Изобретение относится к сварочной технике и может быть применено для сварки тонкостенных и проволочных заготовок, в частности каркасов искусственных клапанов сердца (ИКС) с провопочныют держателями.
Известно устройство для закрепления свариваемых узловых элементов металлических ферм, содержащее два кольца, стягиваемых между собой болтами и снабженных дуговыми прорезями для размещения дополнительных зажимных болтов {1.
Недостатком данного приспособления является невозможность сварки тонкостенных изделий из-за отсутствия поверхностей, идентичных свариваемым изделиям и точного их взанмого расположения, а также невозможность кор ректировки в направлении осей винтов, стягивающих заготовки, после их затяжки.
Известно также устройство для сборки деталей под пайку, содержащее верхнюю и нижнюю пластины, между которыми размещена зластичная прокладка для уменьшения ширины паяемых деталей и обеспечения равномерного давления при групповой пайке полупроводниковых изделий, верхняя пластина выполнена с выступами, соответствующими паяемым участкам деталей, а нижняя - имеет углубления, расположенные соответственно выступами 2),
Однако эластичный элемент не дает одинакового расположения заготовок за счет неравнсмлерного прогиба последнего, что отрицательно сказывается на точности готового изделия.
10
Наиболее близким к предлагаемс 1у по технической сущности и достигаемсялу эффекту является устройство для сварки, содержащее разъемный шаблон, внутри которого образована полость
15 для защитного газа идентичная конфигурации заготовки.
Однако плавно корректировать по-, ложение заготовок в шаблонах невозможно из-за отсутствия регулировочных
20 упоров или кинематической связи между щаблонатли, а также возможно провисание сварочной ванны с внутренней стороны шва, что значительно снижает его прочность. Отсутствие поддува
25 защитного таза внутрь заготовок снижает качество защиты сварного шва, что также сказывается на прочности последнего.
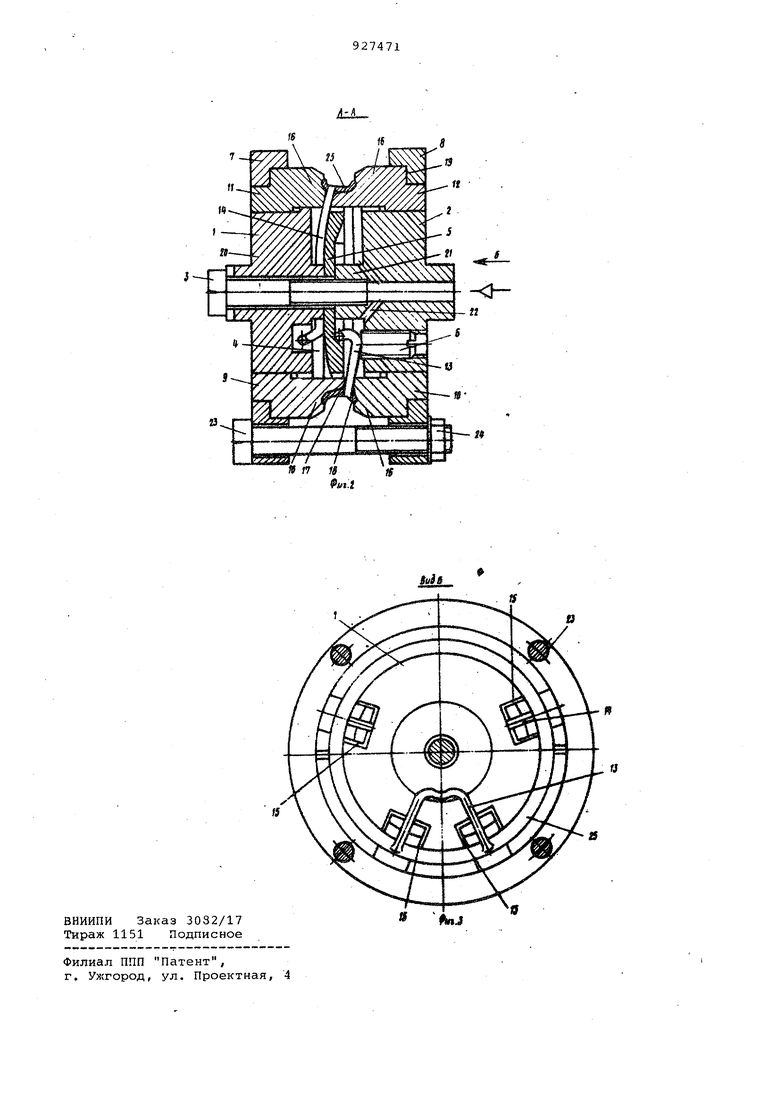
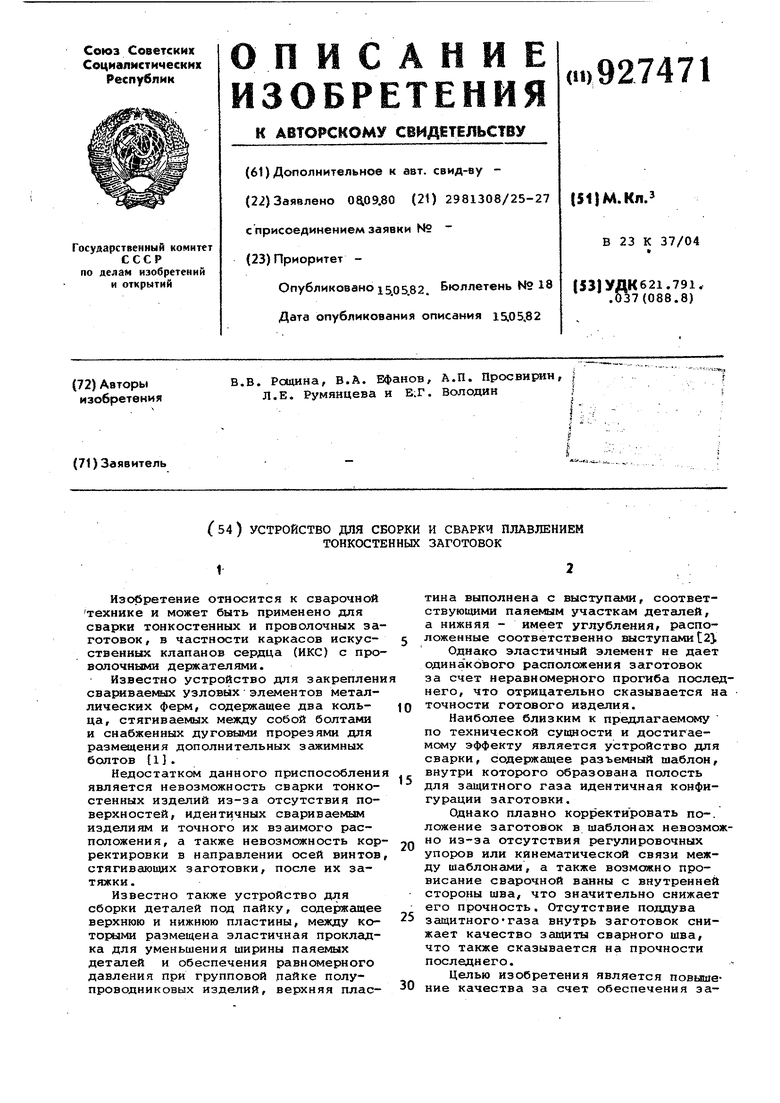
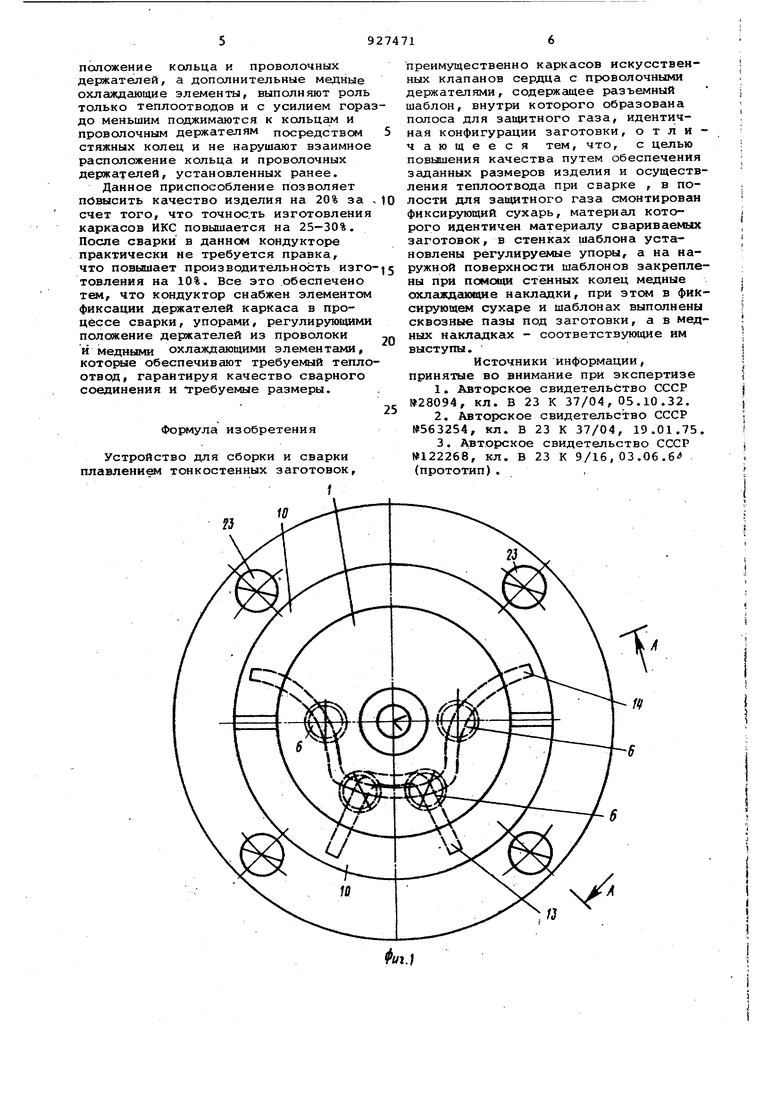
