Известны двухшпиндельные передвижные станки для шлифовки буксовых направляющих без стъема челюстей от паровозной рамы.
Предлагаемый шлифовальный станок отличается от известных конструкцией механизма для углового смещения направляющих стоек, в которых перемещаются в вертикальной плоскости щпиндели со щлифовальными кругами.
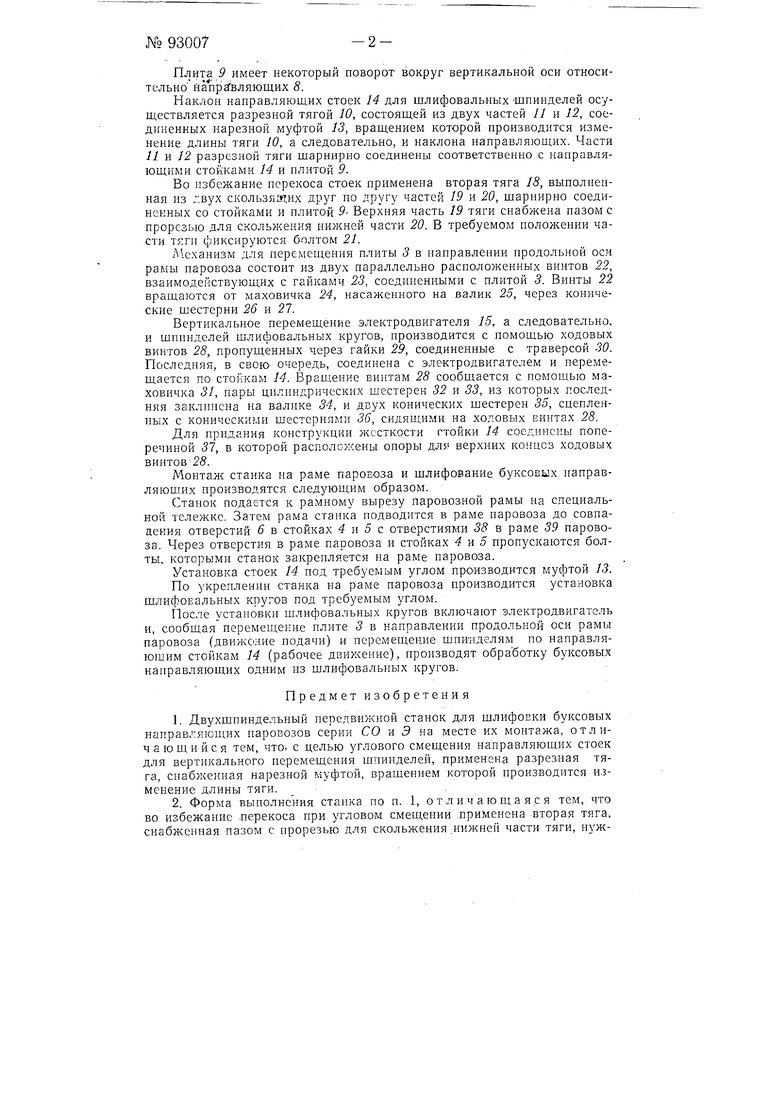
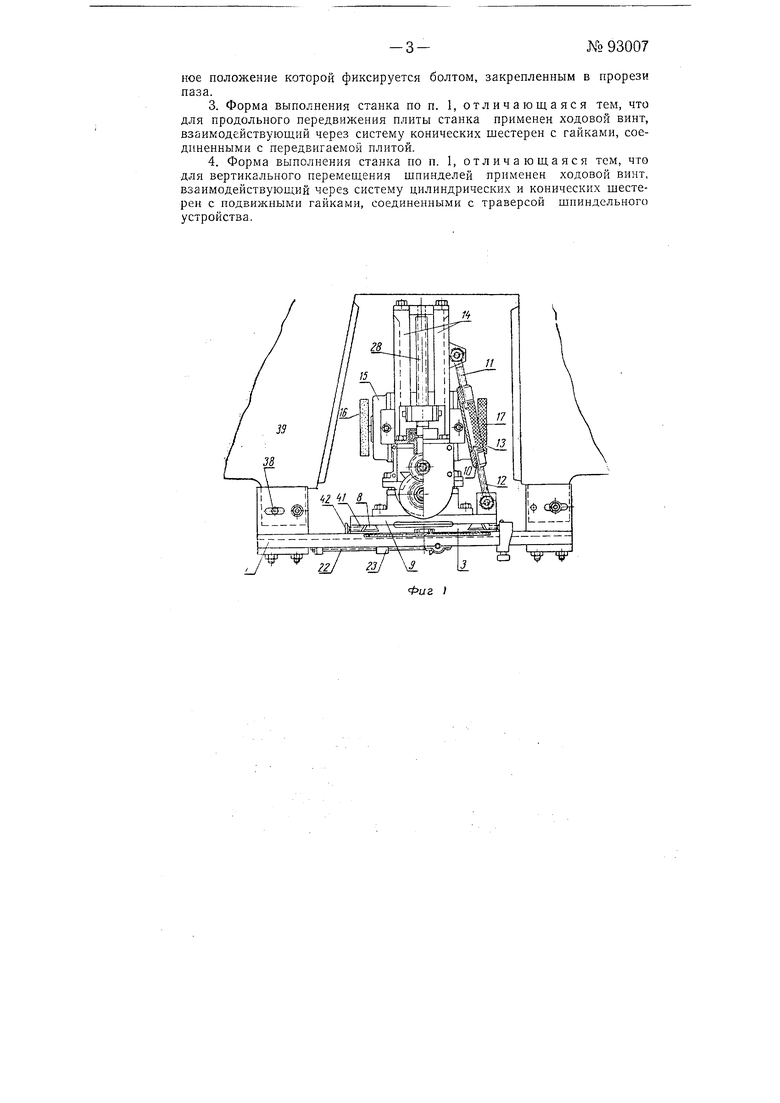
На фиг. 1 изображен станок с частичным разрезом, смонтированный на раме паровоза, вид спереди; па фиг. 2 - станок с частичным разрезом, вид сбоку; на фиг. 3 -рама станка в аксонометрии; на фиг. 4-схема механизма для горизонтального перемещения щлифовального круга; на фиг. 5 -тяга для наклонной установки направляющих стоек.
Основой станка является рама /, на которой монтируются все механизмы. Рама имеет продольные направляющие 2 для плиты 5, несущей щпиндели щлифовальных кругов. Стойки и 5 на раме, снабженные отверстиями 6, предназначены для крепления станка на раме паровоза. В раме / смонтирован механизм для продольного перемещения плиты 3 по направляющим 2. Плита 5 имеет пазы 7, расположенные перпендикулярно к направляющим 2. На плите 3 с помощью направляющих 8, оформленных в соответствии с поперечным сечением пазов 7, установлена плита 9, которая несет на себе поворотные вокруг горизонтальной оси направляющие стойки 14 