(5) УСТРОЙСТВО для ТОЧЕЧНОЙ СВАРКИ ПРОСТРАНСТВЕННЫХ АРМАТУРНЫХ КАРКАСОВ

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для контактной сварки арматурных каркасов | 1980 |
|
SU927445A1 |
| УСТРОЙСТВО для СВАРКИ ОБЪЕМНЫХ АРМАТУРНЫХКАРКАСОВ | 1971 |
|
SU319426A1 |
| Станок для изготовления пространственных арматурных каркасов | 1972 |
|
SU448100A1 |
| Устройство для контактной точечной сварки пространственных арматурных каркасов | 1977 |
|
SU716687A1 |
| Устройство для контактной точечной сварки пространственных арматурных каркасов | 1983 |
|
SU1119807A1 |
| УСТРОЙСТВО ДЛЯ КОНТАКТНОЙ СВАРКИ ПРОСТРАНСТВЕННЫХ АРМАТУРНЫХ КАРКАСОВ | 2018 |
|
RU2678219C1 |
| Устройство для сварки арматурных каркасов | 1978 |
|
SU685398A1 |
| Машина для контактной точечной сварки | 1976 |
|
SU612762A1 |
| Линия для изготовления пространственных арматурных каркасов | 1983 |
|
SU1142244A1 |
| Установка для контактной точечной сварки пространственных арматурных каркасов | 1976 |
|
SU617135A1 |
I
Изобретение относится к области сварки, в частности к оборудованию для изготовления пространственных арматурных каркасов с непрерывной навивкой поперечной арматуры и точечной сваркой пересечений.
Известно устройство для точечной сварки пространственных арматурных каркасов, содержащее станину, вращающуюся планшайбу с кондуктором, поворотные вокруг своих осей подпружиненйые электрододержатели с роликовыми электродами Ji.
При сварке прямоугольных каркасов каждый роликовый электрод не контактирует с гранями каркаса, в результате чего он сходит с поперечной арматуры и устанавливается перпендикулярно оси каркаса, а при взаимодействии с углом каркаса он поворачивается по ходу навивки поперечной арматуры и в момент пропускания сварочного тока происходит образование равной поверхности за счет
кручения электрода по арматуре,что снижает качество сварки.
Более близким решением по технической сущности и достигаемому результату является устройство для- точечной сварки пространственных арматурных каркасов, содержащее станину, вращающуюся планшайбу с кондуктором, поворотные вокруг своих осей втулки с рычагами, шарнирно связанными жест10кой тягой, размещенные во втулках подпружиненные электрододержатели с роликовыми электродами и привод поворота втулок L2 J.
Втулки этого устройства не име15ют возможности смещаться одна относительно ДРУГОЙ, в результате чего при сварке каркасов с двухзаходной спиральной арматурой невозможно изготовлять каркасы с переменным шагом
20 навивки, что снижает.диапазон изменения шагов сварки.
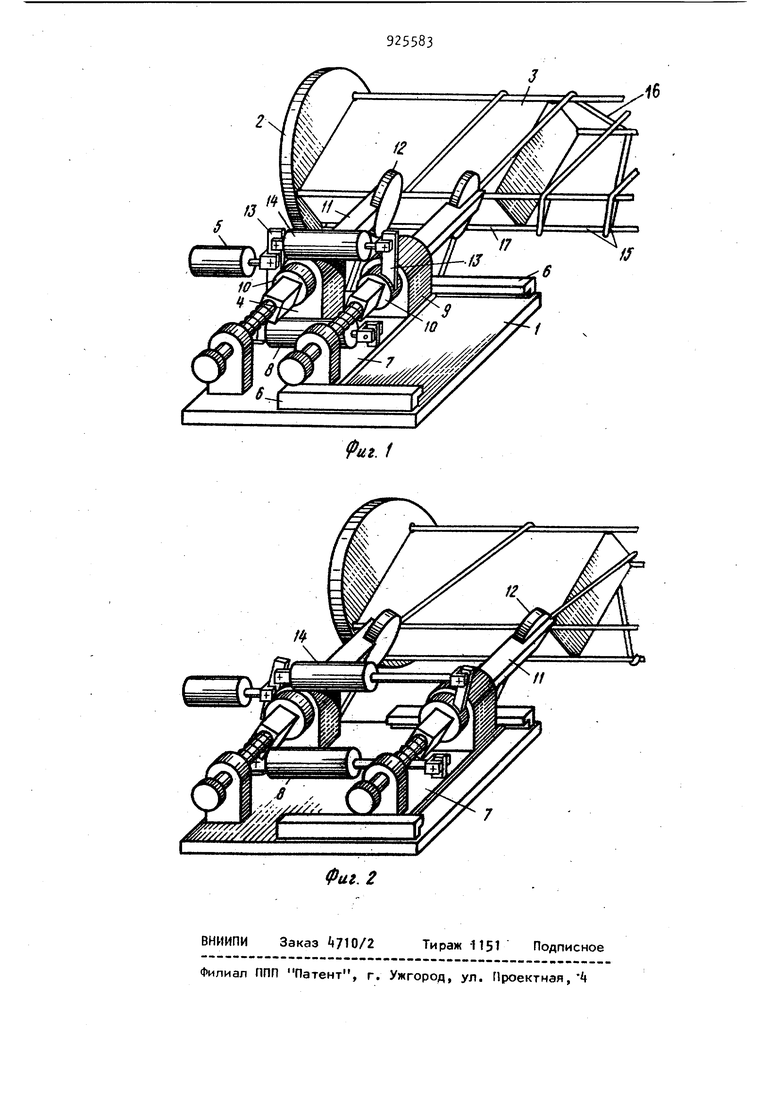