Целью изобретения является повыше30ние качества за счет обеспечения заданных размеров изделия и осуществления тегшоотвода при сварке. Для этого в устройстве для сборки и сварки плавлением тонкостенных заготовок, преимущественно искусственных клапанов сердца с проволочными держателями, содержащем разъемный шаблон, внутри которого образована полость для згицитного газа, идентичная конфигурации заготовки, в полост для защитного газа смонтирован фикси рующий сухарь, материал которого идентичен материалу свариваемых заготовок, в стенках шаблона установлены регулируемые упоры, а на наружной поверхности шаблонов закреплены при помощи стяжных колец медные охлаждающие накладки, при этом в фиксирующем сухаре и шаблонах выполнены сквозные пазы под заготовки, а в медных накладках соответствующие им клступы, На фиг. 1 показан внешний вид кон дуктора; на фиг.2 - сечение А-А на фиг.1; на фиг.З - вид В на фиг.2. Данное устройство состоит из разъемного шаблона 1, две части 1 и 2 кото рого стянуты болтом 3, и образуют гГОлость 4 для защитного газа или вакуумирования. Внутри рабочей полос ти разъемного шаблона 1 и 2 размещен элемент 5 фиксации заданного положения держателей ИКС в процессе сваривания, материал которого .идентичен материалу заготовок, в стенках рабочей полости шаблона 1 и 2 закреплены с возможностью перемещения регулируeNttje упоры 6. На внешней поверхности шаблона 1 и 2 с помощью стяжных коле 7и 8 концентрично закреплены четыре медных дополнительных охлаждающих элемента 9, 10, 11 и 12. В элементе 5 фиксации и шаблоне 1 и 2 соответственно свариваемым элементам держателей 13 и 14 выполнены сквозные пазы 15, а в Дополнительных медных охлаждающих элементах 9, 10, 11 и 12 ответно им - выступы 16. Высота выетупов 16 равна толщине шаблона 1 и 2 8каждом торце выступа 16 выполнена кайавка 17 для размещения держателей ИКС 13 или 14, а на внешней поверхности выступа 16 - фаска 18 для формирования галтели. В стяжных кольцах 7 И 8 выполнены кольцевые проточки i9 для центрирования медных охлаждающих элементов 9, 10, 11 и 12. В шаб лоне 1 и 2 выполнены выступы 20 и 21 рля центрирования элемента 5 фиксации, кроме того в шаблоне 2 имеются отверстия 22 для подачи защитного га за. Стяжные кольца 7 и 8 стянуты винтами 23 и гайками 24. Каркас ИКС обозначен позицией 25. Устройство работает следующим образом. В шаблон 2 на выступ 21 кладут элемент фиксации 5, предварительно установив каркас 25 и держатель 13 соответственно в канавку 17 для размещения элемента держателя 13. Затем дополнительные охлаждающие медные элементы 10, 12 двигают по сквозным пазам 15, которые выполнены в шаблоне 2, а также в элементе .