(5) СПОСОБ ОЦЕНКИ ЛИТЬЕВЫХ СВОЙСТВ РЕЗИНОВЫХ СМЕСЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ
J
Изобретение относится к исследованиям вязкостных и литьевых свойств полимерных материалов, а конкретно к области исследований литьевых свойств резиновых смесей, которые необходимо знать для расчета формирующего и вулканизирующего инструмента.
Известен способ для определения вязкостных и литьевых свойств термопластов для расчета формирующего инструмента, заключающийся в определении напряжений сдвига матери-зла у канала и реологических констант степенного закона путем построения графических зависимостей - кри. вых течения на основе экспериментальных данных. Для получения этих данных используется капиллярный вискозиметр, представляющий собой цилиндрическую камеру с капилляром на конце. Выдавливание материала производится с помощью плунжера или червячного зкструдера f1 .
Данный способ и устройство для его осуществления связаны с необходимостьюприменения дорогостоящего и громоздкого оборудования, эксперимент занимает продолжительное время, а обра- ботка его результатов требует больших математических вычислений. Кроме того, этот, способ не позволяет осуществить исследования влияние внешней смазки на гидравлическое сопротивление движению материала по каналам.
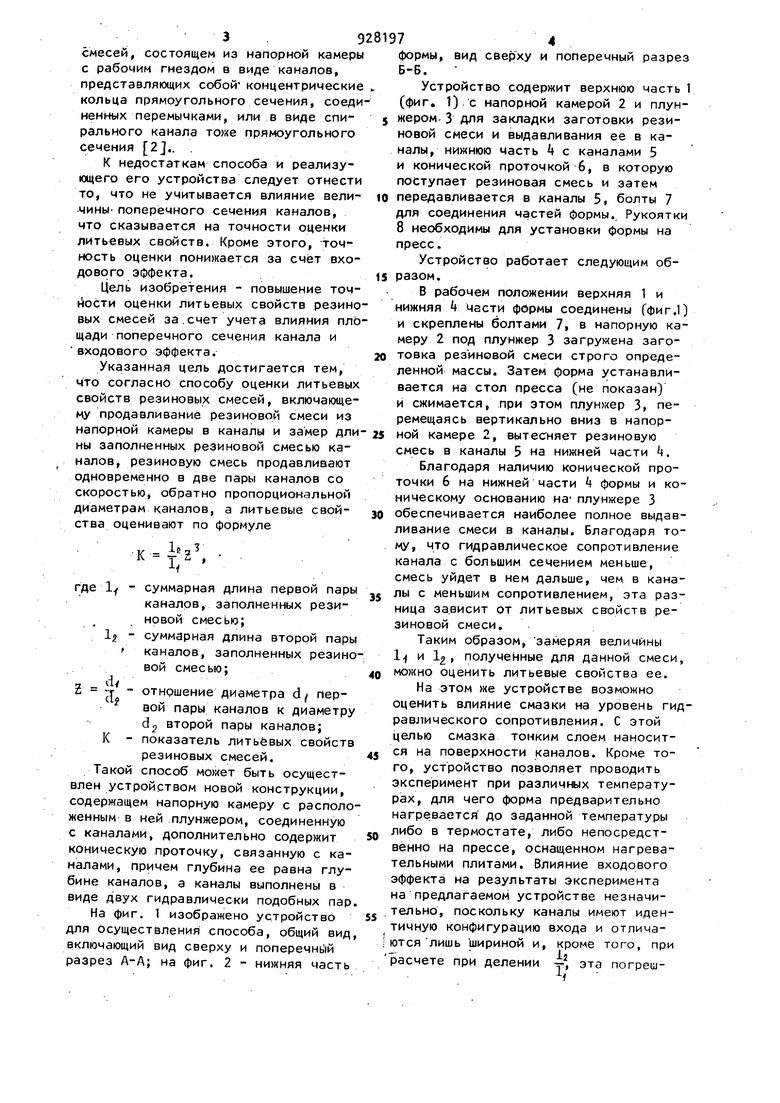
Наиболее близким к изобретению по технической сущности и достигаемому результату является способ оценки литьевых свойств резиновых смесей, согласно которому исследуемый материал продавливают из напорной камеры в каналы и замеряют длину каналов, заполненных резиновой смесью, по которой судят о литьевых свойствах заполненной формы с рабочим. Данный способ реализуется в устройстве для оценки литьевых свойств резиновых смесей, состоящем из напорной камеры с рабочим гнездом в виде каналов, представляющих собой концентрические кольца прямоугольного сечения, соеди ненных перемычками, или в виде спирального канала тоже прямоугольного сечения 2.. . К недостаткам способа и реализующего его устройства следует отнести то, что не учитывается влияние величины- поперечного сечения каналов, что сказывается на точности оценки литьевых свойств. Кроме этого, точность оценки понижается за счёт входового эффекта. Цель изобретения - повышение точйости оценки литьевых свойств резино вых смесей за.счет учета влияния плЬ щади поперечного сечения канала и входового эффекта. Указанная цель достигается тем, что согласно способу оценки литьевых свойств резиновых смесей, включающему продавливание резиновой смеси из напорной камеры в каналы и замер дли ны заполненных резиновой смесью каналов, резиновую смесь продавливают одновременно в две пары каналов со скоростью, обратно пропорциональной диаметрам каналов, а литьевые свойства оценивают по формуле где 1у - суммарная длина первой пары каналов, заполненных резиновой смесью; 1 - суммарная длина второй пары каналов, заполненных резино вой смесью; отношение диаметра d/ первой пары каналов к диаметру d второй пары каналов; К - показатель литьевых свойств резиновых смесей. Такой способ может быть осуществлен устройством новой конструкции, содержащем напорную камеру с располо женным в ней .