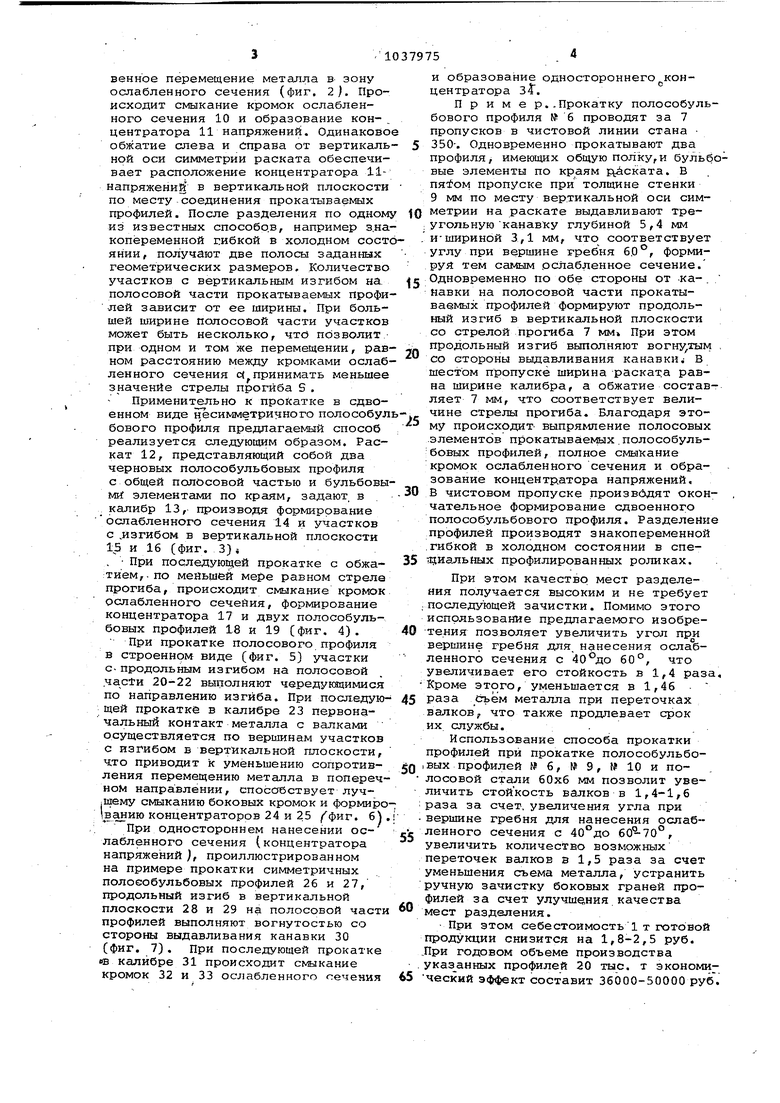
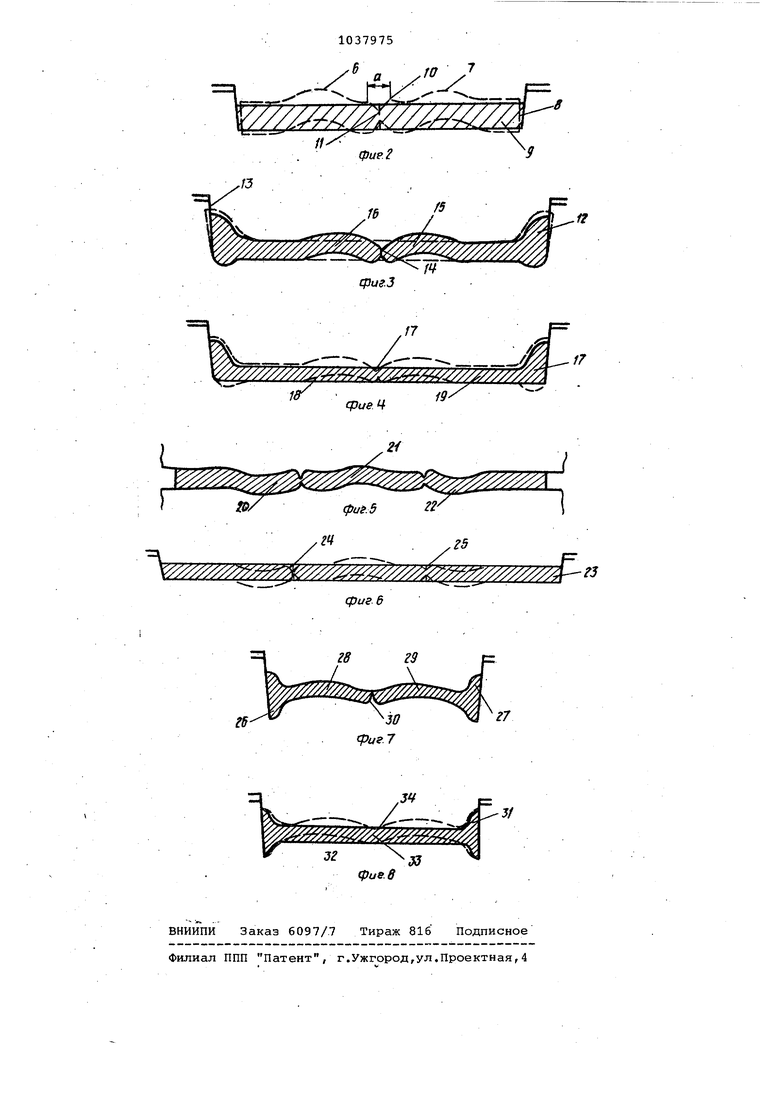
Изобретение относится к металлургии, в частности к технологии продольной прокатки и может быть использовано для прокатки профилей мНогоручьевым способом, , Известны способы получения и разделений сортовых профилей, включающие прокатку сдвоенных профилей, внесение концентраторов напряжений в плоскости разделения относительным сдвигом разделяемых профилей в предчисто ом калибре, последующим их совмещением до первоначального положения в чистовом калибре и разделением в холодномсостоянии 2. Недостатком указанных способов является то, что износ острых кромок в предчйстовых калибрах приводи к нарушению вертикальностиплоскости концентраторов напряжений и ухудшает качество кромок профилей в месте разделения . Наиболее близким к предлагаемо.му по технической сущности является способ прокатки профилей, включающий прокатку профиля преимущественно в сдвоенном виде, нанесение . ослабленного сечения в месте соедимё;ния профилей путем выдавливания . канавки в раскате, прокатку до Смыкания кромок ослабленного сечения и последугацее их разделение Э При реализации известного способа возникает противоречие. Чем боль ше угол при вершине кольцевого греб ня, тем выше стойкость этого гребня Однако после нанесения канавки на раскате и последующей прокатки не происходит Полного смыкания стенок канавки, что ухудшает качество воко вых кромок прокатываемых профилей в месте их .последующего разделения. Уменьшение же угла при вершине коль цевого гребня приводит к его ослаблению и повышенному износу. Цель изобретения - улучшение качества мест разделения профилей и увеличение стойкости валков. Поставленная цель дocти гaeтcя те что согласно способу прокатки профи лей, включающему .прокатку профиля пр имущественно в сдвоенном виде, HaHS ,сенйе ослабленного сечения в месте соединения профилей путем выдавлива ния kaHaBKH в раскате, прокатку до смыкания кромок ослабленного сечения и последующее их разделение, на полосовой ЧаГЬтй прокатываемых профилей образуют по меньшей мере один участок С продольным изгибом в вертикальной плоскости, а после нан сения ослабленного сечения производ прокатку с обжатием по