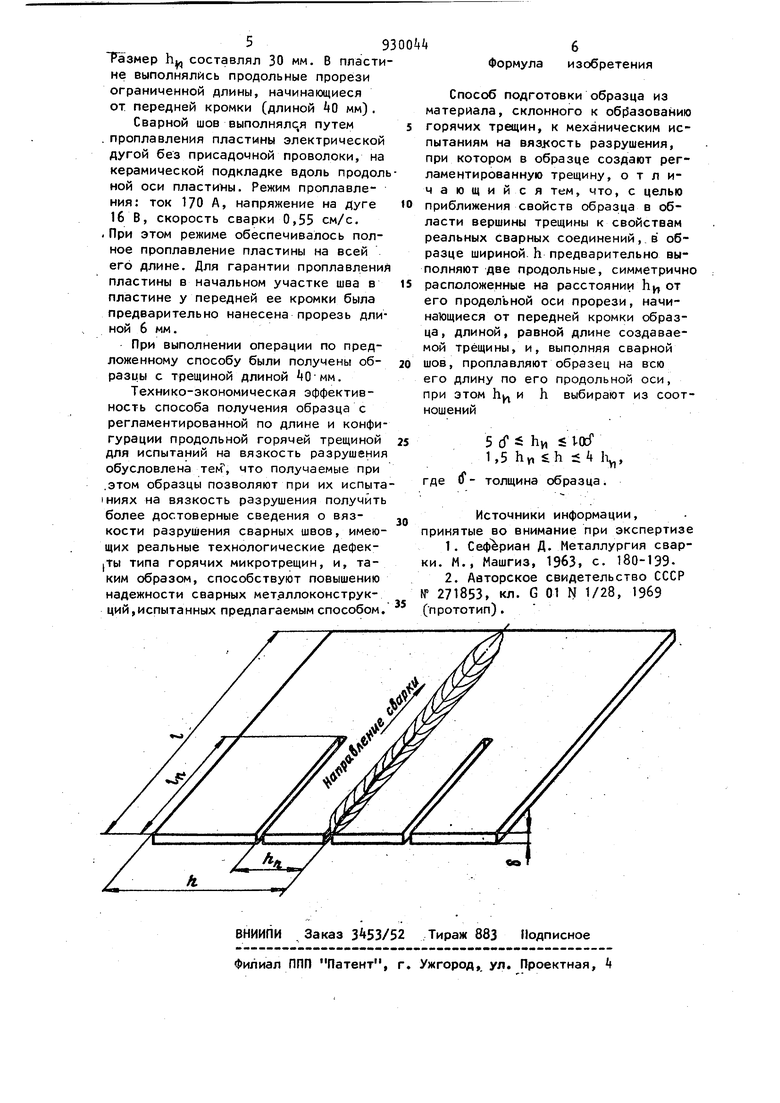
Эта цель достигается тем, что согласно способу подготовки образца из материала, склонного к образованию горячих трещин, к механическим испытаниям на вязкость разрушения, при котором в образце создают регла ментированную трещину, в образце шириной h предварительно выполняют две продольные, симметрично располо женные на расстоянии hy, от его про дольной оси прорези, начинающиеся от передней кромки образца, длиной, равной длине создаваемой трещины, и выполняя сварной шов, проплавляют образец на всю его длину по его продольной оси, при этом hy, и h вы бирают из соотношений 5cf h, lod 1,5 / h, где О - толщина образца. На чертеже представлен образец, изготовленный предлагаемым способом. Образец представляет собой прямо угольную пластину. Предварительно в образце выполняют продольные симметрично расположенные прорези з данной длины. Сварной шов накладывают по продольной оси пластины с полным проплавлением. Образование горячей тре щины в таком образце достигается за счет высокого темпа деформаций металла сварного шва в температурном интервале хрупкости. Экспериментальный и расчетный анализ технологической прочности металлов при сварке показывает, что темп внутренних высокотемпературных деформаций металла шва в значительной мере зависит от жесткост -свариваемых элементов. При проплав лении пластин стыковым швом темп деформаций оказывается в значитель ной мере различным в областях шва начальном его участке (находящемся между прорезями) и во второй части шва (дальше прорези). В значительной мере это связано с большими поперечными перемещениями полупластин, разделенных высокотемпературной частью шва. В результат неравномерного нагрева полупластин они изгибаются таким образом, что берега трещины расходятся. Величин этого изгиба в первом приближении ратно пропорциональна моменту инер ции поперечного сечения полупласти З 4 Таким образом, если, например, в выбранном образце размеры h и hy, назначить в соотношении 2:1, то даже при разных продольных деформациях кривизна соответствующих участков полупластин длиной i и 6-ЕЙ) будет отличаться в 8 раз. В итоге темп деформации в с)бласти шва между прорезями оказывается значительно выше, чем в области, не находящейся между ними. Благодаря этому продольная горячая трещина развивается только в начальном участке шва, причем ее длина приблизительно равна длине прор.