1
Изобретение относится к металлургии, Б частности к экспериментальным методам изучения течения и деформации металла при прокатке.
Известен метод исследования деформации металла, заключающийся в изготовлении образца из нескольких слоев материала, соединенных между собой, и деформировании образца в валках прокатного стана. После прокатки производят разделение образца по плоскости, перпендикулярной продольной оси или параллельной одной из граней образца, и по изменению размеров слоев судят о величине деформации по сечению или длине образца 1.
Недостатком использования метода слоистых образцов в экспериментальных исследованиях является сложность получения информации о распределении деформации по сечению и длине образца и ее дискретный характер.
Наиболее близким по своей технической сущности к изобретению является способ исследования деформации металла при прокатке, включающий нанесение координатной сетки на поверхность образца, не контактирующую с валками, деформирование
образца в валках прокатного стана и определение перемещений микрообъемов металла по изменению щага координатной сетки 2.
Недостатком известного способа является ограниченность его использования, так как он позволяет определить распределение деформации только в продольном сечении. Поэтому, используя известный метод, невозможно получить информацию о распре, делении деформации по поперечному сечению образца при продольной прокатке.
Цель изобретения - получение информации о поперечном перемещении металла.
Поставленная цель достигается тем, что согласно способу исследования деформации
15 металла, включающему нанесение координатной сетки на не контактирующую с валками поверхность образца, деформирование образца в валках прокатного стана и определение перемещений микрообъемов металла по изменению щага координатной
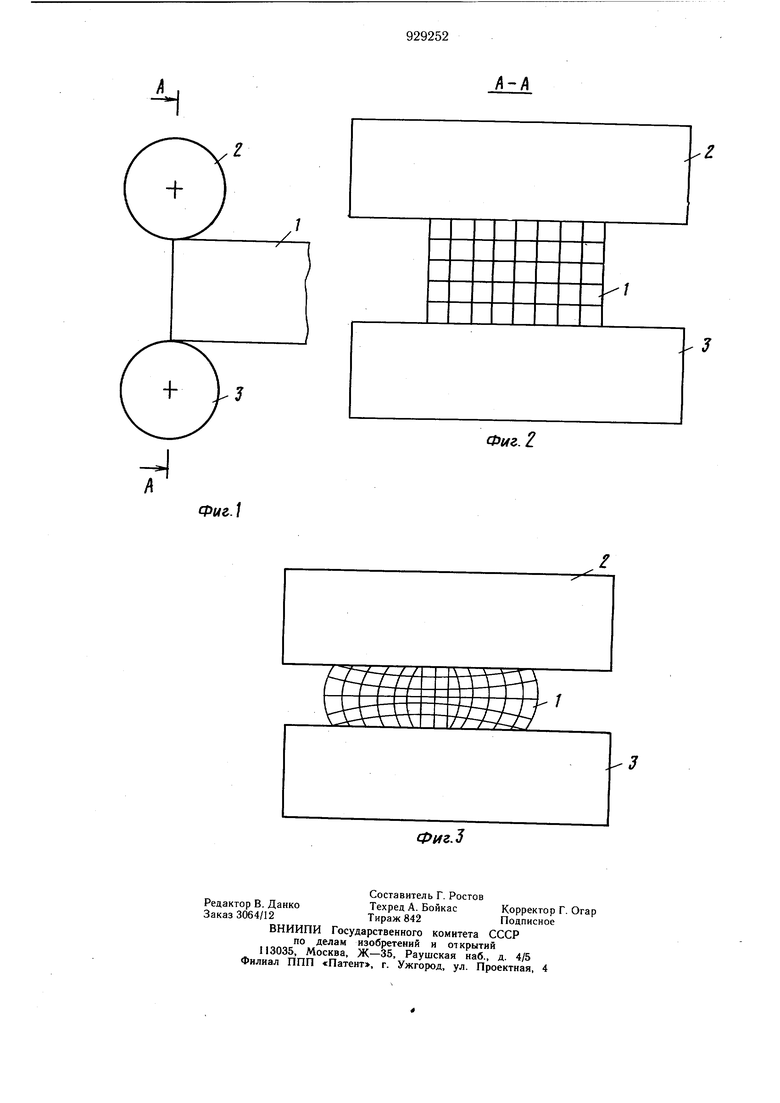
20 сетки, согласно изобретению координатную сетку наносят на торцевую часть образца, которую устанавливают в плоскости осей валков, а деформацию осуществляют путем уменьщения зазора между ними. На фиг. 1 показана установка образца в валках; на фиг. 2 - торец образца до деформации; на фиг. 3 - то же после деформации. Образец 1 (фиг. 1) устанавливается между валками 2 и 3 таким, образом, чтобы его передний торец лежал в плоскости осей валков. На переднем торце образца 1 нанесена координатная сетка. После установки образца 1 производят сближение валков 2 и 3 (фиг. 3). Величина сближения валков определяется заданной степенью деформации образца. В процессе сближения валков производят киносъемку пережнего торца образца с нанесенной координатной сеткой. По изменению шага координатной сетки судят о оеремещениях металла в поперечном и высотном направлениях. Применение предлагаемого способа целесообразно в тех случаях, когда разрабатываются новые процессы прокатки, информация о которых отсутствует. Пример. На стане 280 было проведено исследование нового технологического процесса многоручьевой прокатки. Образцы из свинца длиной 100-150 мм и с размерами поперечного сечения 50-70x100-110мм