Изобретение относится к обработке металлов давлением, в частности к холодной прокатке тонких полос.
Известно устройство регулирования при прокатке тонких полос, со-, держащее систему гидроцилиндров, ус тановлёниых в подушках опорных и рабочих валков, осуществляющих противоизгиб валков 13.
Недостаткеини данного устройства являются ограниченность . регулирования по виду дефекта, обусловленная невозможностью выборочного регулирования форма .активного зазора между валками, большая непроизводительность затрат энергии вследствие деформации крупногабаритных деталей (валков), тяжелые условия работы валков и валковых подшипников ввиду дополнитель-: ных нагрузок от системы противоизгиба, ограниченность использования устройства. Оно приемлемо лишь для валков с отношением длины образующей к диаметру более 5.
Известно устройство для регулирования формы тонколистового проката, содержащее основные нажимные роликовые узлы, имекщие возможность перемещаться в вертикальной плоскости, и неподвижный вспомогательный ролик C2J,
Недостатками известного усо йства являются ограниченность регулирования по виду дефекта, в -связи с малым количеством регулирующих роликов, высокие непроизводительные затраты энергии из-за больщой удаленности от очага деформации места приложения регулирукщего усилия, приемлемость для регулирования фоЕялы полос шириной более 800 мм расстояния от места воздействия до клети, т.е. только широких полос.
Целью изобретения является повышение эффективности регулирования за 15 счет приближения места приложения регулирукщего усилия к очагу деформации, а также удобство заправки полосы в стан.
Поставленная цель достигается тем, что в устройстве для регулирования формы тонколистового проката, содержащем основные роликовые узлы, имеющие возможность перемевдаться в вертикёшьной плоскости, и неподвижный вспомогательный ролик, нажимнью роликовые узлы устройства выполнены в виде пар роликов, один из которых опирается на рабочий валок, а второй- на прокатываемую полосу, собранных в обойме, которые закреплены на концах приводных штоков, а нажимные роликовые узлы смонтированы на привод ной поворотно-направляющей плите.
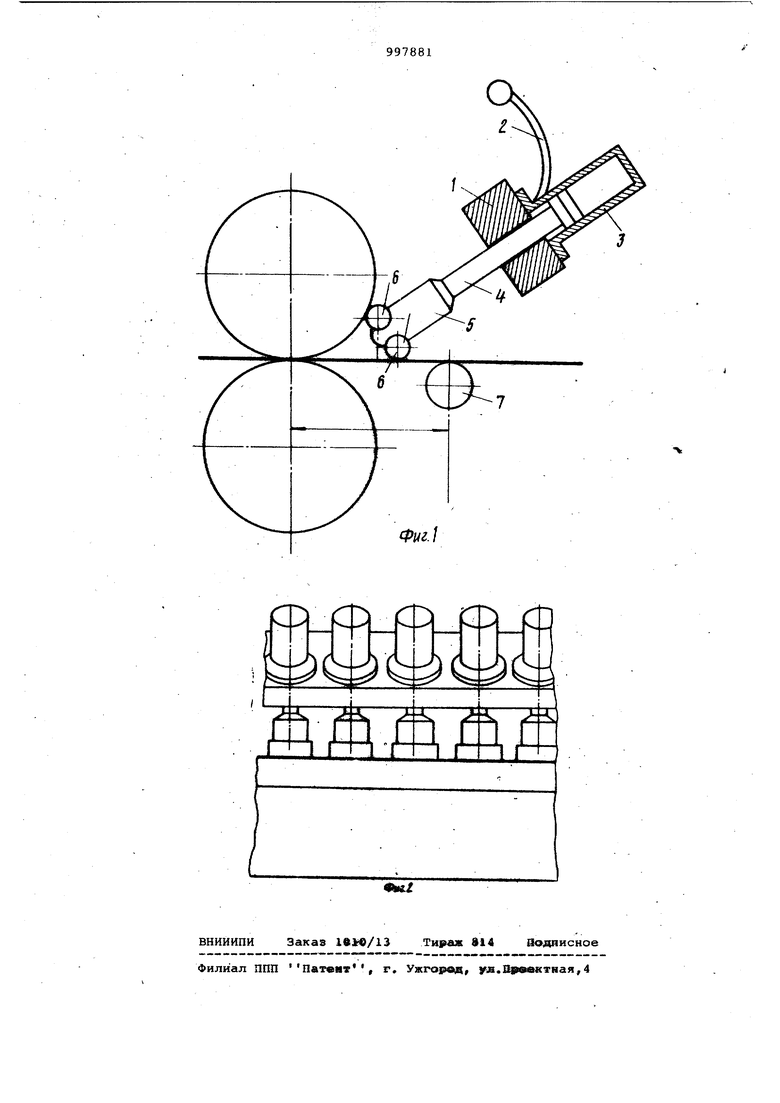
На фиг. 1 представлено устройство , разрез; на фиг. 2 - то же, вид сзади.
