( ОПОКА ДЛЯ ВАКУУМНОЙ ФОРМОВКИ
| название | год | авторы | номер документа |
|---|---|---|---|
| Опока для вакуумной формовки | 1979 |
|
SU839663A1 |
| Опока для вакуумной формовки | 1980 |
|
SU910319A1 |
| Установка для изготовления литейных форм вакуумной формовкой | 1981 |
|
SU975177A1 |
| Опока для вакуумной формовки | 1983 |
|
SU1125090A1 |
| СПОСОБ ЛИТЬЯ С ПОМОЩЬЮ ЛОКАЛЬНОГО ВАКУУМИРОВАНИЯ ФОРМ, СТЕРЖНЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2278763C2 |
| Устройство для прижима деформируемыхэКРАНОВ K МОдЕльНыМ плиТАМ и ОпОКАМ | 1979 |
|
SU797837A1 |
| Установка для вакуумирования литейных форм | 1980 |
|
SU910314A1 |
| Способ вакуумной формовки и оснастка для его осуществления | 1986 |
|
SU1435372A1 |
| Подмодельная плита для вакуумной формовки | 1986 |
|
SU1315107A1 |
| Способ вакуумно-пленочной формовки | 1979 |
|
SU859011A1 |
I
Изобретение относится к литейному производству, в частности к конструкциям опок для вакуумной формовки.
При эксплуатации опок для вакуумной формовки важное значение имеет эффективное удаление из них и очистка воздуха для осуществления вакуумно-пленочного процесса. Кроме того, важно, чтобы фильтрующее устройство было надежным в работе и долговечным. Засорение магистралей для отсоса воздуха и время на ремонт и очистку должны быть минимальными, так как в противном случае снижается производительность формообразующего оборудования.
По основному авт. св. № 833ббЗ в качестве фильтра применен набор металлических пластин, зазоры между которыми служат каналами для отсоса воздуха. Пластины помещены в обоймы и закреплены в п )следних винтами. Обоймы крепятся к внутренним стенкам корпуса опоки в местах расположения окон. Для отсоса воздуха из опоки в местах, удаленных от внутренних его стенок применяется пакет круглых пластин, сжатых винтом и соединенных с корпусом, который, в свою очередь, соединен трубкой с внутренней стенкой опоки f1J.
Недостатком этого устройства яв.ляется необходимость точной подгонки пластин. Кроме того, в условиях применения порошкообразных компонентов в составе огнеупорного наполнителя качество фильтрации ухудшается и сокращается между разборками устройства с целью его очистки.
Цель изобретения - повышение надежности работы опоки путем улучшения фильтрации отсасываемого из нее воздуха.
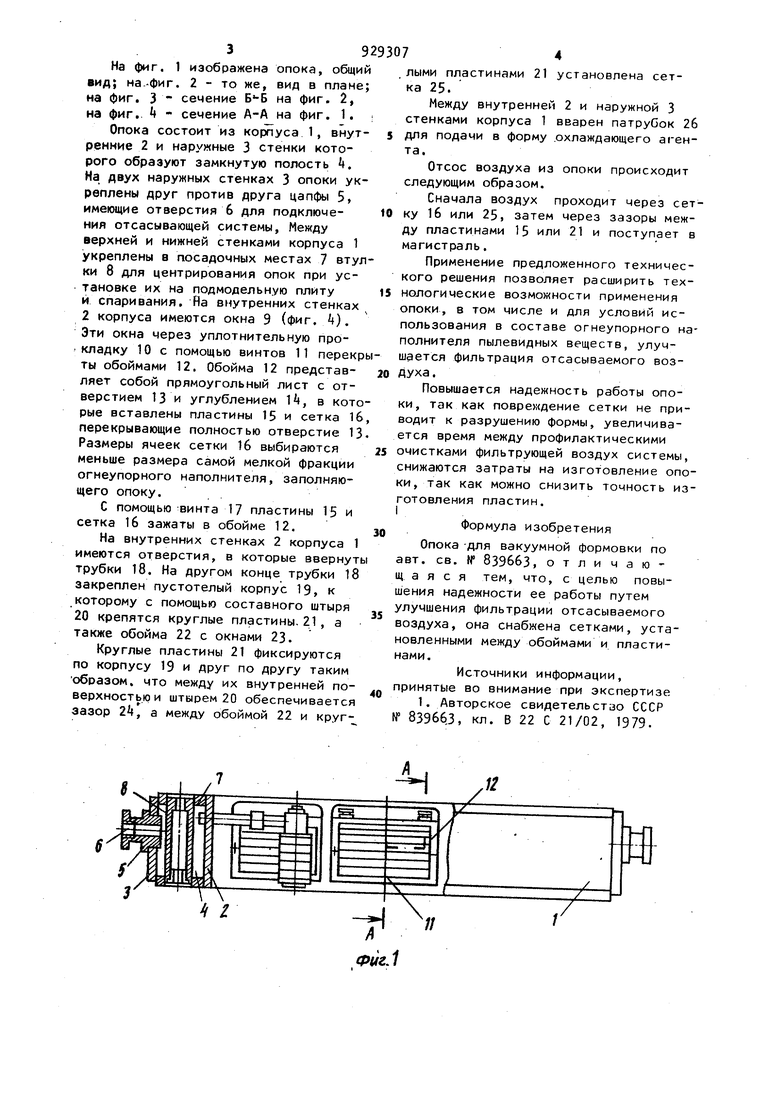
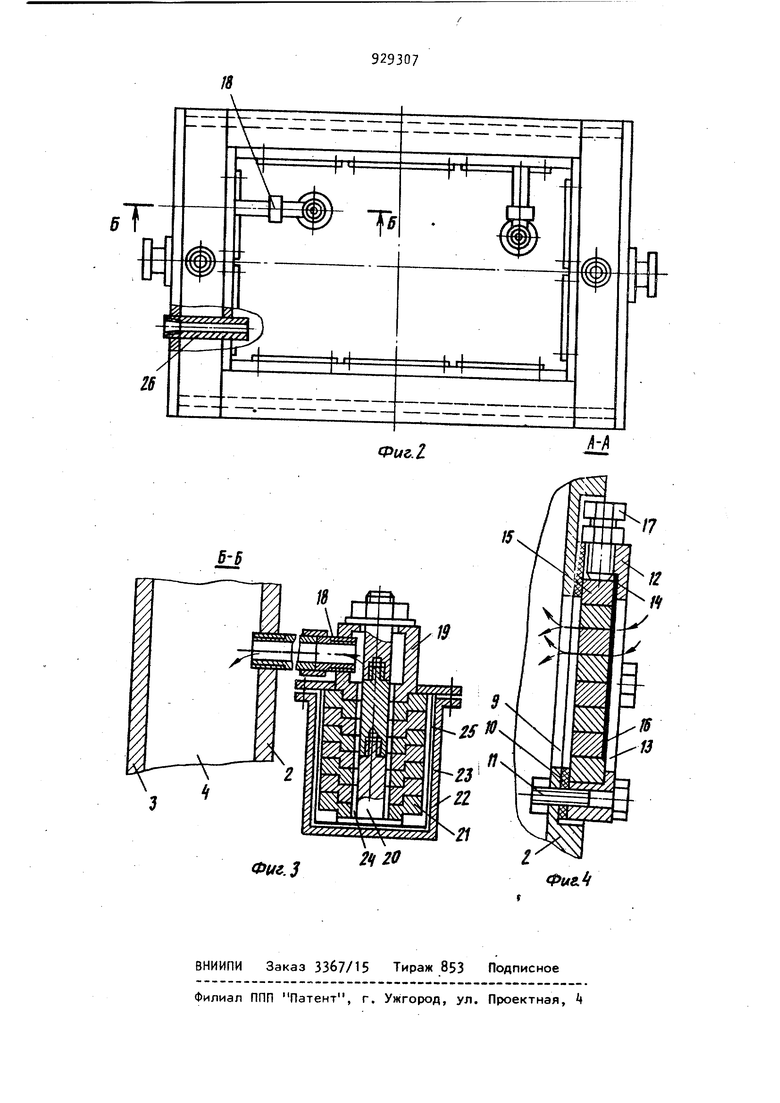
