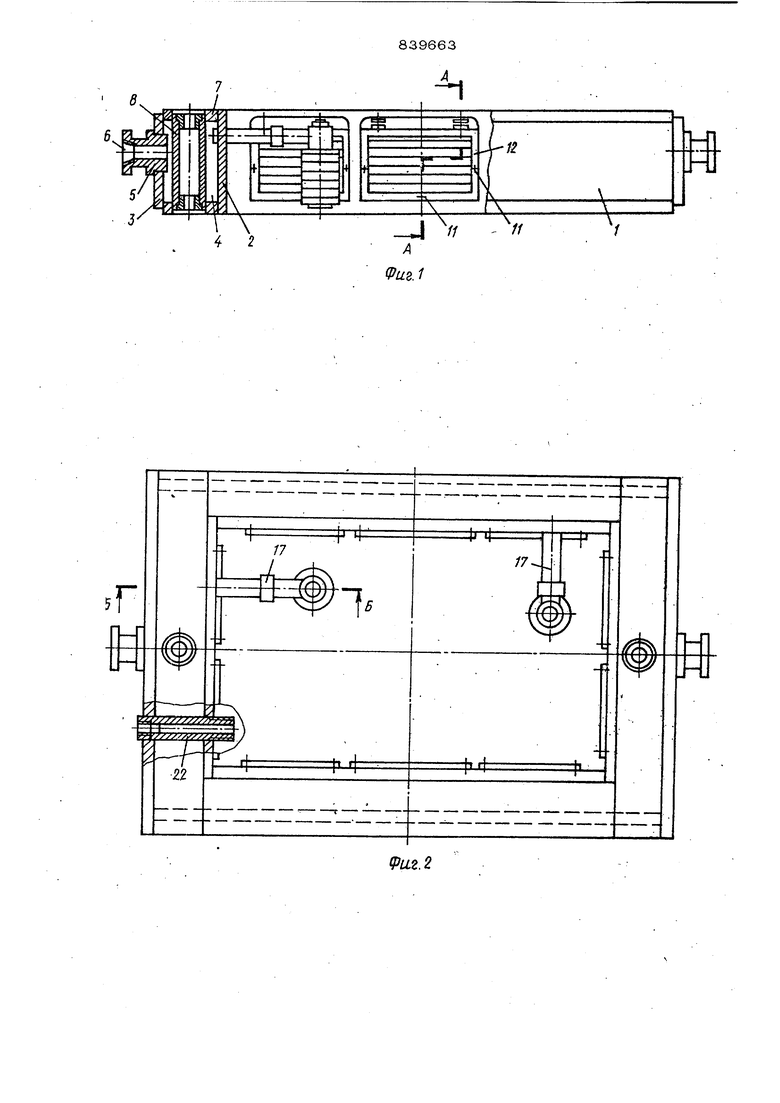
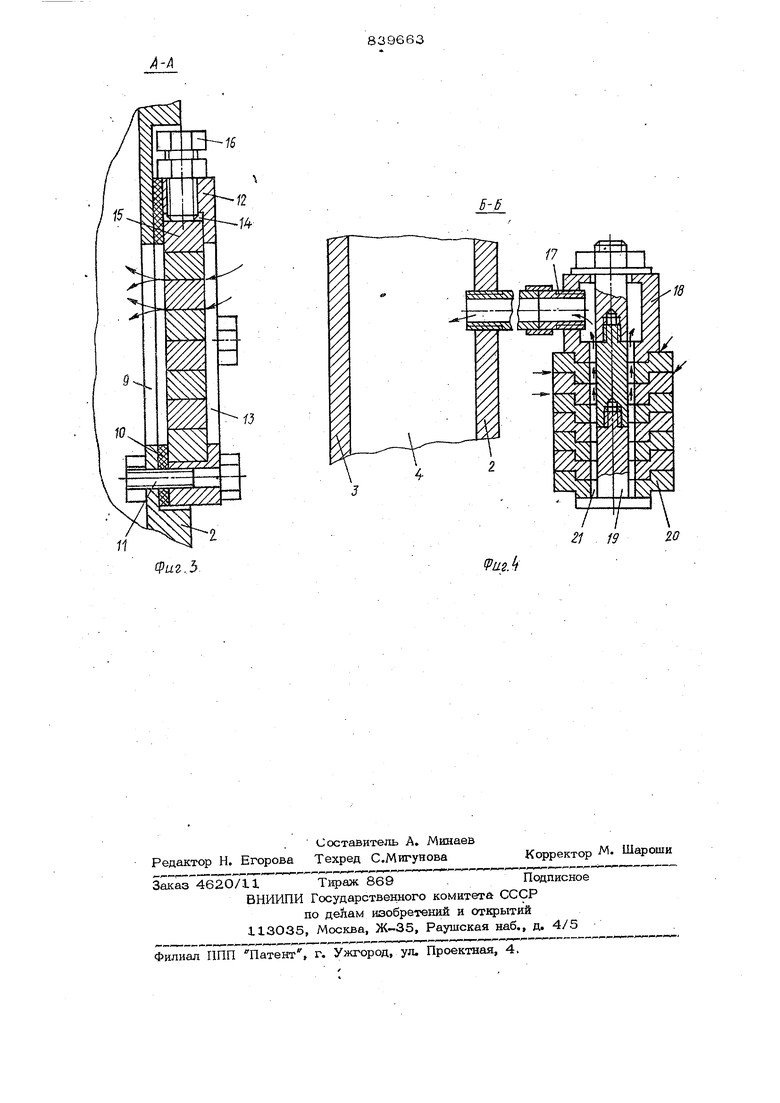
Изобретение относится к литейному производству, в частности к конструкция опок вакуумной формовки. Известны конструкции опок, в которы удаление воздуха для осуществления вакуумно-пленочного процесса производится с помощью-сетчатого фильтра, или же воздух удаляют из формы с помощью перфорированной трубки Недостатками этих конструкций является быстрый выход из строя фильтров которые засоряются формовочной смесью причем очистка фильтров является трудо емкой операцией. Известна также конструкция опоки, содержащая внутренние и наружные стен ки, образующие пустотелую полость, пластинчатые фильтры, расположенные на внутренних стенках и между ними, и фиксирующие элементы 2. Недостатком этой конструкции явл ется быстрый выход из строя перфорированных трубок из-за того, что перфорации засоряются формовочной смесью. причем очистка трубок трудоемка. Кроме того, не обеспечивается точная фиксация опок щри спаривании. Цель изобретения - улучшение условий обслуживания. Эта цель достигается тем, что опока снабжена патрубком для подачи на oi ливку охлаждающего агекга, располомсе ным между внутренней и наружной стенкой, щтьфями с наборными шайбами, причем фильтры, расположенные на внутренних стенках опоки, выполнены в виде съемных обойм, заполненных пластинами, фильтры, расположенные между внут реннимн стенками опоки, вьшолнены в виде корпуса, соединенного трубой с пустотелой замкнутой полостью, а на ксфпусе укреплены с помощью щтьгря наборные щайбы, образующие зазор со щтырем, при этом фиксирующиеэле ме№ты выполнены в виде втулок, установи ленных герметично в пустотелой замкнутой полости. На фиг. 1 изображена опока, общий вид, на фиг. 2 - то же, вид в плане, на фиг. 3 - сечение А-А на фиг. 1, на фиг, ,4 - сечение Б-Б на фиг. 2. Опока состоит иэ корпуса 1, внутренние 2 и наружные 3 стенки которого образуют замкнутую полость 4. На двух наружных- стенках 3 опоки укреплены друг против друга цапфы 5, имеющие отверстия 6 для подключения отсасываю щей системы. Между