На поворотно-направляющей плите 1 которая закреплена на шарнирных кронштейнах 2 и фиксируется в рабочем положении замками, установлены гидравлические цилиндры 3, количество которых выбирается в зависимости от числа участков полосы, на KOToptirx необходимо регулирование формы. Шток 4 гидравлических цилиндров направлены а очаг деформации и заканчиваются обоймой 5, содержащей по два нажимных ролика 6, один из которых опирается на рабочий валок стана, второй на полосу. Установка штоков под острым углом к полосе в направлении очага деформации позволяет максимально приблизить точку приложения усилия воздействия к вертикальной оси валков, а нали-чие двух опорных роликов исключает проскальзывание и порчу полосы и валков.
Устройство выполняется в зависимости от спектра ширин прокатываемых полос и размеров валков выбирается длина образующей и диаметр нажимных роликов, которые определяют размеры обоймы. Усилия, необходимые для регулирования формы, обусловливают выбор гидравлических цилиндров, а диаметры штоков находят из условия устойчивости стержня.
В лаборатории пластической деформации металлов Института металлургии УНЦ АН СССР выполнена § опробована на прокатнеян стане ЦКБММ-35 рычажная модель предлагаемого устройства применительно к полосам шириной 100-150 мм. При прокатке этих полос регулирование осуществляли на трех участках ширины. В качестве детектора формы применяли секционный измеритель натяжения СИН УНЦ АН СССР
Устройство регулирования формы тонколистового проката работает следующим образом.
Детектор формы полосы определяет наличие и -степень искажения формы, а также место его расположения по ширине полосы. Сигналы от детектора поступают в управлякядее устройство.
которое с помощью системы члапанов подает необходимое давление в цилиндр, расположенный над дефектные участком. Цилиндр приводит в движение шток с роликовой обоймой и ролик, который опирается на полосу, давит на дефектный участок, создавая дополнительное усилие натяжения, приводящее к исправлению дефекта.
По сравнению с известным устройство имеет следующие преимущества.
Устройство имеет достаточную избирательность для устранения любого дефекта формы.
Практически вся энергия идет на регулирование, так как прикладывается непосредственно к полосе.
Регулирующее воздействие на агрегаты стана отрицательных влияний не оказывают.
Устройство применяемо на любых станах и при любых ширинах полос.
Изготовление и установка устройства не потребует больших материальных затрат.
Формула изобретения
1.Устройство для регулирования формы тонколистового проката, содержащее основные нажимные роликовые узлы, имеющие возможность перемещаться в вертикальной плоскости, и неподвижный вспомогательный ролик, отличающееся тем, что, с целью повышения эффективности регули рования за счет приближения места приложения регулирующего усилия к очагу деформации, нажимные роликовые узлы устройства выполнены в виде пар роликов, один из которых опирается
на рабочий вешок, а второй - на прокатываемую полосу, собранных в обоймы, которые закреплены на концах приво;йых штоков.