фиксации 5. Затем устанавливают прово-, лочный держатель 14 и шаблон 1, который прижимают через элемент фиксации 5 к шаблоку 2. Затем в пазы 15 шаблона 1 устанавливаются дополнительные медные охлаж-. дающие элементы 9 и 11 и соединяют торцами с ответными охлаждающими элементами 10 и 12. Окончательно шаблоны 1 и 2 медные охлаждающие элементы 9, 10/ 11,12 и 15 стягивают винтами 23, посредстве колец 7 и 8. В последнюю очередь регулируе Ъ1е упоры 6 перемещают по резьбе п шаблоне 1 и 2 и доводят проволочные держатели 13 и 14 до соприкосновения с поверхностью элемента фиксации 5, это гарантирует их точное заданное расположение в процессе сварки. Затем в кондуктор через отверстия 22 подают защитный газ или производят вакуумирование, после чего производится сварка. После окончания процесса сварки кондуктор разбирают и каркас 25 ИКС готов. Предлагаемое устройство по сравнению с известным позволяет обеспечить гарантированные размеры каркаса за счет того, что он снабжен элементом фиксации заданного положения держателей в процессе сваривания, материгш которого идентичен материалу заготовок. Элемент фиксации позволяет установить проволочные держатели индентично его поверхности, как со стороны сферической поверхности, так и со стороны проточки. Диаметр проточки является особенно важным для работы запирающего элемента в искусственном клапане сердца. Идентичность материала элемента фиксации объясняется тем, что обеспечивается более стабильный теплоотвод для всех проволочных держателей, а также высокая прочность материала, что сказывается на износостойкости элемента фиксации. Регулируемые упора позволяют точно ориентировать проволочные держатели относительно кольца и элемента фиксации и удерживать их в выбранном положении во время сварки. Регулируемые упоЕил необходимы для компенсации погрешности изготовления проволочных держателей, так как изделия, получаемые гибкой, трудно получить одинаковых размеров. Необходимость шаблонов и дополнительных медных охлаждающих элементов .объясняется тем, что посредством шаблонов, регулируемых упоров и элемента фиксации обеспечивается точное положение кольца к проволочных держателей, а дополнительные медные охлаждающие элементы, выполняют роль только теплоотводов и с усилием гора до меньшим поджимаются к кольцс1М и проволочным держателям посредством стяжных колец и не нарушают взаимное расположение кольца и проволочных держателей, установленных ранее. Данное приспособление позволяет повысить качество изделия на 20% за счет того, что точнос.