(54) ОПОКА ДЛЯ ВАКУУМНО-ПЛЕНОЧНОЙ ФОРМОВКИ
| название | год | авторы | номер документа |
|---|---|---|---|
| Выбивная установка | 1980 |
|
SU931290A1 |
| Опока для вакуумной формовки | 1978 |
|
SU846069A1 |
| Способ вакуумно-пленочной формовки в трех и более опоках | 1990 |
|
SU1792790A1 |
| Способ изготовления литейной формы вакуумной формовкой | 1984 |
|
SU1310096A1 |
| ОСНАСТКА ДЛЯ ВАКУУМНОЙ ФОРМОВКИ НА КОНВЕЙЕРЕ | 1991 |
|
RU2044592C1 |
| ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ОТЛИВОК В ВАКУУМНО-ПЛЕНОЧНЫХ ФОРМАХ | 1990 |
|
RU2020025C1 |
| Оснастка для вакуумной формовки | 1981 |
|
SU975176A1 |
| Устройство вакуумной формовки отливок типа диска с криволинейными ребрами и поднутрениями и способ вакуумной формовки данным устройством | 1987 |
|
SU1629139A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВАКУУМНО-ПЛЕНОЧНЫХ ФОРМ | 1992 |
|
RU2017561C1 |
| Опока для вакуумной формовки | 1983 |
|
SU1296281A1 |

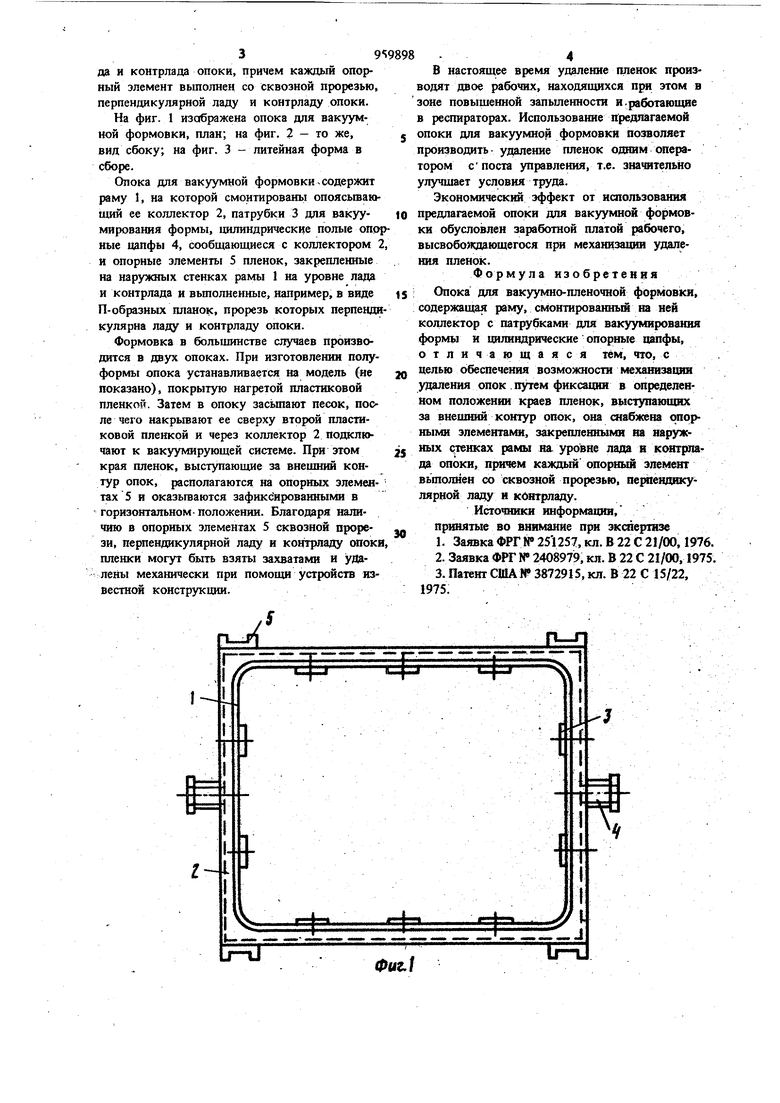
Изобретение относится к литейному производству и может быть использовано как оснастка для литья методом вакуумно-пленочной формовки. Известна опочная оснастка, в которой в боковых стенках предусмотрено отверстие, через которое выводится патрубок фильтрационных трубопроводов Щ. Известна также опока, содержащая раму, в которой предусмотрен стержень с каналом, передвигаемый в направляющих. Один конец стержня соединен с отсасывающим трубот проводом, а другой, свободный, в рабочем пол жении входит внутрь опоки и имеет несколько отверстий, расположенных относительно канала 2. Наиболее близкой к изобретению по технической сущности и достигаемому результату является опока для вакуумной формовки, кот рая имеет цилиндрические опорные цапфы и перегорожена несколькими трубами с перфори рованными стенками. Трубы соединены с вакуумирующей системой через каналы, выпол ненные в боковых стенках опоки, и каналв одной из цапф. Формовка производится . в двух опоках. При изготовлении полуформы опока устанавливается на модель, покрытую нагретой пластиковой пленкой. Затем в опоку засьшается песок, после чего опока накрыва- , ется сверху вторым пластиковым листом я внутренняя полость ее вакуумируется 3. Известные устройства не позволяют механизировать удаление пленки в связи с тем, что края пленок, выступающие за внешней KOitxyp опоки, произвольно свисают с опоки. Целью изобретеиия является обеспечение возможности механизации удаления пленок, путем фиксации в определенном положении краев пленок, выступающих за внешний контур опоки. Указанная цель достигается тем, что опока, содержащая раму, смонтированный на ней коллектор с патрубками для вак)тгмирования формы, и циляндрические опорные