плунжером, соединенную с каналами, дополнительно содержит коническую проточку, связанную с каналами, причем глубина ее равна глубине каналов, а каналы выполнены в виде двух гидравлически подобных пар На фиг. 1 изображено устройство для осуществления способа, общий вид включающий вид сверху и поперечн1;|й разрез А-А; на фиг. 2 - нижняя часть 9 74 формы, вид и поперечный разрез Б-Б. Устройство содержит верхнюю часть 1 (фиг, 1) с напорной камерой 2 и плунжером-3 для закладки заготовки резиновой смеси и выдавливания ее в канала, нижнюю часть k с каналами 5 и конической проточкой 6, в которую поступает резиновая смесь и затем передавливается в каналы 5, болты 7 для соединения частей формы.. Рукоятки 8 необходимы для установки формы на пресс. Устройство работает следующим образом. В рабочем положении верхняя 1 и нижняя части формы соединены (фиг.1) и скреплены болтами 7, в напорную камеру 2 под плунжер 3 загружена заготовка резиновой смеси строго определенной массы. Затем форма устанавливается на стол пресса (не показан) и сжимается, при этом плунжер 3, перемещаясь вертикально вниз в напорной камере 2, вытесняет резиновую смесь в каналы 5 на нижней части 4. Благодаря наличию конической проточки 6 на нижней части формы и коническому основанию на плунжере 3 обеспечивается наиболее полное выдавливание смеси в каналы. Благодаря тоМУ, что гидравлическое сопротивление канала с большим сечением меньше, смесь уйдет в нем дальше, чем в каналы с меньшим сопротивлением, эта разница за.висит от литьевых свойств резиновой смеси. Таким образом, замеряя величины 1 и , полученные для данной смеси, можно оценить литьевые свойства ее. На этом же устройстве возможно оценить влияние смазки на уровень гидравлического сопротивления. С этой целью смазка тонким слоем наносится на поверхности каналов. Кроме того, устройство позволяет проводить эксперимент при различных температурах, для чего форма предварительно нагревается до заданной температуры либо в термостате, либо непосредственно на прессе, оснащенном нагревательными плитами. Влияние входового эффекта на результаты эксперимента на предлагаемом устройстве незначительно, поскольку каналы имеют идентичную конфигурацию входа и отличаются лишь шириной и, кроме того, при расчете при делении у , эта погрешность взаимно сокращается. Время, затрачиваемое на проведение одного эксперимента, составляет не более 5 мин, включая сборку, разборку формы и числение величины К. Методика оценки литьевых свойств резиновой смеси при движении по каналам выведена исходя из следующих предпосылок.
Из условий равенства потери давления резиновой смеси в каналах можно записать:
ДР, V/5P2 Ре где Р(ц - давление смеси в напорной
камере;
Р - давление смеси в кауале на ее конечном участке. Л р - -J 1 . ГЯ, 7q г,н f ; где Я и Я коэффициенты гидравл ческого сопротивлени каналов; /.6 длины участков каналов, заполненных резиновой смесью; di и di диаметры первой и вт рой пары каналов с6 oTsejcTBeHHo. Wf и W - скорости движения ре зиновой смеси по кан лам; q - ускорение свободного падения. Лриравнивая эти выражения, получим -. 1-1 W/ la Л, Н, 2q, 2Нр Iq - 1 г, 1
Из условия гидродинамического подобия можно записать:
а- d fii d; .
