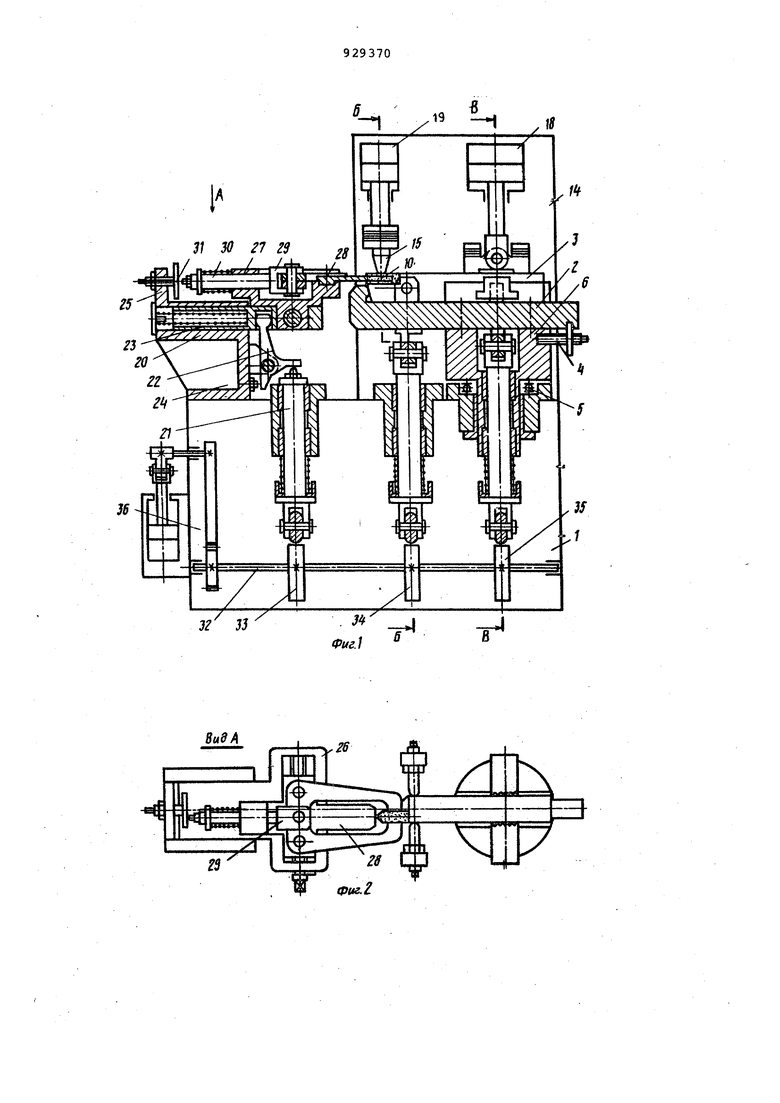
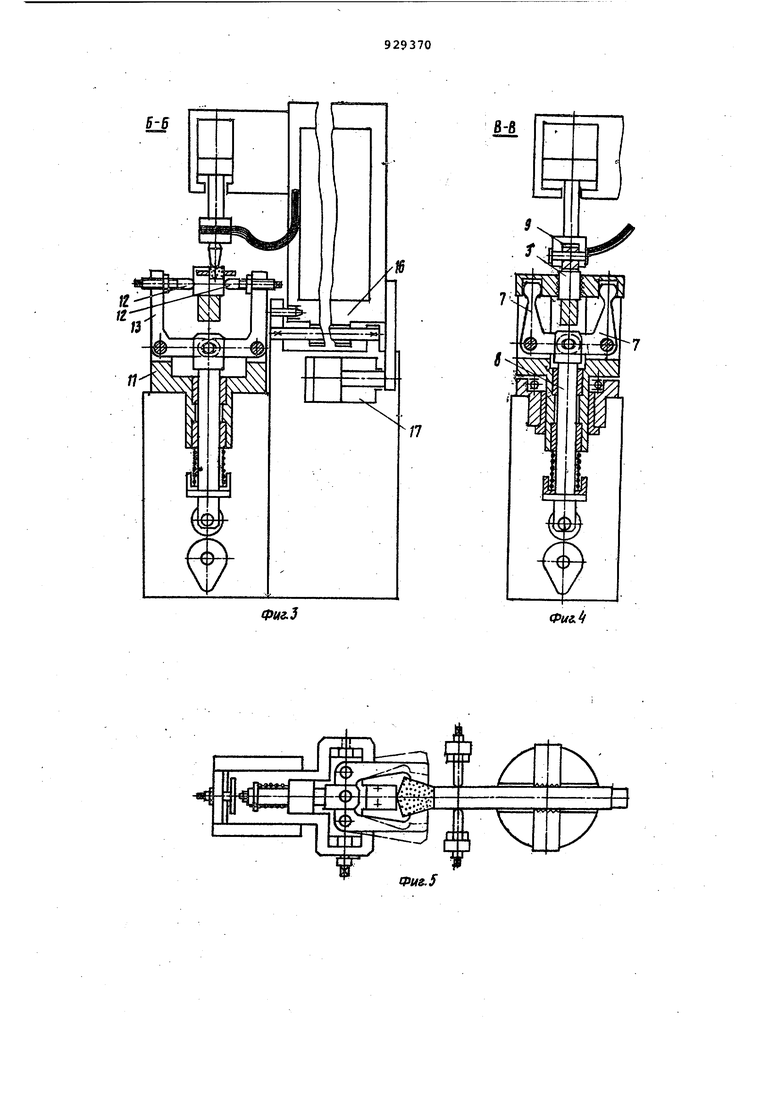
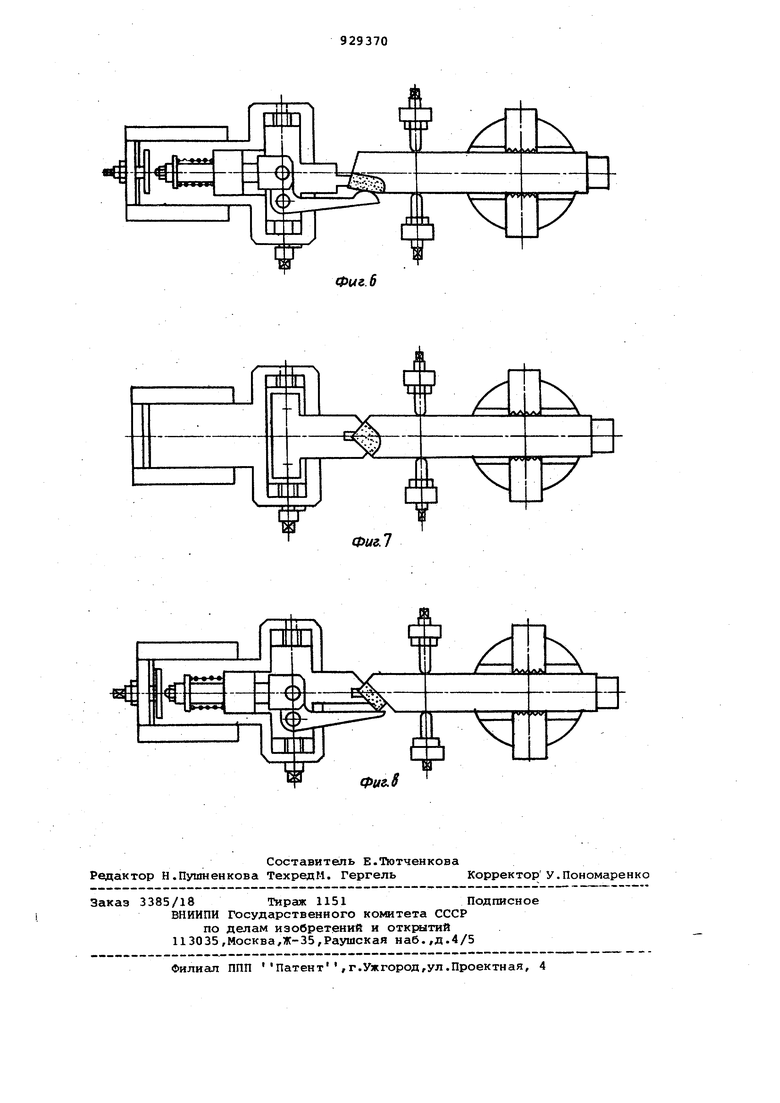
(54) УСТРОЙСТВО ДЛЯ КРЕПЛЕНИЯ ПОД ПАЙКУ ТВЕРДОСПЛАВНОЙ ПЛАСТИНЫ К ДЕРЖАВКЕ РЕЖУЩЕГО ИНСТРУМЕНТА Изобретение относится к пайке и може быть использовано в инструментальном производстве для пайки твердосплавных пластин к державкам режущег инструмента. Известно устройство для высокочастотной пайки пластин с державками Известное устройство содержит станину с приводной планшайбой, механизм ориентации пластины относительно дер жавки, индуктор для нагрева под пайку, узел крепления пластины к державке, при этом механизм ориентации пластины выполнен. в виде приводного ползуна,смонтированного на станине i Недостатками известного технического решения являются недостаточная точность ориентации пластины относительно державки и невысокая производительность. Известно также устройство для )Скрепления под пайку твердосплавной пластины к державке режущего инструмента, содержащее смонтированный на станине стол и электроды - прижимы 2). Недостатками известного технического решения являются невысокая т.очность ориентации пластин относительно державки и невысокая производительность. Цель изобретения - повышение точ-, ности ориентации твердосплавной пластины относительно державки. Цель достигается тем, что устройство, содержащее смонтированный на станине стол и электроды-прижимы, снабжено кулачковым распределительным валом и смонтированными на связанных с кулачками вала подпружиненных штоках, продольные оси которых лежат в одной плоскости, рычажными механизмами зажима и ориентации державки и центратором пластины, выполненным в виде сменного ориентатора и поворотного кронштейна с горизонтальным ползуном, установленным с возможиостью взаимодействия со сменным ориентатором.при этом рычажный механизм зажима державки смонтирован на столе с возможностью синхронного поворота вокруг вертикальной оси, а механизм ориентации снабжен регулируеьвлет поперечными упорами, установленными на рычагах. Кроме того, сменный ориентатор снабжен закрепленным в его корЛУсе продольным фиксатором пластины, торцовым упором и поперечным