С5«) УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ. ИЗДЕЛИЙ ТИПА ВОСЬМЕРКИ ИЗ ПРОВОЛОКИ
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для изготовления проволочных граблин | 1980 |
|
SU925493A1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ИЗ ДЛИННОМЕРНОГО МАТЕРИАЛАВСЕСОЮЗНАЯ11Я?|1Т§10-ТЕХНН'{?01! | 1972 |
|
SU332902A1 |
| Цепевязальный автомат | 1990 |
|
SU1776198A3 |
| Автомат цепевязальный | 1980 |
|
SU925512A1 |
| Гвоздильный автомат | 1980 |
|
SU971552A1 |
| Автомат для изготовления гнутых изделий | 1986 |
|
SU1400739A1 |
| Автомат для изготовления изделий из проволоки типа шплинтов | 1982 |
|
SU1093380A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ИЗ ПРОВОЛОКИ ИЗДЕЛИЙ ТИПА ШПЛИНТОВ | 2005 |
|
RU2300438C2 |
| Автомат цепевязальный | 1983 |
|
SU1162548A2 |
| Автоматическая линия для изготовления деталей зонтичных каркасов из проволоки | 1983 |
|
SU1296271A1 |
1
Изобретение относится к обработке металлов давлением, в частности к устройствам для изготовления из проволоки изделий, имеющих форму восьмерки,и может быть использовано на предприятиях, где в массовых масштабах производят также детали, например, для монтажных работ.
И звестно устройство для гибки колец на концах провода или проволоки, содержащее смонтированные на станине кинематически связанные между собой зажимные губки и механизм формирования петли TIJ.
Известен автомат для изготовления изделий из проволоки с образованием петли, содержащий смонтированные на станине кинематически связанные между собой зажимные губки, механизм формообразбвания петли и механизм резки заднего конца проволоки f2J.
Однако эти устройства не могут изготавливать изделия из проволоки типа восьмерки.
Известно также устройство для изготовления изделий типа восьмерки из проволоки, содержащее опорные штыри, закрепленные на общем основании и гибочные элементы в виде роликов, установленные на съемных рычагах, оси вращения которых совпадают
10 с осями опорных штырей. Гибку производят вручную, прикладывая усилие к рычагам и поворачивая тем самым гибочные элементы вокруг опорных штырейf3115
Недостатком известного устройства является низкая производительность.
Цель изобретения - повышение производительности .
Указанная цель достигается тем,
20 что устройство для изготовления изделий типа вось; оки, содержащее размещенные на плите два гибочных . .штыря и два размещенных на параллель393
ых осях гибочных ролика, имеет отрезной механизм, а плита с гибочныи штырями установлена на оси, расоложенной параллельно осям гибочных роликов, и связана с ними посредством зубчатой передачи, при этом гибочные ролики выполнены в виде овальных кулаков и жестко закреплены на своих осях.
.С целью облегчения съема изделия на наружной поверхности кулаков выполнены скосы.
Отрезной механизм устройства состоит из ползуна с пальцем, неподвижного и закрепленного на ползуне подвижного ножей и размещенного на оси гибочных штырей пространственнод кулачка с пазом, в котором размещен палец.