для щпинделей щлифовальных кругов 16 и 17. Перемещение плиты 9, а следовательно, и щлифовальных шпинделей, в направлении, перпендикулярном к продольной оси рамы, производится от руки по пазам 7. В требуемом положении плита 9 фиксируется стопором 41, перемещаемым маховичком 42 и воздействующим на направляющие 8.
№ 93007- 2 Плита 9 имеет некоторый поворот вокруг вертикальной оси относительно напргГвляющих 8.
Наклон нанравляющих стоек 14 для шлифовальных Шпинделей осуш,ествляется разрезной тягой 10, состоящей из двух частей // и 12, соединенных нарезной муфтой 13, враш,ением которой производится изменение длины тяги 10, а следовательно, и наклона паправляюш;их. Части 11 и 12 разрезной тяги шарнирно соединены соответственно с направляющими стойками 14 и плитой 9.
Во избежание перекоса стоек применена вторая тяга 18, выполненная из двух скользящих друг по другу частей 19 и 20, шарпирпо соединенных со стойками и плитой 9- Верхняя часть 19 тяги снабжена пазом с прорезью для скольжения нижней части 20. В требуемом положении части фиксируются болтом 21.
Л1еханизм для пере1мешения плиты 3 в направлении продольной оси рамы паровоза состоит из двух параллельно расположенных винтов 22, взаимодействующих с гайками 23, соединенными с плитой 3. Винты 22 вращаются от маховичка 24, насаженного на валик 25, через конические шестерни 26 и 21.