центратором со штоком, установленным с возможностью взаимодействия с указанным упором. При этом электроды-прижимы установлены с возможностью одновременного возвратно-поступательного поочередкого перемещения и поочередного вертикального перемещения. На фиг.1 показано устройство, вид спереди, разрез по продольной оси нафиг.2 - вид А на фиг.1; на фиг.З разрез Б-Б на фиг.1; на фиг. 4 - раз рез В-В на фиг.1; на фиг.5-8 - вариа ты выполнения сменных ориентаторов. На станине 1 смонтирован стол 2, выполненный с возможностью возвратно-поступательного перемещения в горизонтальной плоскости вдоль продоль ной оси устройства в зависимости от длины устанавливаемой державки 3 посредством регулятора 4. Стол 2 дополнительно имеет возможность поворота вокруг вертикальной оси благодаря шариковьдм направляющим 5. Внутри стола 2 смонтирован рычажный механизм зажима державки 6, содержащий самоцентрирующий механизм зажима 7 и вертикальный подпружиненный шток 8. Рычажный механизм 6 предназначен дл зажима державки 3 на столе 2 в гори.зонтгшьной плоскости. В вертикальной плоскости положение державки 3 на столе 2 фиксируется электродом-прижи мом 9, выполняющим одновременно фун ции электрода при прихватке пластины к державке 3. Рычажный механизм зажи ма 6 выполнен с возможностью синхрон ного поворота со столом 2 вокруг вер тикальной оси. Перед рычажным механизмом зажима 6 в станине 1 смонтирован рычажный, механизм ориентации 11 державки по продольной оси устройства, выполненный конструктивно аналогично рычажному механизму зажима 6, но, в отличие от последнего/ содержащий регулируемые поперечные упоры 12, установленные на рычагах 13. . Над столом 2 установлено устройство для предварительного соединени пластины 10 и державки 3 перед пайк например аппарат для точечной сварки 14, один электрод-прижим 9 которого контактирует с обработанной поверхностью державки 3, а другой электрод прижим 15 контактирует с пластиной 10. Контакт электрода-прижима 9 с о работанной поверхностью державки 3 дает возможность уменьшить и стабилизировать величину переходного сопротивления, что в конечном итоге способствует повыиению стабильности предварительного