меньшей мере равным стреле прогиба этого участка одновременно ограничивая увеличение ширимы раската. Кроме этого, участки с продольным изгибом на полосовой части профилей выполняют чередуюдимися по направлению изгиба. Помимо-этого, при одностороннем нанесении ослабленного сечения продольный изгиб в вертикальной плоскости на полосовой части профилей выполняю.т вогнутостью со стороны выдавливания канавки. Благодаря наличию.на полосовой части прокатываемых профилей одного или нескольких участков с продольным изгибом в вертикальной плоскости и последующей прокатке с обжатием, по меньшей мере равным стреле прогиба с ограничением увеличения ширины раската, создается преимущественное перемещение металла в -зону ослабленного сечения и смыкание стенок канавки. Обжатие выбирается таким образом, чтобы в конце получить профиль с ровной полосовой частью. Верхний предел обжатия будет ограничен условием захвата металла .валками. На фиг. 1т2 показана схема прокатки .сдвоенной полосы с двухсторонним нанесением концентратора;на Л фиг. 3-4 - схема прокатки сдвоенного несимметричного полособульбового ; профиля; на фиг. 5-6 - схема прокатки строенной полосы с чередованием уч&стков с продольным изгибом по направлению; на фиг. 7-8 - схема прокатки сдвоенного симметрич-ного поло- сббульбового профиля с односторонним нанесением кЬнцентратора. При задаче полосы1 в валки 2 происходит формирование ослабленного сечения 3 (фигi 1). На полосовой части каждого из прокатываемых в сдвоенном виде профилей 4 и 5 образуется участок с ПРОДОЛЬНЫМ изгибом в вертикальной плоскости б и 7. При -этом стрела прогиба 5 тем больше, чем больше расстояние между кромками ослабленного сечения а {фиг. 1., 2 /. Ослабленное сечение можно наносить также как до, так и после образов&ния участка с продольным .изгибом Участок с продольным изгибом образуют гГа один пропуск или путем последовательной деформации за несколько пропусков в зависимости от геометрических размеров прокатываемых профилей. Дальнейшую прокатку проводят в калибре 8 с обжатием, гго меньшей мере развным величине стрелы прогиба fe, одновременно ограничивая увеличение ширины раската 9 боковыми стенками калибра (фиг. 2 ). Ограничивать увеличение