(5) УСТРОЙСТВО для ВЫПОЛНЕНИЯ ВЕНТИЛЯЦИОННЫХ КАНАЛОВ В ЛИТЕЙНЫХ ФОРМАХ
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВЫПОЛНЕНИЯ ГАЗООТВОДНЫХ КАНАЛОВ В ЛИТЕЙНОЙ ФОРМЕ | 2019 |
|
RU2704776C1 |
| Автоматическая литейная линия | 1988 |
|
SU1567322A1 |
| Автоматическая литейная линия | 1979 |
|
SU846103A1 |
| Автоматическая линия для производства многономенклатурного литья | 1980 |
|
SU942882A1 |
| КОКИЛЬ | 1989 |
|
RU2067915C1 |
| Способ литья под давлением и устройство для его осуществления | 1982 |
|
SU1303259A1 |
| ОСНАСТКА ДЛЯ ВАКУУМНОЙ ФОРМОВКИ | 1993 |
|
RU2067039C1 |
| Автоматическая литейная линия | 1977 |
|
SU806257A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ХОЛОДИЛЬНЫХ ПЛИТ ДЛЯ ДОМЕННЫХ ПЕЧЕЙ (ВАРИАНТЫ) | 2018 |
|
RU2699430C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ ФОРМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2472600C1 |
1
Изобретение относится к литейному производству, в частности к устройствам для выполнения вентиляционных каналов в литейных формах из песчаноглинистых смесей, изготовленных на автоматических формовочных линиях.
