправок с приводом вращения в рабочих позициях, выполненные в виде подвижных в осевом направлении вращающихся повоДков, связанных с торцовым кулачКОМ, и расположенные соосно поводком с противоположной стороны от поводковых оправок подвижные в осевом направлении ползуны, отличающийся тем, что, с целью обеспечения возможности обработки в автоматическом режиме заготовок с резьбовым базовым отверстием, поводковые оправки выполнены с резьбовым конусом и центровыми отверстиями и установлены с возможностью осевого перемещения, при этом поводок и ползун позиции обработки снабжены центрами, а ползуны позиций загрузки и разгрузки снабжены элементами фиксации заготовок от проворота. 2. Станок по п. 1,отличающ и и с я тем, что он снабжен расположенным в позиции обработки подводимым упором, установленным с возможностью контакта с заготовкой. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 91692, кл. В 24 В 5/Т, 1950.
