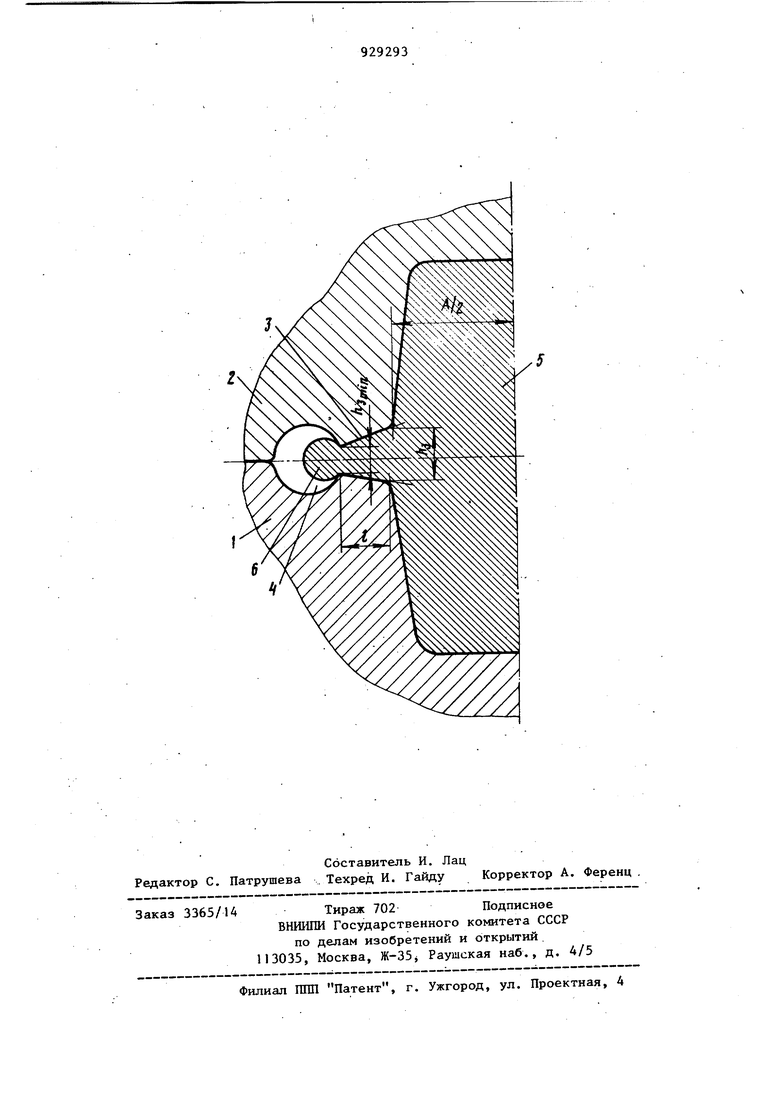
Изобретение относится к обработке металлов давлением, а именно к конструкциям штампов для объемной штамповки. Известен ручей штампа для объемной штамповки деталей, образованный верхней и нижней половинами штампа и имеющий заусенечную канавку, сужающуюся и переходящую в магазин Г Недостатком этой конструкции ручья является недостаточное сопротивление вытеканию металла. Для экономии металла важно получить заполненную фигуру поковки в предварительном ручье штампа, что в дальнейшем способст вует качественному оформлению поковки в окончательном ручье. Цель изобретения - улучшение качества штампуемых деталей и экономия металла. Поставленная цель достигается тем что в предварительном ручье штампа, образованном верхней и нижней половинами штампа и имеющем заусенечную канавку, сужающуюся и переходящую в магазин, заусенечная канавка выполнена в виде конуса, а магазин - в виде поперечного цилиндра. На чертеже изображен предварительный ручей штампа, разрез. Предварительный ручей штампа для объемной штамповки образован нижней 1 и верхней 2 частями штампа, имеет заусенечную канавку 3, выполненную в форме конуса и переходящую в магазин 4. Заготовка 5, деформируясь под действием падающих частей молота, образует заусенец 6. Деформация металла в предварительном ручье штампа происходит следующим образом. При заполнении полости ручья металлом в заготовке имеется избыток металла, который гарантирует заполнение полости. При штамповке заготовка сначала осаживается, затем часть металла вытекает в заусенечную канавку. По мере обжатия заусенец закрывает выход остального металла из полости, способствуя заполнению всей полости. Основное влияние на рост напряжений в полости предварительного ручья штампа оказывает начальная высота заусенца hj, которая рассчитывается по формуле
Ьэ
I
КР где -- критическая высота заусенца;Ь - длина заусенца; К - коэффициент, зависящий от веса падающих частей молот А - наибольший поперечный размер сечения поковки. Заусенечная канавка выполнена сужающейся на конус, конусность- d 1:6и 1:6,2. Такая форма заусенечной канавки позволяет увеличить сопротивле ние течению металла для качественного заполнения полости предварительно го ручья штампа. Для того, чтобы уменьшить рост напряжений в полости предварительного ручья тампа, заусенечиая канавка выполнена с поперечным цилиндрически магазином. Заусеиец в магазине не де формируется и не создает добавочного сопрртивления течению металла из полости предварительного ручья штампа. Высотча магазина Ъ. больше начальной высоты заусенца h 3 h |{4 (l,5-l,9)hj, в зависимости от веса падакицих частей молота и усилия пресса. Примеры размеров заусенечной канавки и магазина в зависимости от типа пресса и
веса падающих частей молота приведены в таблице. Такая конструкция предварительното ручья штампа по сравнению с известной позволит улучшить качество штампуемых деталей и.сэкономить металл. Формула изобретения Предварительный ручей штампа для объемной штамповки деталей, образованный верхней и нижней половинами штампа и имеющий заусенечную канавку, сужающуюся и переходящую в магазин, отличающийся тем, что, с целью улучшения качества штампуемых деталей и экономии металла, заусенечная канавка выполнена в виде конуса, а магазин - в виде поперечного цилиндра. Источники информации, . принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 712184, кл. В 21D 13/02, 1975 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для многоручьевой открытой объемной штамповки | 1978 |
|
SU764817A1 |
| ШТАМП ДЛЯ МНОГОШТУЧНОЙ ШТАМПОВКИ | 1991 |
|
RU2011467C1 |
| Штамп для объемной штамповки поковок с переменным сечением | 1991 |
|
SU1766567A1 |
| Окончательный ручей штампа для объемной штамповки | 1980 |
|
SU948518A1 |
| Молотовой штамп | 1984 |
|
SU1225666A1 |
| Штамп для объемной штамповки | 1973 |
|
SU593799A1 |
| ШТАМП ДЛЯ ШТАМПОВКИ ПОКОВОК С РЕБРАМИ | 2010 |
|
RU2450884C2 |
| Штамп для открытой объемной штамповки поковок | 1991 |
|
SU1821286A1 |
| Совмещенный штамп для многоручьевой объемной штамповки поковок с ребрами жесткости | 1985 |
|
SU1328053A1 |
| Штамп для открытой объемной штамповки с расширяющимся облойным мостиком | 2019 |
|
RU2732514C1 |