Известно устройство для выполнения вентиляционных каналов в литейной форме, которое содержит траверсу, приводимую в движение пневмоцилиндром, и плиты с отверстиями для размещения душников, закрепленных в обоймах с помощью стопоров .
Наиболее близким по технической сущности и достигаемому эффекту является устройство для выполнения вентиляционных каналов, содержащее основание с несущей плитой, подъемноопускающие механизмы со штоками и закрепленными в них рабочими инструментами, и элементы крепления 2.
Переналадка такого устройства на форму, выполненную по другой модели, очень сложна и требует больших переделок. Устройство предназначено для работы на автоматической линии, выпускающей только одно наименование литья.
Цель изобретения - повышение универсальности устройства и его быстропереналаживаемости для выполнения вентиляционных каналов в формах с различной И быстроизменяемой номенклатурой литья, изготовленных ареиму- щественно на автоматических линиях.
Указанная цель достигается тем, что устройство для выполнения вентиляционных каналов, содержащее основание с несущей плитой, подъемно-опускающие механизмы со штоками и закрепленными в них рабочими инструментами и элементы крепления, снабжено программатором, предназначенным для выборочного включения подъемно-опускающих механизмов, установленных посредством переходных втулок с фиксаторами и ограничителями на несущей плите, выполненной с отверстиями одного размера с минимальным шагом между ними, равным расстоянию от оси элементов крепления подъемно-опускающего механизма до оси его штока.
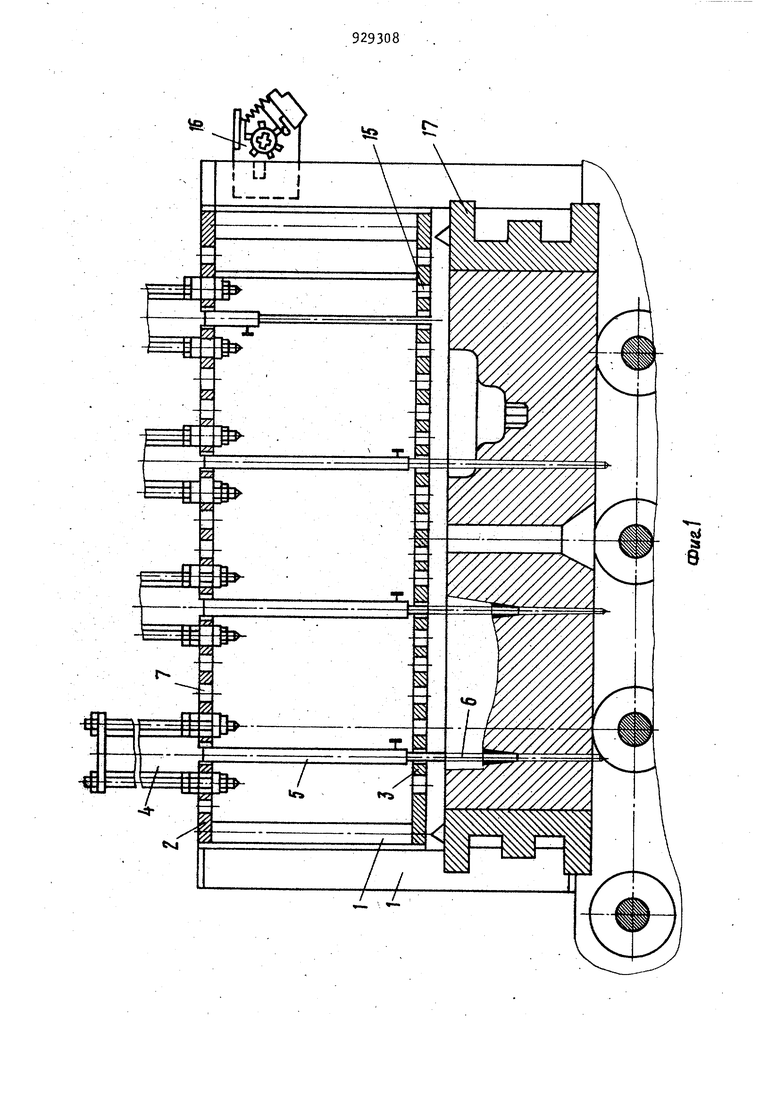
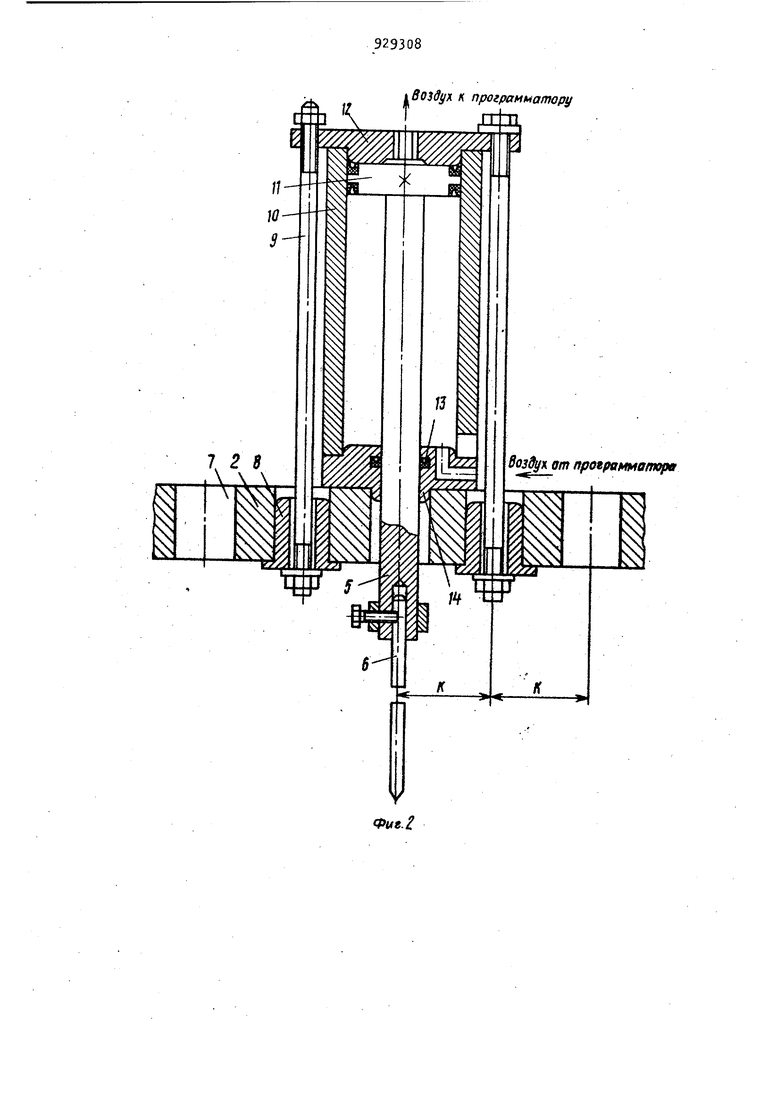
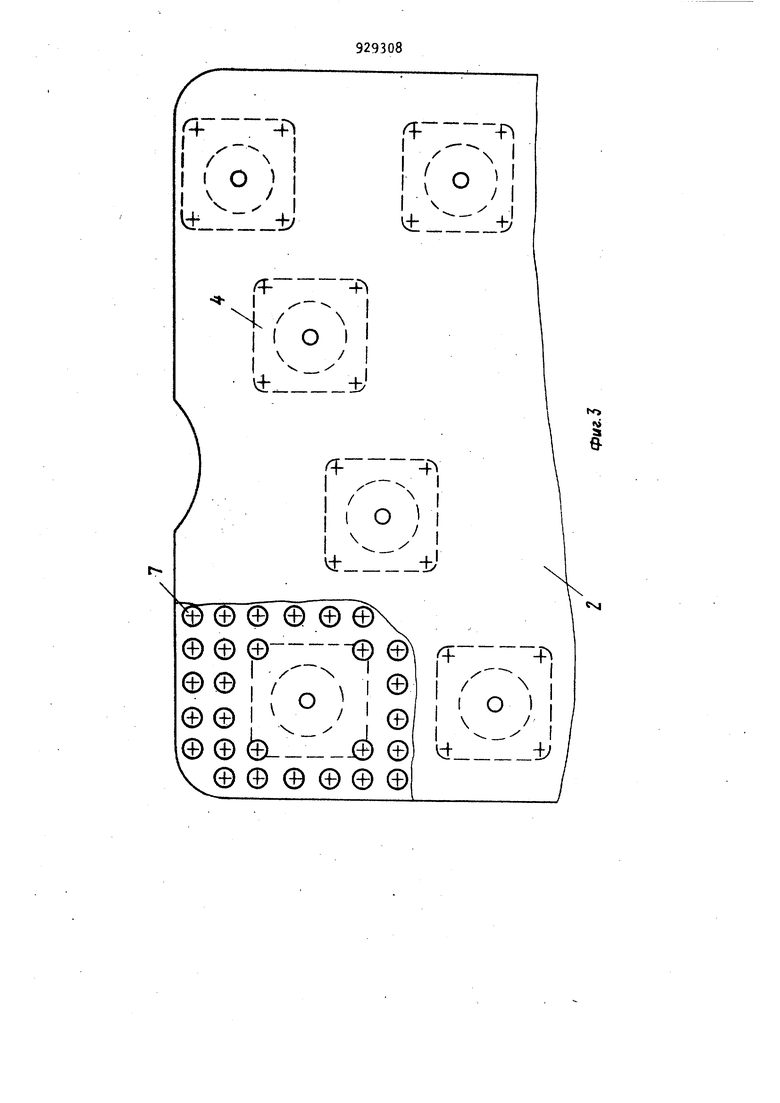
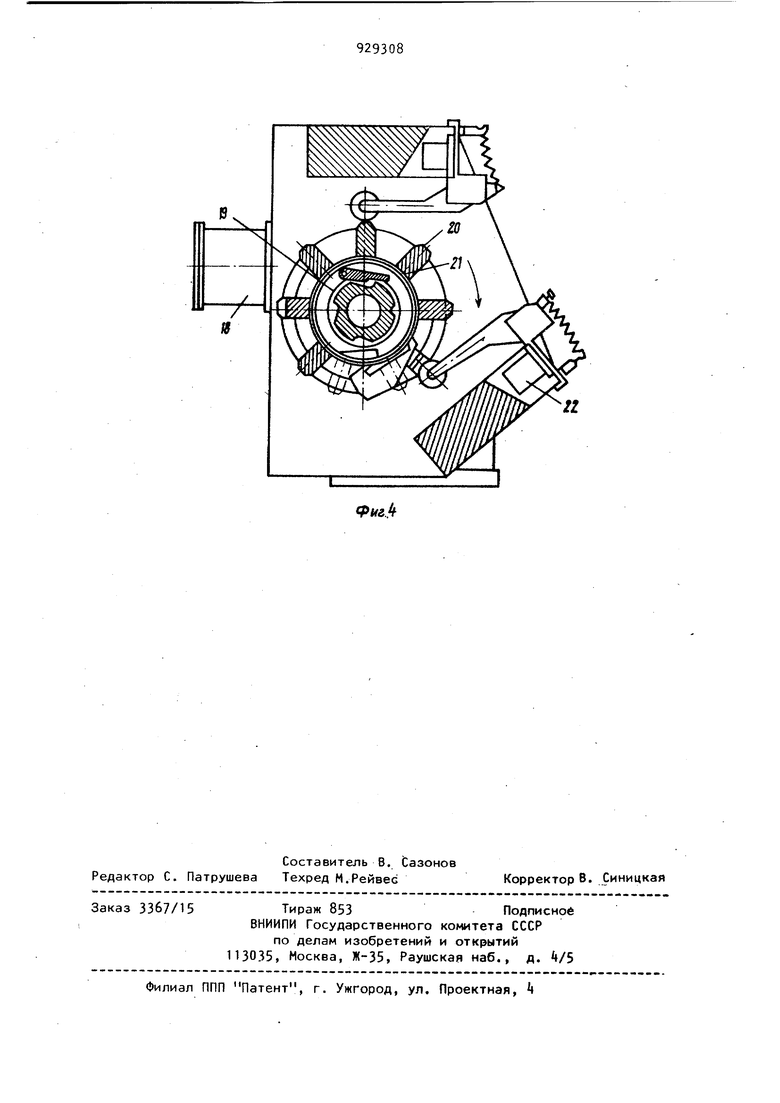
На фиг. 1 дано устройство для выполнения вентиляционных каналов в литейных формах, общий вид; на фиг. 2 подъемно-опускающий механизм (пневмопривод в разрезе), закрепленный на горизонтальной плите; на фиг. 3 - вид в плане на устройство; на фиг. программатор.