ширины раската можно и другими способами, например, применяя вертикальные валки. В калибре 8 происходит выравнивание участков с продольным изгибом в вертикальной плоскости б и 7, и благодаря сдерживающему влиянию боковы стенок калибра создается преимущественное перемещение металла в зону ослабленного сечения (фиг, 2). Происходит смыкание кромок ослабленного сечения 10 и образование кон- центратора 11 напряжений. Одинаковое обжатие слева и справа от вертикальной оси симметрии раската обеспечивает расположение концентратора 11напряжений в вертикальной плоскости по месту соединения прокатываемых профилей. После разделения по одному из известных способо.в, например з.накопёременной гибкой в холодном состоянии, получают две полосы заданных геометрических размеров. Количество участков с вертикальным изгибом на полосовой части прокатываемых профилей зависит от ее ширины. При большей ширине полосойой части участков может быть несколько, чтб позволит при одном и том же перемещении, равном расстоянию между кромками ослабленного сечения с принимать меньшее значение стрелы прогиба S.
Применительно к прокатке в сдвоенном виде нecи iмeтpитIHOгo полособулбового профиля пpeдлaгae JИй способ реализуется следующим образом. Раскат 12, представляющий собой два черновых полособульбовых профиля с общей полосовой частью и бульбовыМй элементами по краям, задают, в калибр 13, производя формирование ослабленного сечения 14 и участков с .изгибом в вертикальной плоскости 15 и 16 (фиг. 3)i
. При последующей прокатке с обжатием,.по меньшей мере равном стрела прогиба, происходит смыкание кромок ослабленного сечейия, формирование концентратора 17 и двух полособульбовых профилей 18 и 19 С фиг. 4).
При прокатке полосового профиля в строенном виде (фиг. 5) участки с-продольным изгибом на полосовой .час±и 20-22 выполняют чередукацимися по направлению изгиба. При последующей прокатке в калибре 23 первоначальный контакт металла с валками осуществляется по вершинам участков с изгибом в вертикальной плоскости, что приводит к уменьшению сопротивления перемещению металла в поперечном направлении, способствует луч|Шему смыканию боковых кромок и формиро- шалию концентраторов 24 и 25 /фиг. б) .