крепления пластины 10. Аппарат для точечной сварки 14 смонтирован на подвижном суппорте 16 с силовым цилиндром 17. Электроды-прижимы 9 и 15 выполнены с возможностью одновременного или поочеедного вертикального перемещения т силовых цилиндров соответственно 18 и 19. Усил: е прижима каждого из лектродов-прижимов 9 и 15 устанавлиается раздельной настройкой от идрооборудования всего устройства. одвижность аппарата для точечной варки 14 исключает механические оздействия на пластину 10 и державку 3, которые вплоть до удаления их з устройства после соединения остаются неподвижными. Перед столом 2 на станине 1 смонтирован центратор пластины 20, продольная ось которого совпадает с продольными осями рычажных механизмов зажима 6 и ориентации 11 державки 3. Центратор пластины содержит вертикальный подпружиненный шток 21, поворотный кронштейн 22, подпружиненный ползун 23 и регулируемый упор 24. В корпусе 25 предусмотрен монтаж сменного ориентатора 26, (фиг.5 - 8). Выбор того или иного сменного ориентатора 26 определяется геометрией пластины 10, державки 3 и их относительным расположением, т.е. конкретным типом режущего инструмента. В корпусе 27 сменного ориентатора 26 смонтированы фиксатор 28 и поперечный центратор 29 с подпружиненным штоком 30 и торцовый регулируемый упор 31. Предусмотрена синхронная поперечная подвижка фиксатора 28 и центратора 29. Работой рычажных механизмов зажима 6 и ориентации 11 державки 3, центратора пластины 20 управляет кулачковый распределительный вал 32, содержащий кулачки 33 - 35, а также привод 36. Устройство работает следующим образом. Державка 3 с пластиной 10 устанавливается на стол 2 в поссщочное место рычажного механизма згикима 6. При вращении вала 32 приводом 36 кулачок 35 освобождает поджатый вверх подпружиненный шток 8, в результате рычажный механизм зажима 6 зажимает державку 3. При этом осуществляется предварительная ориентация державки 3 по продольной оси. К этому времени кулачок 34 начинает освобождать поджатый вверх подпружиненный шток 37, сводя при этом регулируемые поперечные упоры 12. В процессе ориентации зажатая державка 3 совместно со столом 2 может поворачиваться по направляющим. 