Устройство (фиг. 1) состоит из основания 1, выполненного из несущей плиты 2 и направляющей плиты 3, соединенных между собой На несущей плите 2 закреплены подъемно-опускающие механизмы 4 (например пневмоцилиндры) с подвижными штоками 5, в которых закреплен рабочий инструмент (душник) 6.
Несущая плита 2 (фиг. 2) снабжена отверстиями 7 одинакового диаметра, выполненными с минимально допустимым шагом К. Для крепления подъемно-опускающих механизмов устройство снабжено переходными втулками 8 с ограничителями, выполненными в виде буртов .и элементами 9 крепления, например шпильками. Подъемно-опускающие механизмы пред ставляют собой поршневой привод, вклю чающий цилиндр 10, поршень 11, шток 5, крышку 12 и крышку 13с фиксирующим выступом 14. Направляющая плита 3 (фиг. 1) снабжена отверстиями 15 для прохождения рабочих инструментов. Эти отверстия выполнены по такой же координатной сетке, что и .отверстие 7 в несущей плите 2. Устройство для выполнения вентиляционных каналов в литейных формах снабжено также (фиг. 1) программатором 16 для выборочного включения групп подъемно-опускающих механизмов в зависимости от быстроменяющейся номенклатуры литья в очередной полуформе 17. Программатор (фиг. 4) состоит из привода 18, барабана 19 с быстросменными пластинами 20, храпового механизма 21 и коробки с автономными распределительными клапанами 22. Устройство работает следующим об- 55
разом.
Полуформа 17 транспортным средством, например рольгангом, подается на
позицию,выполнения вентиляционных каналов И строго фиксируется. С помощью программатора 1б включается та группа подъемно-опускающих механизмов t, которая необходима для выполнения вентканалов именно в данной полуформе с заданной номенклатурой литья. Если следующая полуформа, изготовленная, например на многопозиционном формовочном автомате по скользящей оснастке, отличается по номенклатуре литья от предыдущей, то в устройстве, с помощью программатора (по команде) включится другая группа подъемноопускающих механизмов и их рабочие инструменты 6 выполнят вентканалы уже в других, заранее заданных местах. При этом от кома.нды привод 18 программатора поворачивает барабан 19 на один шаг. Запрограммированные при помощи выступов и впадин быстросменные пластины 20 при их повороте вместе с барабаном нажимают те распределительные клапаны 22, которые
каналы; упростить переналадку устройства при смене номенклатуры литья и тем самым сократить потери рабозапрограммированы на данную номенклатуру литья. Соответственно каждый нажатый клапан 22 подает сжатый возДУХ (масло) в тот подъемно-опускающий механизм i, который обеспечивает выполнение вентканала в необходимом месте, очередной полуформы. Если изготавливаемая номенклатура литья потребует выполнения вентканалов в других местах полуформы неохваченных данкой настрюйкой, то соответствующий подъемно-опускающий механизм 4 демонтируется и устанавливается в нужное место. При этом, поскольку все отверстия равны по диаметру, механизм k своим фиксирующим выступом 1k в крышке 13 может устанавливаться в любое нужное отверстие, а соседние с ним отверстия в этом случае служат для крепления подъемно-опускающего механизма с помощью переходных втулок 8 и элементов крепления 9.. Универсальное использование отверстий для крепления подъемноопускающих механизмов j и прохождеиия рабочего инструмента 6, позволяет значительно уменьшить шаг между рабочими инструментами и тем самым свести к минимуму участки форм, где невозможно выполнить вентиляционные чего времени; упростить конструкцию устройства. Испытания устройства в условиях действующего производства подтвердили надежность его работы и быстро переналаживаемость. Экономический эффект предложенно го устройства составляет 100,0 тыс руб. Формула изобретения Устройство для выполнения вентиляционных каналов в литей-ных формах содержащее основание с несущей плитой, подъемно-опускающие механизмы со штоками и закрепленными в них рабочими инструментами и элементы 84 крепления, отличающе я тем, что, с целью обеспечения универ сальности и упрощения переналадки, оно снабжено программатором для выборочиого включения пбдъемно-опускающих механизмов, установленных посредством переходных втулок с ограничителями и фиксаторами нэ несущей ллите, выполненной с отверстиями одного размера с минимальным шагом между ними, равным расстоянию от оси элементов крепления подъемно-опускающего механизма до оси его штока. Источники информации, принятые во внимание, при экспертизе 1. Японии N kB-kQS30, кл. А 232 (В 22 С 23/00), 1973. 2.Патент Японии К 6-290Й, кл. А 232 (В 22 С 23/00), 1973.
Bosffyx к программатору
Воздух, от пр09(