езей. Чрезмерное уменьшение размера hy, приводит к выравниванию температуры в поперечном сечении пластины.. Указанные причины приводят к тому, что размеры hy, и h следует выбирать исходя из отношения и 10(f 5(f : h, е4 ht 1 5 Ьу :; л : -т Jlyj. Непременным условием, определяющим эффективность предложенного способа, является обеспечение полного (сквозного) проплавления пластины сварным швом. В противном случае, если осtaютcя непроплавленные перемычки между полупластинами, горячая трещина не развивается или даже не возникает. Для обеспечения проплавления начального участка шва у передней кромки в пластине можно выполнять неглубокую прорезь или применять вводную планку для обеспечения наложения шва, начиная с самой кромки пластины. При нанесении сварного шва по предложенному способу получают регламентированную по геометрии и размерэм трещину, в вершине которой материал (состояние межзеренных границ, развитие химической неоднородности , процессы адсорбции и т.д.) отвечает состоянию реальных сварных конструкций, имеющих дефекты типа горячих микротрещин и склонных к развитию хрупкого разрушения при эксплуатационных нагрузках. П р и м ер. Были выполнены эксперименты по получению сварных образцов с регламентированными по геометрии горячими трещинами. Образцы были приготрвлены в виде пластины прямоугольной формы, толщиной 3 мм из стали ЗОХГСА. Длина пластины составляла 8 70 мм и ширина 2h 120 мм.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ технологической оценки склонности металлов к образованию горячих трещин при сварке | 1977 |
|
SU703274A1 |
| Способ оценки склонности металла шва к образованию горячих трещин | 1982 |
|
SU1077736A1 |
| Способ испытания сварных соединений на коррозионное растрескивание | 1984 |
|
SU1231437A1 |
| Способ выбора присадочного материаладля СВАРКи | 1979 |
|
SU841834A1 |
| СВАРНЫЕ КОНСТРУКЦИИ ИЗ КОРРОЗИОННО-УСТОЙЧИВЫХ СПЛАВОВ В КОНСТРУКЦИЯХ ИЗ УГЛЕРОДИСТОЙ СТАЛИ И ТРУБОПРОВОДАХ, ВЫДЕРЖИВАЮЩИЕ ВЫСОКИЕ ОСЕВЫЕ ПЛАСТИЧЕСКИЕ ДЕФОРМАЦИИ | 2008 |
|
RU2452779C2 |
| ВЫПОЛНЕННОЕ ДУГОВОЙ СВАРКОЙ УГЛОВОЕ СОЕДИНЕНИЕ И СПОСОБ ЕГО ОБРАЗОВАНИЯ | 2013 |
|
RU2593049C9 |
| СПОСОБ ОЦЕНКИ РЕЖИМОВ СВАРКИ | 2007 |
|
RU2367550C2 |
| Способ соединения труб с трубной решеткой | 1982 |
|
SU1038151A1 |
| Способ определения склонности металлов к образованию горячих трещин | 1985 |
|
SU1274887A1 |
| СПОСОБ ПОЛУЧЕНИЯ СВАРЕННОГО УГЛОВЫМ ШВОМ СОЕДИНЕНИЯ И ПОЛУЧЕННОЕ ДУГОВОЙ СВАРКОЙ СОЕДИНЕНИЕ УГЛОВЫМ ШВОМ | 2013 |
|
RU2617307C2 |
