Изобретение относится к области 1изготовления резиновых технических изделий и предназначено для формирования и вулканизации длинномерных резиновых изделий.
Известно устройство для изготовления профильных резиновьох изделий, со-. держащее напорную камеру с плунжером и литниковыми каналами и форму в виде разъемной гильзы 1.
В известном устройстве за один цикл можно изготовить только одно изгделие, чтоограничивает его производительность.
Ближайшим к изобретению по технической сущности и достигаемому эффекту является известное устройство для изготовления профильных резиновых изделий, содержащее напорную камеру с плунжером и литниковыми каналами и трубчатые формы (2.
В известном устройстве литниковые каналы расположены в днище параллельно центральной оси напорной камеры, а формы смонтированы на днище камеры параллельно центральной оси формы.
В силу такого конструктивного выполнения известное устройство не мо;жет быть использовано для изгоховле|Ния длинномерных изделий.
Целью изобретения является обеспечение возможности изготовления длинномерных изделий.
Для достижения поставленной цели в устройстве для изготовления профильных резиновых изделий, содержащем напорную камеру с плунжером и литниковыми каналами и трубчатые формы, формы смонтированы на боковой .
10 стенке напорной камеры перпендикулярно ее центральной оси, снабжены нагревателями и их полости непосредственно сообщены с полостью напорной камеры, -в днище напорной камеры по периметру последней выполнена кольцевая канавка, а на рабочем торце плунжера выполнен взаимодействующий е канавкой кольцевой выступ, в котором радиально расположены литниковые ка20налы, причем напорная камера снабжена нагревательной рубашкой.
Устройство снабжено камерами тер- мостатирования, размещеннымимежду нагревательной рубашкой и нагревателями форм.
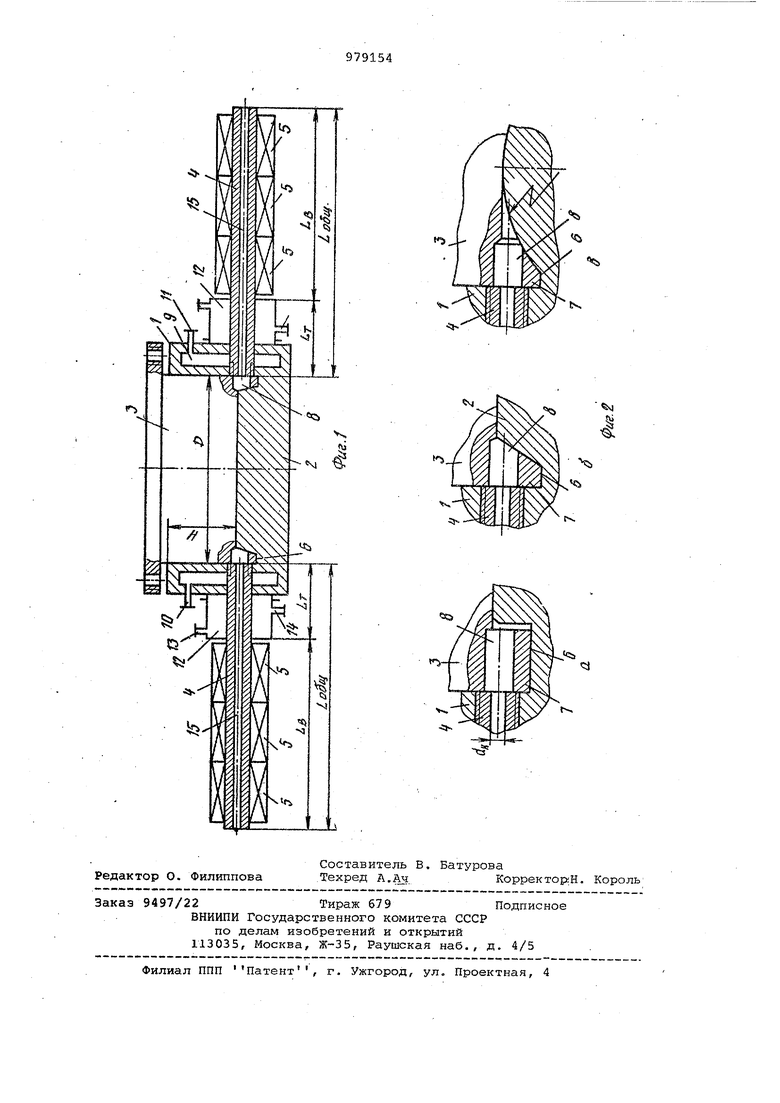
На фиг. 1 изображено описываемое устройство; на фиг. 2 - варианты вы ;полнения кольцевых канавок и высту (пов. Устройство для изготовления профильных резиновых изделий содержит напорную камеру 1 с днищем 2 и плунжером 3 и трубчатые формы 4, смонтированные на боковой стенке напорной камеры перпендикулярно ее централь™ ной оси и снабженные нагревателями 5 На днище 2 по периметру напорной камеры 1 выполнена кольцевая канавка 6, а на рабочем торце плунжера 3 вэа имодействующий с канавкой б кольцевой выступ 7, Кольцевой выступ 7 мо жет иметь прямоугольное, трапециевид ное или иное поперечное сечение (см. фиг,2) . В кольцевом выступе 7 радиально расположены литниковые каналы 8. Напорная камера 1 снабжена нагревательной рубашкой 9 с патрубками 10 и И для циркуляции- теплоносителя. МеЖцЦу нагревательной