5 .После зажима державки 3 регулируемыми поперечными упорами 12 в зоне крепления пластины 10, ориентация державки 3 закончена. При дальнейшем вращении вала 32 кулачок 33 освобождает поджатый вверх подпружиненный шток 21 центратора пластины 20, в результате чего поворотный кронштейн 22 поворачивается (по часовой стрелке в плоскости фиг.1) до соприкосновения с регулируемым упором 24, тем самым перемещая подпружиненный ползун 23 со сменным ориентатором 26 в направлении рластины 10. Подпружиненный шток 30 прижимается к торцевому регулируемом упору 31, что приводит ксрабатыванию центратора 29 и соответствующей поперечной подвижке пластины 10 в посадочном месте державки 3 (осуществляется поперечная ориентация пластины в державке). Одновременно при продольном перемещении сменного ориентатора фиксатор 28 осуществляет продольную ориентацию пластины 10 относительно державки 3. После последовательного автоматического выполнения операций зажима . державки, ее ориентации, операций поперечной и продольной ориентации пластины относительно державки, авто матическим включением привода суппор та 16 аппарата для точечной сварки 14 осуществляется одновременный подвод электродов 9 и 15, прижим ими сверху державки 3 к столу 2 (электро дом 9) и пластины к державке (электродом 15). ilo окончании опергщии при :жима электродами 9 и 15,кулачки 35, и 33 последовательно поджимают вверх подпружиненные штоки 8,37 и 21, освобождая ранее зажатые державку и пластину. Затем выполняется операция точечной сварки, чем обеспечивается крепление пластины 10 к державке 3 под последующую пайку. Практическое применение предлагаемого технического решения позволяет повысить точность сборки пластины и державки, при одновременном повышени производительности. Формулаизобретения 1. Устройство для крепления под пайку твердосплавной пластины к державке режущего инструмента, содержа; щее смонтированный на станине стЪл и электроды-прижикы, отличающееся тем, что, с целью повыыения точности ориентации пластины, относительно державки, устройство снабжено кулачковым распределительным валом и смонтированными на связанных с кулачками вала подпружиненных