подвергались фрезеровке, и на одном из торцов наносилась путем накатки координатная сетка с шагом 2 мм. Образец устанавливали между валками прокатного стана, в которых были нарезаны многоручьевые калибры, и укрепляли от продольного перемещения. Затем под воздействием нажимных устройств производили опускание верхнего валка и одновременно производили киносъемку переднего торца образца с координатной сеткой, расположенной в плоскости осей валков. Киносъемку осуществляли с помощью кинокамеры типа «Аврора на пленку КН-4. Расшифровка кинограмм позволила определить перемещения металла в очаге деформации при прокатке в многоручьевых калибрах. Полученные зависимости дали возможность оперативно проанализировать особенности формоизменения металла при многоручьевой прокатке и позволили спроектировать промышленную калибровку для внедрения технологии многоручьевой прокатки. Технико-экономическая эффективность предлагаемого способа базируется на снижении трудоемкости проведения экспериментальных исследований. Согласно расчетам, использование предлагаемого способа позволяет снизить расход материала при проведении экспериментов (свинца и сплава Вуда) на 20-40%, сократить сроки выполнения экспериментов на 50-/О /о и снизить трудозатраты на 50-60%. Формула изобретения Способ исследования деформации металла при прокатке, включаюш,ий нанесение координатной сетки на не контактируюшую с валками поверхность образца, деформирование образца в валках прокатного стана и определение перемещений микрообъемов металла по изменению шага координатной сетки, отличающийся тем, что, с целью получения информации о поперечном перемещении металла, координатную сетку наносят на торцевую часть образца, которую устанавливают в плоскости осей валков, а деформацию осуществляют путем уменьшения зазора между ними, Источники информации, принятые во внимание при экспертизе 1.Старченко Д. И. и др. Новый метод исследования характера деформации металла при прокатке. Теория прокатки (Материалы Всесоюзной конференции «Теоретическая проблема прокатного производства М., Металлургия, 1975, с. 136-137. 2.Выдрин В. Н. и др. Процесс непрерывной прокатки. М., «Металлургия, 1970, с. 318-319.
jLj /I-/I
/

| название | год | авторы | номер документа |
|---|---|---|---|
| Образец для моделирования процесса деформации | 1982 |
|
SU1036406A1 |
| Способ изготовления составного образца для моделирования процесса прокатки | 1988 |
|
SU1646632A1 |
| Способ исследования течения металла при прокатке и образец для его осуществления | 1989 |
|
SU1623804A1 |
| Образец для исследования напряженно-деформированного состояния | 1981 |
|
SU946707A1 |
| Способ прокатки профилей | 1982 |
|
SU1037975A1 |
| Способ прокатки | 1982 |
|
SU1061860A1 |
| Образец для исследования деформированного состояния прокатного валка | 1988 |
|
SU1569068A1 |
| Способ многоручьевой прокатки заготовок | 1980 |
|
SU899169A1 |
| Способ производства проката | 1982 |
|
SU1034797A1 |
| Образец для исследования напряженно-деформированного состояния при винтовой прокатке | 1981 |
|
SU986522A1 |
Фиг. 2.