При одностороннем нанесении ослабленного сечения (концентратора напряжений J, проиллюстрированном на примере прокатки симметричных полоеобульбовых профилей 26 и 27, продольный изгиб в вертикальной плоскости 28 и 29 на полосовой части профилей выполняют вогнутостью со стороны выдавливания канавки 30 (фиг. 7). При последующей прокатке «калибре 31 происходит смыкание кромок 32 и 33 ослабленного сечения
и образование одностороннего ..концентратора з.
Приме р..Прокатку полособульбового профиля № 6 проводят за 7 пропусков в чистовой линии стана 350-. Одновременно прокатывают два профиля, имеющих общую полку,и бульбвые элементы по краям р Аската. В пропуске при толщине стенки 9 мм по месту вертикальной оси симметрии на раскате выдавливают треугольную канавку глубиной 5,4 мм Ишириной 3,1 мм, что соответствует углу при вершине гребня 6.0®, формируй тем самым .ослабленное сечение. Одновременно по обе стороны от ка-, навки на полосовой части прокатываемых профилей формируют продольный изгиб в вертикальной плоскости со стрелой прогиба 7 мм При этом продольный изгиб выполняют вогну тым со стороны выдавливания канавкиj В шестом пропуске ширина раската равна ширине калибра, а обжатие составляет 7 мм, что соответствует величине стрелы прогиба. Благодаря этому происходит- выпpя Шeниe полосовых .элементов прокатываемых.полособуль бовых профилей, полное смыкание кромок ослабленного сечения и образование концентратора напряжений. В чистовом пропуске производят окончательное формирование сдвоенного полособульбового профиля. Разделени профилей производят знакопеременной .гибкой в холодном состоянии в спе1ЕСиальных профилированных роликах.
При этом качество мест разделения получается высоким и не требует последующей зачистки. Помимо этого использование предлагаемого изобретения позволяет увеличить угол при вершине гребня для нанесения ослабленного сечения с 60°, что увеличивает его стойкость в 1,4 раз Кроме этого, уменьшается в 1,46 раза стьём металла при переточках валков, что также продлевает срок их службы. .
Использование способа прокатки профилей при прокатке полособульбовых профилей № 6, № 9, № 10 и полосовой стали 60x6 мм позволит увеличить стойкость валков в 1,4-1,6 раза за счет, увеличения угла при вершине гребня для нанесения ослабленного сечения с 40°до , увеличить количество возможных переточек валков в 1,5 раза за счет уменьшения съема металла, устранить ручную зачистку боковых граней профилей за счет улучшения качества мест разделения.