.i, f
где P, Рг - плотность резиновой
смеси в каналах; У/ - вязкость резиновой
смеси в каналах. Сокращая эти величины, получим:
dy
J1t
Ц d у б//г dp , или -
, тогда
d2
l./d.fА, т, te/
Т
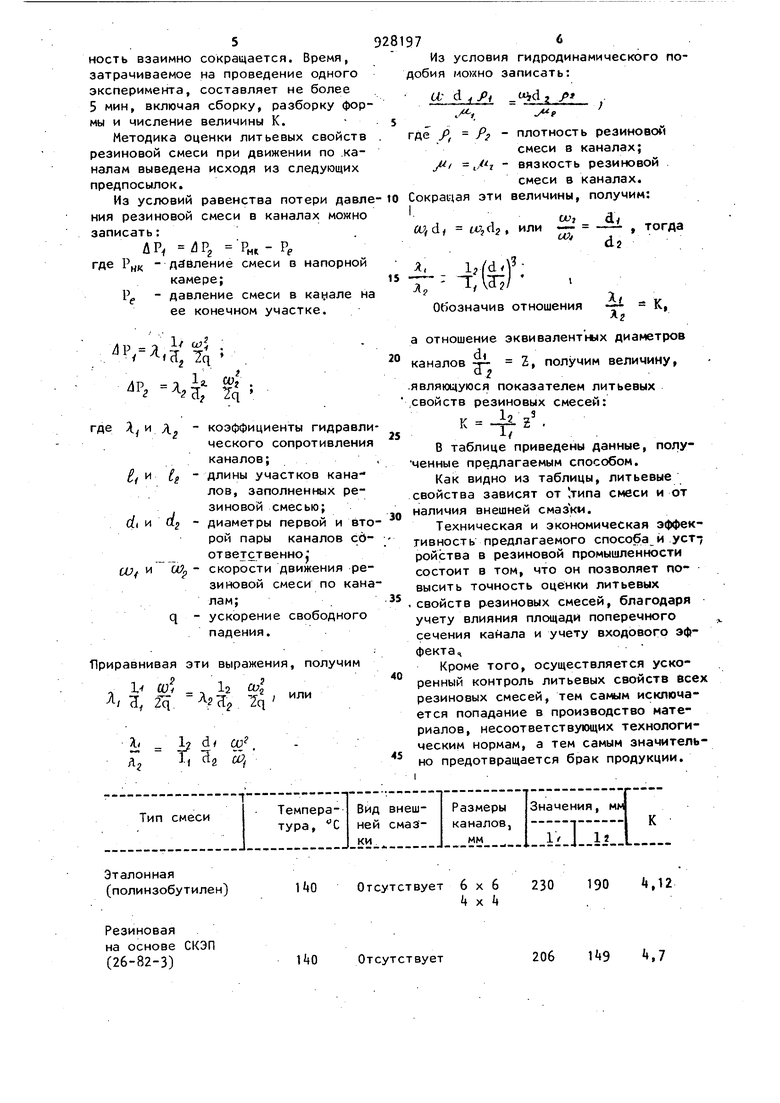
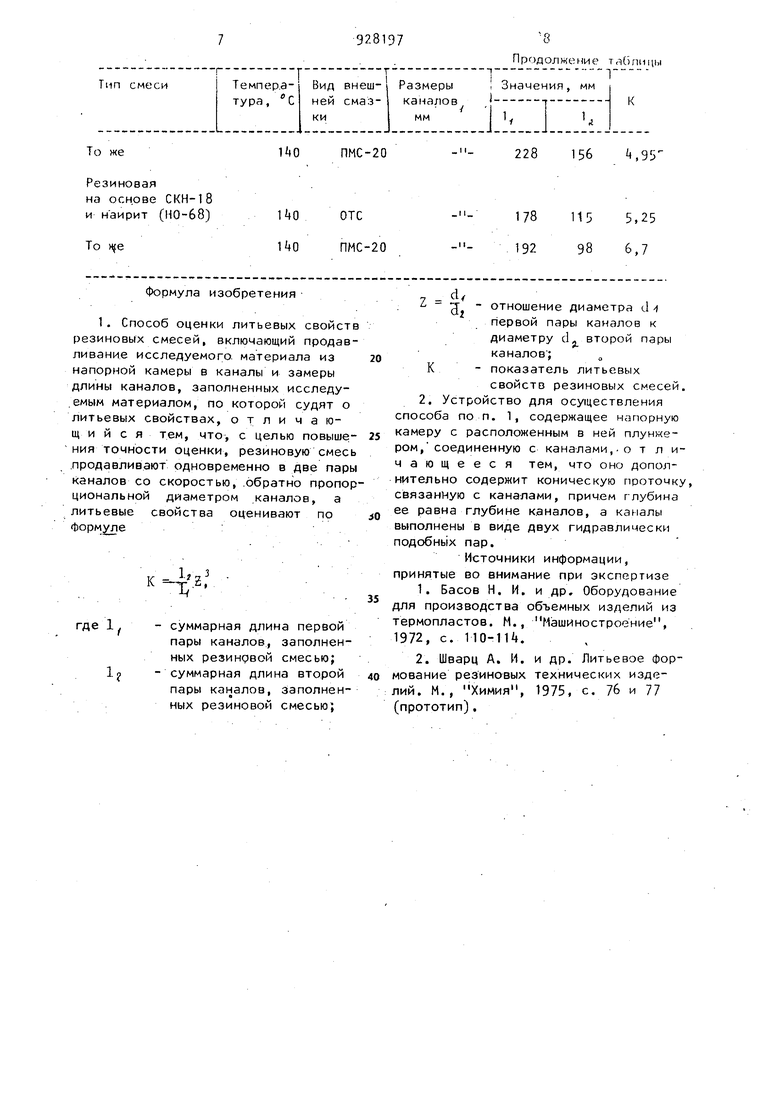
Обозначив отношения а отношение эквивалентных диаметров каналов -Л 2, получим величину, являющуюся показателем литьевых свойств резиновых смесей: к ф.z 1/ в таблице приведены данные, полученные предлагаемым способом. Как видно из таблицы, литьевые свойства зависят от типа смеси и от наличия внешней смазки. Техническая и экономическая эффективность предлагаемого способа и уст-; ройства в резиновой промышленности состоит в том, что он позволяет повысить точность оценки литьевых свойств р езиновых смесей, благодаря учету влияния площади поперечного сечения кайала и учету входового эффекта. Кроме того, осуществляется ускоренный контроль литьевых свойств всех резиновых смесей, тем самым исключается попадание в производство материалов, несоответствующих технологическим нормам, а тем самым значительно предотвращается брак продукции.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для оценки литьевых свойств резиновых смесей | 1981 |
|
SU1017968A1 |
| ЧЕРВЯЧНАЯ МАШИНА ДЛЯ ПЕРЕРАБОТКИ ПОЛИМЕРНЫХ | 1973 |
|
SU385734A1 |
| Устройство для литьевого прессования резиновых изделий | 1983 |
|
SU1077814A2 |
| Способ переработки под давлением термопластичной полимерной композиции и устройство для его осуществления | 1980 |
|
SU939262A1 |
| НАСОС ГИДРОРАЗРЫВА ПЛАСТОВ | 2024 |
|
RU2827929C1 |
| ОПРАВКА ДЛЯ ЗАПОЛНЕНИЯ КОНСИСТЕНТНОЙ СМАЗКОЙ КОЛЬЦЕВЫХ ВНУТРЕННИХ ПОЛОСТЕЙ ДЕТАЛЕЙ | 2010 |
|
RU2439424C2 |
| Напорная камера к литьевому прессу для переработки полимерных материалов | 1980 |