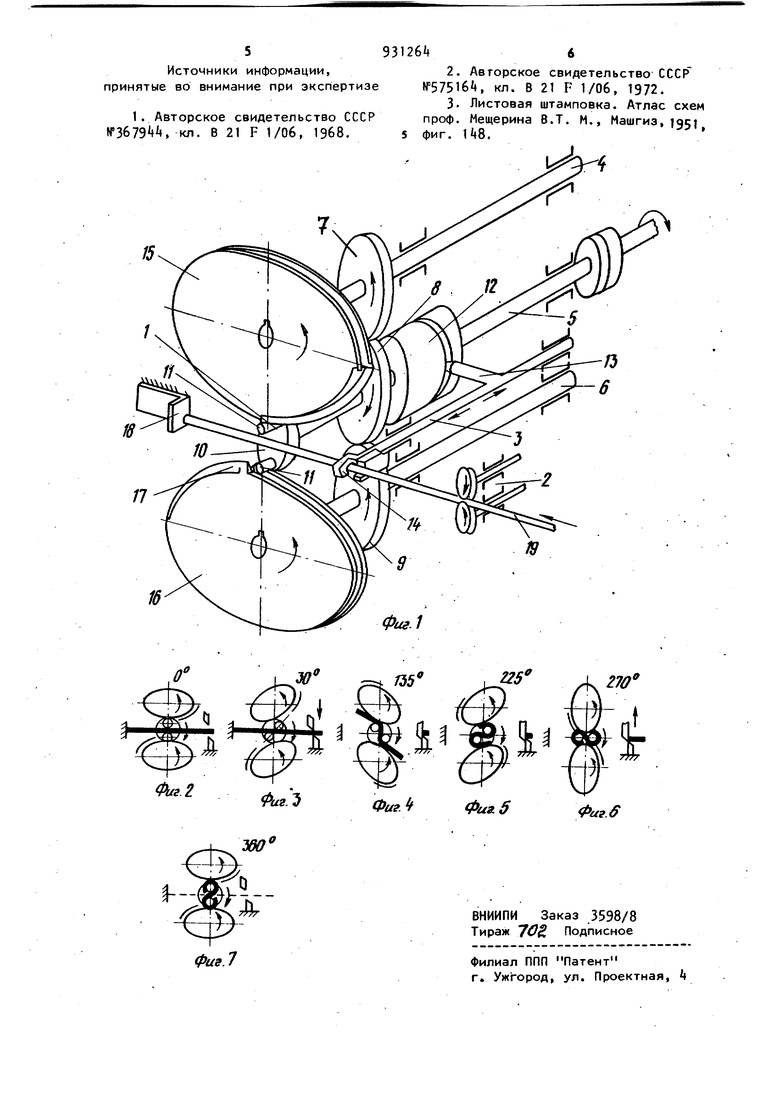
На фиг. 1 изображено устройство, общий вид; на фиг. 2-7 - фазы изготовления изделия.
Устройство состоит из механизма 1 формообразования, механизма 2 подачи проволоки и механизма 3 отрезки заготовки. Механизм 1 формообразования содержит три вала 4-6, расположенные в одной плоскости и кинематически связанные между собой тремя одинаковыми шестернями Средний вал 5 соединен одним концом с приводом (не показан), на другом конце вала закреплена гибочная плита в виде основания 10. со штырями, 11. Кроме Toroj на этом валу закреплен кулак 12, через палец 13 связанный с ножом механизма 3 отрезки заготовки. На валах t и 6 закреплены гибочные элементы 15 и 16, выполненные в виде стальных кулаков, имеющих скосы 17, выполненные на их периферии по спиральной линии.
Устройство имеет упор 18 для мерной подачи проволоки 19Устройство работает следующим образом.
Механизм 2 подачи проволоки подает проволоку 19, которая, пройдя между опорными штырями 11 параллельно основанию 10 гибочной вилки, доходит до упора 18. В это же время гибочная вилка, поворачиваясь, начинает гнуть проволоку 19. Сидящий на одном валу 5 с гибочной вилкой кулак 12 через палец 13 приводит в действие механизм 3 отрезки заготовки, нож 1 которой отрезает заготовку. Заготовка, оказавшись зажатой между штырями 11 и кулаками 15 и 16,
4
которые приводятся в движение шестернями 7 и 9 через шестерню 8, сидящими соответственно на валах 5, и 6, огибая поверхность штырей, приобретает конфигурацию восьмерки.
На фиг. 2-7 показаны фазы гибки проволоки 19 при повороте гибочной вилки на угол от О до ЗбО°. Когда гибочная вилка от начального положеНИИ повернется на угол 270 (фиг.6) формообразование петли закончится и при дальнейшем вращении петля попадает на скосы 17, которые сдвигают ее на край штырей. Одновременно новая
заготовка проход ит через гибочную вилку до упора 18 (фиг.7). Цикл повторяется.
Устройство позволяет получить также несимметричные изделия с разными радиусами, что обеспечивается подбором формы штырей. Пре.имущества предлагаемого устройства перед известными заключаются в повышении производительности труда путем его
механизации и автоматизации и обеспечении высокой надежности работы устройства.
Формула изобретения