ть изготовлени каркасов ИКС повышается на 25-30%. После сварки в данном кондукторе практически не требуется правка, что повышает производительность изго товления на 10%. Все это обеспечено тем, что кондуктор снабжен элементом фиксации держателей каркаса в процессе сварки, упорами, регулирующими положение держателей из проволоки и медными охлс1ждающими элементами, которле обеспечивают требуемый тепло отвся гарантируя качество сварного соединения и требуемые размеры. Формула изобретения Устройство для сборки и сварки плавлением тонкостенных заготовок, преимущественно каркасов искусственных клапанов сердца с прюволочными держателями, содержащее разъемный шаблон, внутри которого образована полоса для защитного газа, идентичная конфигурации заготовки, отлис целью чающееся повышения качества путем обеспечения заданных размеров изделия и осуществления теплоотвода при сварке , в полости для защитного газа смонтирован фиксирующий сухарь, материал которого идентичен материалу свариваемых заготовок, в стенках шаблона установлены регулируемые упоры, а на наружной поверхности шаблонов закреплены при помощи стенных колец медные охлаждаювще накладки, при этом в фиксирующет сухаре и шаблонах выполнены сквозные пазы под заготовки, а в медных накладках - соответствующие им выступы. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР №28094, кл. В 23 К 37/04,05.10.32. 2.Авторское свидетельство СССР №563254, кл. В 23 К 37/04, 19.01,75. 3.Авторское свидетельство СССР W122268, кл. В 23 К 9/16,03.06.6 (прототип).
1 « J
«
;«
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ дуговой сварки проволоки с листом | 1980 |
|
SU944837A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОЖНОГО ТОНКОСТЕННОГО СВАРНОГО ИЗДЕЛИЯ С ТОЛСТОСТЕННЫМИ НАВЕСНЫМИ ЭЛЕМЕНТАМИ | 2019 |
|
RU2718507C1 |
| Способ получения биметаллических заготовок | 1988 |
|
SU1570865A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БЛОК-МОДУЛЯ | 2023 |
|
RU2805726C1 |
| НАМОРДНИК, СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ И СПОСОБ ЕГО УНИФИКАЦИИ | 1993 |
|
RU2067824C1 |
| УСТРОЙСТВО ДЛЯ СБОРКИ ПОД СВАРКУ | 2020 |
|
RU2754328C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННОЙ ОСЕСИММЕТРИЧНОЙ СВАРНОЙ КОНСТРУКЦИИ С ТОЛСТОСТЕННЫМИ НАВЕСНЫМИ ЭЛЕМЕНТАМИ | 2011 |
|
RU2458768C1 |
| МЕДНОЕ ВОДООХЛАЖДАЕМОЕ ПРИСПОСОБЛЕНИЕ ДЛЯ ЭЛЕКТРОШЛАКОВОЙ СВАРКИ | 1969 |
|
SU256133A1 |
| ЗАЩИТНЫЙ КОЖУХ ТЕПЛОВОЙ ИЗОЛЯЦИИ | 2012 |
|
RU2493474C1 |
| Установка для сварки сильфонов | 1976 |
|
SU770709A1 |