рубашкой 9 и на гревателями 5 форм размещены камеры 12 термостатирования с патрубками 13 и 14 для циркуляции теплоносителя. Полости 15 форм 5 непосредственно со общены с полостью напорной камеры. Каналы 8 имеют диаметр несколько больший, чем диаметр полостей 15, чтобы при движении плунжера 3 исключить перекрытие полостей 15. Для пре дотвращения запирания формуемого материала в кольцевой проточке 6 се нения прямоугольной формы (см. фиг. 2а) внутренний диаметр кольцевого вы ступа 7 должен быть больше соответствуюшего диаметра кольцевой проточки б днища 2 напорной камеры 1. Устройство работает следующим образом. При поднятом вверх плунжере 3 в напорную камеру 1 закладывается заго товка формуемого материала, объем ко торой равен объему напорной камеры. Затем с помощью привода (на чертеже не показан) плунжер 3 вводится в напорную камеру и создает в ней гидро.статическое давление. При этом формуемый материал заполняет сначала пространство между кольцевым выступом 7 и кольцевой канавкой 6 на днище 2 напорной камеры, а затем выдавливается в полости форм 4. В .момент смыкания днища 2 напорной камеры 1 с плунжером 3, формуемый материал из кольцевой проточки 6 выдавливается в полости форм 5 через литниковые каналы 8 в кольцевом выступе 7, Благодаря диркуляции теплоносителя в камерах 10. и 12 в формах 5 в- зоне термостати.рования L. поддерживается температура ниже температуры вулканизации, вследствие чего предот вращается преждевременная вулканизация материала на этих участках в фор мах 5. В зоне вулканизации L в фор мах 4 изделия прогреваются до температуры вулканизации за счет тепла от нагревателей 5 и выдерживаются в течение времени необходимого для завершения процесса вулканизации. Затем плунжер 3 вьзводится из напорной камеры 1, в нее закладывается новая навеска формуемого материала, кото- , рый при опусканий плунжера .пост ппает в полости форм 5, При этом из полости 15 новой порцией формуемого материала выталкиваются готовые изделия длиной, равной Ii g, - длине зоны вулканизации, в форах остаются от предыдущей загрузки. невулка,низованные заготовки длиной L , равной длине зоны термостатиро-. вания, Далее процесс повторяется. При подъеме плунжера 3 ос.т,аток формуемого материала благодаря Каналам 8 удерживается на плунжере, причем нижними.