цапфы, снабжена опорными злементами, закрепленными на наружных стенках рамы на уровне ла39да и контрлада опоки, причем каждый опорный элемент выполнен со сквозной прорезью, перпендикулярной ладу и контрладу опоки. На фиг. 1 изображена опока для вакуумной формовки, план; на фиг. 2 - то же, вид сбоку; на фиг. 3 - литейная форма в сборе. Опока для вакуумной формовки содержит раму , на которой смонтировань опоясьшающий ее коллектор 2, патрубки 3 для вакуумирования формы, цилиндрические полые onic ные цапфы 4, сообщающиеся с коллектором 2 и опорные элементы 5 пленок, закрепленные на наружных стенках рамы 1 на уровне лада и контрлада и вьшолненные, например, в виде П-образных планок, прорезь которых перпенди кулярна ладу и контрладу опоки. Формовка в большинстве случаев производится в двух опоках. При изготовлении полуформы опока устанавливается на модель (не показано), покрытую нагретой пластиковой пленкой. Затем в опоку засьшают песок, после чего накрьгоают ее сверху второй пластиковой пленкой и через коллектор 2 подключают к вакуумирующей системе. При этом края пленок, выступающие за внешний контур опок, располагаются на опорных элементах 5 я оказьгеаются зафиксированными в горизонтальном- положении. Благодаря наличию в опорных элементах 5 сквозной прорези, перпендикулярной ладу и контрладу опокя пленки могут быть взяты захватами и удалейы механически при помощи устройств известной конструкции. В настоящее время удаление пленок производят двое рабочих, находящихся при этом в зоне повыщенной запыленности и.работающие в респираторах. Использование предлагаемой опоки для вакуумной формовки позволяет производить- удаление пленок одним оператором споста управления, т.е. зтчительно улучшает условия труда. Экономический эффект от использования предлагаемой опоки для вакуумной формовки обусловлен заработной платой рабочего, высвобождающегося при механизацнга удаления пленок. Формула изобретения Опока для вакуумно-пленочной формовки, содержащая раму, смонтированный на ней коллектор с патрубкамн для вакуумирования формь и цилиндрические опорные цапфы, отличающаяся тем, что, с целью обеспечения возможности механизашш удаления опок . путем фиксации в определенном положении краев пленок выступающих за внешний контур опок, она снабжена опорными элементам, закрепленными на наружных ртенках рамы на уровне лада и контрпада опоки, причем каждый опорный элемент вьшолнен со сквозной прорезью, пе1Я1ендикулярной ладу и кънтрладу. Источники информации, принятые во внимание при экспертизе 1.Заявка ФРГ 251257, кл. В 22 С 21/00,1976. 2.Заявка ФРГ N« 2408979, кл. В 22 С 21/00,1975. 3.Патент США № 3872915, кл. В 22 С 15/22, 1975.
tш
-Э
Фиг.1
Ф|л5