Эта цель достигается тем, что опока для вакуумной формовки снабжена сетками, установленными между обоймами и пластинами. 3 92 На фиг. 1 изображена опока, общий вид; на--фиг. 2 - то же, вид в плане; на фиг. 3 - сечение Б-Б на фиг. 2, на фиг. - сечение фиг. J. Опока состоит из корпуса 1, внутренние 2 и наружные 3 стенки которого образуют замкнутую полость t. На двух наружных стенках 3 опоки укреплены друг против друга цапфы 5, имеющие отверстия 6 для подключения отсасывающей системы. Между верхней и нижней стенками корпуса 1 укреплены в посадочных местах 7 втул ки 8 для центрирования опок при установке их на подмодельную плиту и спаривания. На внутренних стенках 2 корпуса имеются окна 9 (фиг, 4). Эти окна через уплотнительную прокладку 10 с помощью винтов 11 перекр ты обоймами 12, Обойма 12 представляет собой прямоугольный лист с отверстием 13 и углублением И, в кото рые вставлены пластины 15 и сетка 16 перекрывающие полностью отверстие 13 Размеры ячеек сетки 1б выбираются меньше размера самой мелкой фракции огнеупорного наполнителя, заполняющего опоку. . С помощью -винта 17 пластины 15 и сетка 16 зажаты в обойме 12. На внутренних стенках 2 корпуса 1 имеются отверстия, в которые ввернут трубки 18. На другом конце трубки 18 закреплен пустотелый корпус 19, к которому с помощью составного штыря 20 крепятся круглые пластины.21, а также обойма 22 с окнами 23. Круглые пластины 21 фиксируются по корпусу 19 и друг по другу таким образом, что между их внутренней поверхностью и штырем 20 обеспечивается зазор 2, а между обоймой 22 и круг-;; лыми пластинами 21 установлена сетка 25. Между внутренней 2 и наружной 3 стенками корпуса 1 вварен патрубок 26 для подачи в форму .охлаждающего агента. Отсос воздуха из опоки происходит следующим образом. Сначала воздух проходит через сетку 16 или 25, затем через зазоры между пластинами 15 или 21 и поступает в магистраль. Применение предложенного технического решения позволяет расширить технологические возможности применения опоки, в том числе и для условий использования в составе огнеупорного наполнителя пылевидных веществ, улучшается фильтрация отсасываемого воздуха. Повышается надежность работы опоки, так как повреждение сетки не приводит к разрушению формы, увеличивается время между профилактическими очистками фильтрующей воздух системы, снижаются затраты на изготовление опоки, так как можно снизить точность изготовления пластин. I Формула изобретения Опока -для вакуумной формовки по авт. св. N° 839663, отличающаяся тем, что, с целью повышения надежности ее работы путем улучшения фильтрации отсасываемого воздуха, она снабжена сетками, установленными между обоймами и пластинами. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельстао СССР № 83966.3, кл. В 22 С 21/02, 1979.
V
«
5
Ф
Фаг.З Фиг.2 24 20 Фиг.