Вертикальное перемещение электродвигателя 15, а следовательно, и шпинделей шлифовальных кругов, производится с помощью ходовых винтов 28, пропущенных через гайки 29, соединенные с траверсой 30. Последияя, в свою очередь, соединена с электродвигателем и перемещается по стойкам 14. Врапдение винтам 28 сообщается с помощью маховичка 31, пары цилиндрических шестерен 32 и 33, из которых последняя заклинена на валике 34, и двух конических щеетерен 35, сцепленных с коническими шестернями 36, сидящими на ходовых винтах 28.
Для прпдания конструкции жесткости гтойки 14 соединены поперечиной 37, в которой расположены опоры ДЛ5. верхних концов ходовых винтов 2i9.
Монтаж станка на раме паровоза и щлифование буксовых направляюш.их производятся следующим образом.
Станок подается к рамному вырезу паровозной рамы на специальной тележке. Затем рама станка подводится в раме паровоза до совпадения отверстий 6 в стойках 4 и 5 с отверстиями 38 в раме 39 паровоза. Через отверстия в раме паровоза и стойках 4 и 5 пропускаются болты, которыми станок закрепляется па раме паровоза.
Установка стоек 14 под требуемым углом производится муфтой 13.
По укреплении етанка на раме паровоза производится установка шлифовальных кругов под требуемым углом.
После установки шлифовальных кругов включают электродвигатель и, сообщая перемещение плите 3 в направлении продольной оси рамы паровоза (движение подачи) и перемещение шппнделям по направляющим стойкам 14 (рабочее движение), производят обработку буксовых направляющих одним из щлифовальных кругов.
Предметизобретения
1.Двухщпиндельный передвижной станок для шлифовки буксовых нанравляющих паровозов серии СО и Э на месте их монтажа, отличающийся тем, что, с целью углового смещения направляющих стоек для вертикального перемещения шпинделей, применена разрезная тяга, снабженная нарезиой муфтой, вращением которой производится изменение длины тяги.
2.Форма выполнения станка по п. 1, отличающаяся тем, что во избежание .перекоса при угловом смещении применена вторая тяга, снабн еиная пазом с прорезью для екольжения .нижней части тяги, нужное положение которой фиксируется болтом, закрепленным в прорези паза.
3.Форма выполнения станка по п. 1, отличающаяся тем, что для продольного передвижения плиты станка применен ходовой винт, взаимодействующий через систему конических щестерен с гайками, соединенными с передвигаемой плитой.
4.Форма выполнения станка по п. 1, отличающаяся тем, что для вертикального перемещения шпинделей применен ходовой винт, взаимодействующий через систему цилиндрических и конических щестерен с подвижными гайками, соединенными с траверсой шпиндельного устройства.
| название | год | авторы | номер документа |
|---|---|---|---|
| Переносный станок для зачистки заваренных выбоин на колесных бандажах | 1935 |
|
SU51448A1 |
| Станок для шлифования кулачковых валов | 1937 |
|
SU52254A1 |
| Станок для обработки заготовок вращающимся инструментом | 1960 |
|
SU135324A1 |
| Двухшпиндельный шлифовальный станок | 1941 |
|
SU63782A1 |
| ВЕРТИКАЛЬНО-ШЛИФОВАЛЬНЫЙ СТАНОКВСЕСОЮЗНАЯa^T?HlHO-HXu"iE:ifARБИБЛИОТЕКА | 1971 |
|
SU315570A1 |
| Заточной станок | 1961 |
|
SU147931A1 |
| Автоматический станок для шлифования желобков у внутренних колец шарикоподшипников | 1938 |
|
SU57463A1 |
| Устройство для обработки сферических поверхностей деталей | 1982 |
|
SU1024239A1 |
| Приспособление для внутреннего шлифования | 1935 |
|
SU49917A1 |
| Заточной станок | 1986 |
|
SU1373536A2 |
г/ :, |4il IJ-. ,Н
/Ч IF //
J 2zJ гз
ггу
Фиг 2
5 Ч
Фиг 3
Фиг S