|
SU939285A1 |
| УСТРОЙСТВО ПЛАСТИКАЦИИ И ИНЖЕКЦИИ ДЛЯ ЛИТЬЕВОГО ОБОРУДОВАНИЯ | 1992 |
|
RU2015019C1 |
| СИСТЕМА ЗАЩИТЫ ГИДРОПРИВОДА | 2019 |
|
RU2700487C1 |
| Устройство для изготовления профильных резиновых изделий | 1981 |
|
SU979154A1 |

тоОтсутствует
тоОтсутствует
i.,12
6
190
230
Ц
,7
206
ПМС-20
То же
Резиновая
на основе СКН-18 1. Способ оценки литьевых свойст резиновых смесей, включающий продавливание исследуемого, материала из напорной камеры в каналы и замеры длины каналов, заполненных исследу.емым материалом, по которой судят о литьевых свойствах, отличающийся тем, что, с целью повышения точности оценки, резиновую смесь .продавливают одновременно в две пары каналов со скоростью, .обратно пропор циональной диаметром каналов, а литьевые свойства оценивают по V- 7 - К -ТГ .2, где 1 суммарная длина первой пары каналов, заполненных резинрвой смесью; суммарная длина второй пары каналов, заполненных резиновой смесью;
8
928197 Продолжение тлСшицм
228 156 А,95
11 диаметру с1. второй пары каналов; „ К - показатель литьевых свойств резиновых смесей. 2. Устройство для осуществления способа по п. 1, содержащее напорную камеру с расположенным в ней плунжером, соединенную с каналами,- отличающееся тем, что оно дополнительно содержит коническую проточку, связанную с каналами, причем глубина ее равна глубине каналов, а каналы выполнены в виде двух гидравлически подобнь х пар. Источники информации, принятые во внимание при экспертизе 1.Басов Н. И, и др. Оборудование для производства объемных изделий из термопластов. М., М1ашиностроение, 1972, с. 110-114. 2.Шварц А. И. и др. Литьевое формование резиновых технических изделий. М., Химия, 1975, с, 76 и 77 (прототип).
L±.