верхней и нижней стенками корпуса 1 укреплены в поса. дочных местах 7 втулки 8 для центрирования опок при установке их на подмодельную плиту и спаривания. На внугренних стенках 2 корпуса имеются окна 9 (фиг. 4), которые, через уплотнительлую проклад су Юс помощью винтов И перекрыты обоймами 12. Обойма 12 представляет собой прямоугольный лист с отверстием 13 и углублением 14, в которые вставлены пластины 15, перекрывающие пошюстью отверстие 13. С помощью винта 16 пластины 15 зажаты в обойме 12. На внутренних стенках 2 корпуса 1 имеются отверстия в которые ввернуты трубки 17. На другом конце трубки 17 закреплен пустотелый корпус 18, к которому с .ломощь составного штыря 19 крепятся фигурные наборные шайбы 20, фиксирующиеся по корпусу 18 и друг по.другу таким обра зом, что между их внутренней поверхностью и штырем 19 обеспечивается зазор 21. Между внутренней 2 и наружной 3 стенками корпуса 1 вварен патрубок 22 для подачи в форму охлаждающего агента, Опока эксплуатируется следующим образом. При подготовке ее к работе в тех местах, где необходим особенно интен- сщщый отсос воздуха из формы, например углубления в модели, устанавливаю с помощью трубок 17 набор шайб 20, количество которых зависит от конкрет ной отливки и может меняться за.счет составного штьфя 19. Если необходимости в установке наборных шайб 20 нет, то отверстия, в, которые вворачиваются трубки 17, глушат пробками . К яалфе 5 подключают шланги вакуумной системы (на чертежах не показано Отсасываемый .воздух проходит через аааоры между пластинами 15 Сфиг. 4) и через зазоры между наборными шадбами 2О (фиг. 3). Установку опоки на под модельную шшту и друг на друга производят с помощью штьфей по фиксирующим втулкам 8. После заливки формы в ее полость через патрубок 22 подают воздух или воду для интенсификации кристалл5аации и охлаждения отливки. Таких патрубков может быть несколько. Предлагаемая опока удобна в обслуживании, так как обоймы легко снимаются и очищаются от формовочного песка. Так же легко очищаются и пакеты щайб. Отсутствие ушей для фиксирующих элементов значительно сокращает габариты опоки, а наличие патрубка для подачи охлажденного агента ускоряет процесс кристаллизации и охлаждения отливок. Формула изобретения Опока для вакуумной формовки, содержащая внутре шие и наружные стенки, образующие пустотелую замкнутую полость, .