штоках, продольные оси которых лежат в одной плоскости, рычажными механизмами зажима и ориентации державки и центратором пластины, выполненным в виде сменного ориентатора и поворотного кронштейна с горизонтальным ползуном, установленным с возможностью взаимодействия со сменным ориентатором, при этом механизм зажима державки смонтирован на столе с возможностью синхронного поворота вокруг вертикальной оси, а механизм ориентации снабжён регулируемыми поперечными упорами,закрепленными на рычагах. 2.Устройство ПОП.1, отли чающееся тем, что сменный ориентатор снабжен закрепленным в его корпусе продольным фиксатором пластины, торцовым упором и поперечным центратором со штоком, установленным с возможностью взаимодействия с упором. 3.Устройство по П.1, о тл и ч аю щ е е с я тем, что электроды-прижимы установлены с возможностью одновременного возвратно-поступательного поперечного перемещения и поочередного вертикального перемещения. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР 249909, кл. В 23 К 31/04, 06.06.67. 2.Имшенник К.П. и др. Технология пайки твердосплавного инструмента. М., 1954, с.93 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для напайки твердосплавных пластин на державку режущего инструмента | 1981 |
|
SU965678A1 |
| УСТРОЙСТВО для СБОРКИ и СВАРКИ ИЗДЕЛИЙiczcosciiA:^]-^ n.\T^ilTi!!5 •<^т:::/;ИЧЕскАП•i'ioAilOTcKA | 1965 |
|
SU174294A1 |
| Станок для пайки твердосплавных пластин к режущему инструменту | 1974 |
|
SU503680A1 |
| Устройство для пайки пластинок на зубья дисковой пилы | 1985 |
|
SU1311879A1 |
| Устройство для пайки твердосплавных пластин с державками режущего инструмента | 1978 |
|
SU740449A1 |
| УСТРОЙСТВО для СБОРКИ и ПАЙКИ ТВЕРДОСПЛАВНЫХ ПЛАСТИН С ДЕРЖАВКАМИ РЕЖУЩЕГО ИНСТРУМЕНТА | 1969 |
|
SU253561A1 |
| УСТРОЙСТВО ДЛЯ СБОРКИ И ПАЙКИ | 1967 |
|
SU194529A1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПРОСТРАНСТВЕННЫХ АРМАТУРНЫХ КАРКАСОВ | 1971 |
|
SU321330A1 |
| Автомат для обработки и контроля деталей | 1988 |
|
SU1609539A1 |
| Клещевая подача для универсально-гибочных автоматов с приводом от центральной шестерни | 1987 |
|
SU1547916A1 |
Вид A
0ue.Z
6-5
А
Oul АШ
999