2.Устройство по п. 1, о т л ичающееся тем, что, с целью удобства заправки, полосы в стан, нажимные роликовые узлы смонтированы на приводной поворотно-направляющей плите.
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР . 360989, кл, В 21 В 37/00, 1970.
2. Патент США 4033165, кл. В 21 В 15/00, опублик. 1977.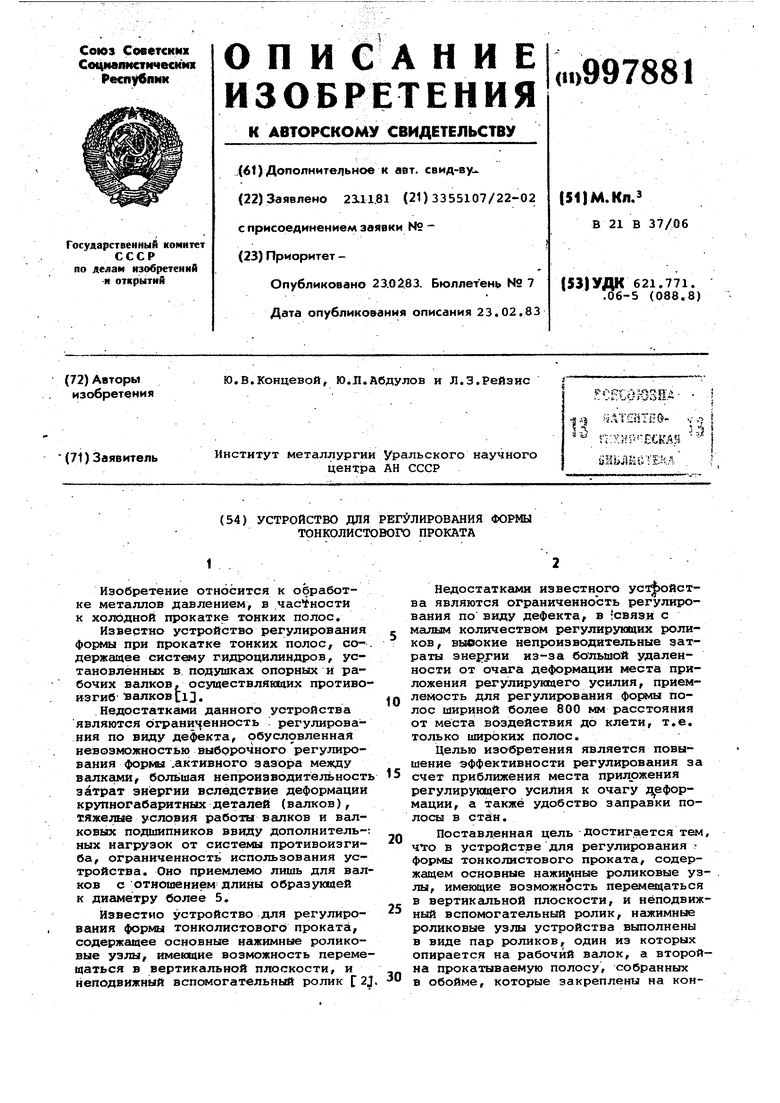

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ регулирования формы тонколистового проката | 1981 |
|
SU990359A1 |
| Узел натяжных роликов тонколистового прокатного стана | 1983 |
|
SU1131571A1 |
| Прокатная клеть | 1983 |
|
SU1077673A1 |
| Прокатная клеть | 1983 |
|
SU1072934A1 |
| Способ прокатки широких полос илиСТОВ | 1979 |
|
SU839625A1 |
| Способ прокатки полос | 1990 |
|
SU1761314A1 |
| Клеть стана для прокатки полосы | 1979 |
|
SU789169A1 |
| Рабочая клеть прокатного стана | 1982 |
|
SU1037978A1 |
| СПОСОБ ПРОДОЛЬНОЙ ПРОКАТКИ И КЛЕТЬ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2146971C1 |
| Способ регулирования толщины полосы при прокатке | 1978 |
|
SU772635A1 |