При этом себестоимость 1 т готовой продукции снизится на 1,8-2,5 руб. .При годовом объеме производства указ анных профилей 20 тыс. т экономический эффект составит 36000-50000 ру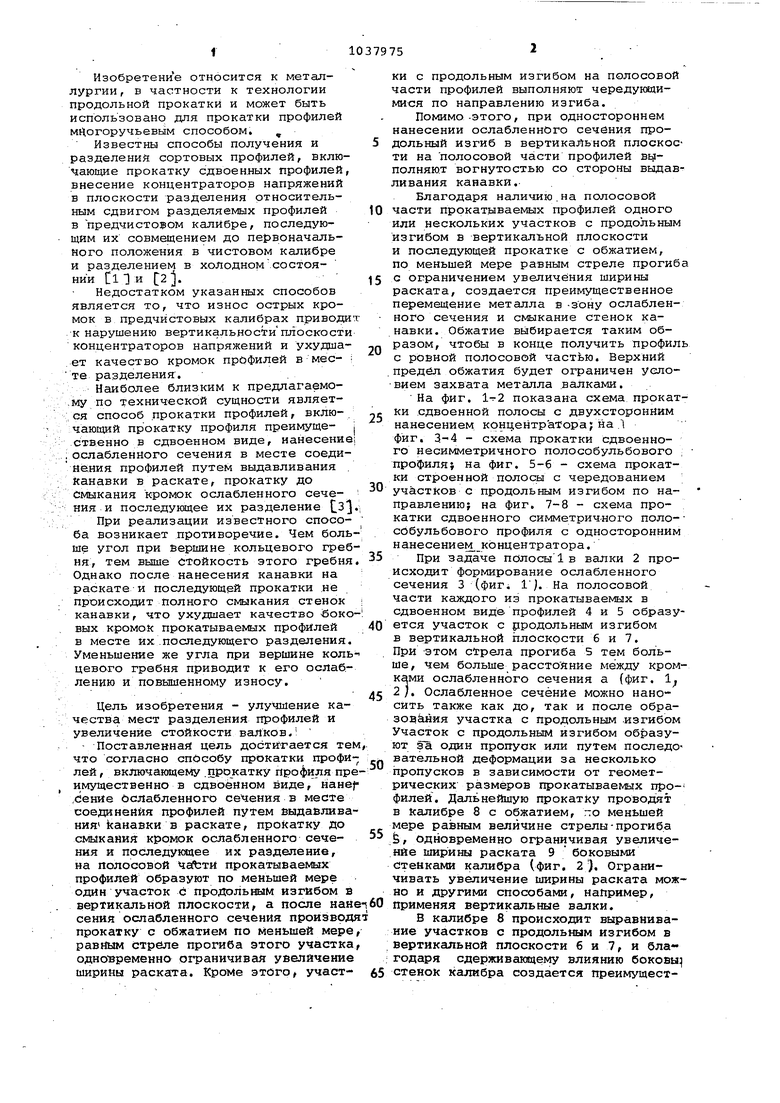
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ производства проката | 1982 |
|
SU1034797A1 |
| Способ изготовления фасонных профилей | 1977 |
|
SU707662A1 |
| Способ продольного разделения сдвоенных прокатных профилей | 1978 |
|
SU763010A1 |
| Способ производства заготовок | 1979 |
|
SU820929A1 |
| СПОСОБ СДВОЕННОЙ ПРОКАТКИ АРМАТУРНЫХ ПРОФИЛЕЙ | 1997 |
|
RU2126728C1 |
| Способ производства высокоточных несимметричных полособульбовых профилей | 1991 |
|
SU1787051A3 |
| Способ производства профилей | 1983 |
|
SU1171127A1 |
| Способ продольного разделения в калибрах сдвоенных профилей | 1982 |
|
SU1243849A1 |
| Система калибров для прокатки угловых профилей | 1981 |
|
SU1041181A1 |
| Способ продольного разделения составных прокатных профилей | 1983 |
|
SU1166857A1 |
1. СПОСОБ ПРОКАТКИ ПРОФИЛЕЙ, включающий прокатку профиля преимущественно в сдвоенном виде, нанесение ослабленного сечения в месте соединения профилей путем выдавливания канавки в раскате, прокатку до смыкания кромок ослабленного . сечения и последующее и-х разделение, .отличающий ся тем что, с целью улучшения качества мест разделения профилей и увеличения стойкости валков, на полосовой части прокатываемых профилей образуют по меньшей мере один участок с продольным изгибом в. вертикальной плоскости, а после нанесе- ния ослабленного сечения производят прокатку с обжат1ием по меньшей мере, равным стреле прогиба этого участка, одновременно ограничивая увеличение ширины раската. 2.Способ по п. 1, отличающийся тем, что участки с продольным изгибом на полосовойчасти профилей выполняют чередующимися по направлению изгиба. (Л С 3.Способ по п. 1, отличающий с я тем, что при одностороннем нанесении ослабленного сечения, продольный изгиб в вертикальной плоскости на полосовой части .G профилей выполняют вогнутостью со стороны выдавливания канавки. :00 М СО О1
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОФИЛЬНЫХ ИЗДЕЛИЙ | 1972 |
|
SU419283A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