пластинчатые фильтры, расположенные на внутренних стенках опоки и между ними, и фиксирующие элементы, отличающаяся тем, что, с целью улучшения условий обслуживания, она снабжена патрубком для подачи на отливку охлаждающего агента, расположенным между внутренней и наружной стенкой и штырями с наборными шайбами, причем фильтры, расположенные на внутренних стенках опоки, выполнены в виде съемных обойм, заполненных пластинами, фильтры, расположенные между внутренними стенками опоки,. выполнены в виде корпуса, соединенного трубой с пустотелой замкнутой полостью, а на корпусе укреплены с помощью штыря наборные шайбы, образующие зазор со штырем, при атом фиксирующие элементы вьшолн©ны в виде втулок, установленных герметично в пустотелой замкнутой полости. Источники информации, принятые во гашмание ири экспертизе 1.Кобринская Б. И. Технология и обсфудование для вакуумно-пленочного процесса. М., НИИмши, 1978, с. 8,25. 2.Патент СССР N 6137ОЗ/, кл. В 22 С 21/ОО, 1971.
2
ff - 11
А Фиг.1
| название | год | авторы | номер документа |
|---|---|---|---|
| Опока для вакуумной формовки | 1980 |
|
SU929307A2 |
| Способ вакуумной формовки и оснастка для его осуществления | 1986 |
|
SU1435372A1 |
| Автомат для литья в вакуумно-пленочные формы | 1985 |
|
SU1247151A1 |
| Опока для вакуумной формовки | 1986 |
|
SU1344502A1 |
| Опока для вакуумной формовки | 1987 |
|
SU1423264A1 |
| Литейная форма | 1982 |
|
SU1100039A1 |
| Способ изготовления литейных форм вакуумной формовкой и оснастка для его осуществления | 1989 |
|
SU1662739A1 |
| Автоматическая линия вакуумной формовки | 1982 |
|
SU1096033A1 |
| Оснастка для вакуумной формовки | 1981 |
|
SU975176A1 |
| Способ вакуумной формовки и оснастка для его осуществления | 1982 |
|
SU1052312A1 |
f5
Фиг. 5
Б-Б
21 19
Риг. 4