кромками выходных отверстий, каналов 8 формуемый материал на входе в полости 15 форм ровно срезается по образующей напорной камеры 1, Для изготовления качественных изделий при работе устройства весь загружаемый в напорную камеру материал должен быть вытеснен в формы за один цикл, за исключением незначительных остатков в промежутках между стешками и днищем напорной камеры. Длина формы в зоне вулканизации L должна быть такой, чтобы исключалась возможность повторной вулксшизации формуемого материала, а длина формы в зоне термостатирования L с целью сокращения размеров устройства должна быть минимальной при максимально-допустимой температуре термостатирования. Описываемое устройство позволяет получать длинномерные резиновые изделия высокого качества на гидравлическом прессе без каких-либо его переделок и значительно сократить необратимые отходы резины. Формула изобретения 1. Устройство для изготовления профильных резиновых изделий, содержащее напорную камеру с плунжером и литниковыми каналами и трубчатые формы, отличающеес я тем-, что, с целью обес.печения возможности изготовления длинномерных изделий, формы смонтированы на боковой стенке напорной камеры перпендикулярно к ее центральной оси, снабжены нагревателями и их полости непосредствен но сообщены с полостью напорной камеры, в днище напорной камеры по периметру последней выполнена кольцевая канавка, а на рабочем торце плунжера выполнен взаимодействующий с канавкой кольцевой выступ, в котором радиально расположены литниковые ка- налы, причем напорная камера снабже|на нагревательной рубашкой. 2. Устройство по п. 1, ОТЛИ чающееся тем, что оно снабжено камерами термостатирования, размещенными между нагревательной рубайкой и нагревателями форм. Источники информации, принятые во внимание при экспертизе 1.Корсйальцев Н.В. и Карпович Ю.В. /Производство резиновых изделий методом литья под давлением . Л., Тосхкмиздат, 1959, с. 102-103. 2.Коропальцев Н.В. и Карпович Ю.В. Производство резиновых изделий ме-, тодом литья под давлением . Л., Тосхимиздат, 1959, с.103-106 (ripoтотип).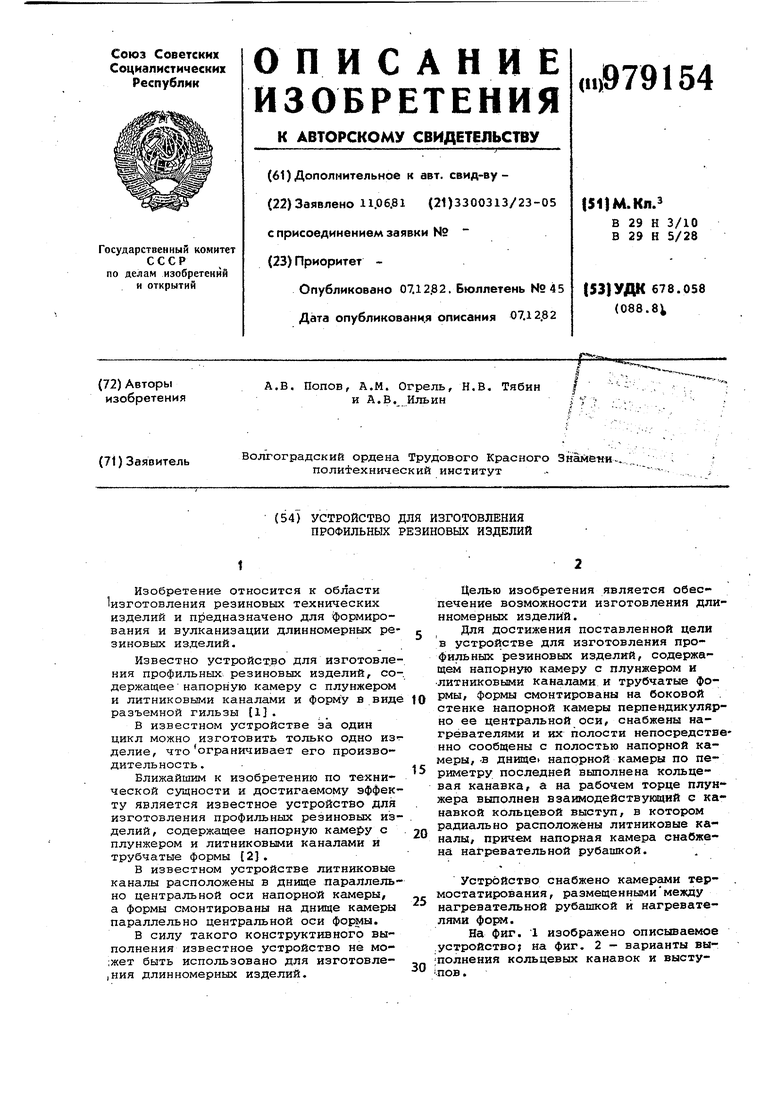
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для непрерывного изготовления длинномерных изделий | 1981 |
|
SU1028526A1 |
| Устройство для непрерывного формования и вулканизации длинномерных резиновых изделий | 1981 |
|
SU971665A1 |
| Форма для изготовления полых резиновых изделий с профильной боковой поверхностью | 1987 |
|
SU1479288A1 |
| Литьевая пресс-форма для изготовления резинотехнических изделий | 1983 |
|
SU1100121A1 |
| Устройство для оценки литьевых свойств резиновых смесей | 1981 |
|
SU1017968A1 |
| Устройство для формования изделий из полимерных материалов | 1980 |
|
SU891464A1 |
| Способ получения длинномерных резиновых изделий | 1981 |
|
SU979158A1 |
| Устройство для литьевого прессования резиновых изделий | 1983 |
|
SU1077814A2 |
| Устройство для литьевого прессования резиновых изделий | 1981 |
|
SU1004144A1 |
| Устройство для изготовления кольцевых резиновых изделий | 1981 |
|
SU958123A1 |