Цель изобретения - расширение диапазона изменения шагов сварки. Цель достигается тем, что устройгтво для точечной сварки пространственных арматурных каркасов, содержащее станину, планшайбу с кондуктором для образования каркаса, поворот ные вокруг своих осей втулки с рычагами связанными между собой тягой, размещенные во втулках подпружиненные электрододержатели с роликовыми электродами и привод поворота втулок снабжено закрепленными на станине вдоль оси кондуктора направляющими с ползунами для крепления одной из втулок и поршневым приводом, цилиндр которого закреплен на станинеj а што связан с ползуном, при этом тяга выполнена в виде цилиндра, связанного с одним рычагом, и штока, соединенного с другим рычагом. На фиг. 1 показано предложенное устройство; на фиг. 2 - то же, в момент сварки каркаса с большим шагом навивки поперечной арматуры. Устройство содержит станину 1, на которой установлены вращающаяся планшайба 2 с кондуктором 3 для обра зования арматурного каркаса и закреплены подшипник k, привод 5 и расположенные вдоль каркаса направляющи 6 с ползуном 7, а также смонтирован поршн евой привод 8, шарнирно связанный с ползуном, на котором установлен подшипник 9В подшипниках k и 9 установлены поворотные вокруг своих осей втулки 10, в которых размещены электрододер жатели 11 с роликовыми электродами 12.На втулках 10 закреплены рычаги 13,связаннее между собой жесткой .тягой, выполненной в виде поршневого привода И, ход поршня которого раве ходу поршня привода 8. При непрерывном вращении планшайбы 2 и поступательном перемещении арматурного каркаса 15 поперечная ар матура 16 спирально навивается на продольные стержни 17, при этом угол наклона роликовых электродов 12 задается путем поворота приводом 5 втулок 10. При изменении шага (см. фиг.. 2) включают поршневые приводы 8 и 1A, в результате чего ползун 7 по направляющим 6 сместится вдоль каркаса 15, а привод 1 .обеспечит параллельное перемещение правого рычага 13, при этом расстояние между роликовыми электродами 12 увеличится. Таким образом, предложенное устройство позволяет изготовлять арматурные каркасы, имеющие двухзаходную поперечную арматуру с переменным шагом навивки. Формула изобретения Устройство для точечной сварки пространственных арматурных каркасов, содержащее станину, планшайбу с кондуктором для образования каркаса,поворотные вокруг своих осей втулки с рычагами, связанными между собой тягой I размещенные-во втулках подпружиненные электрододержатели с роликовыми электродами и привод поворота втулок, отличающееся тем, что, с целью расширения диапазона изменения шага сварки, оно снабжено закрепленными на станине вдоль оси кондуктора направляющими с ползуном для крепления одной из втулок и поршневым приводом, цилиндр которого закреплен на станине, а шток связан с ползуном, при этом тяга выполнена в виде цилиндра, связанного с одним рычагом, и штока, соединенного с другим рычагом. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР Н 50272, кл. В 23 К 11/10, 1973. 2.Авторское свидетельство СССР If , кл. В 23 К 11/10, 1973 (прототип).
