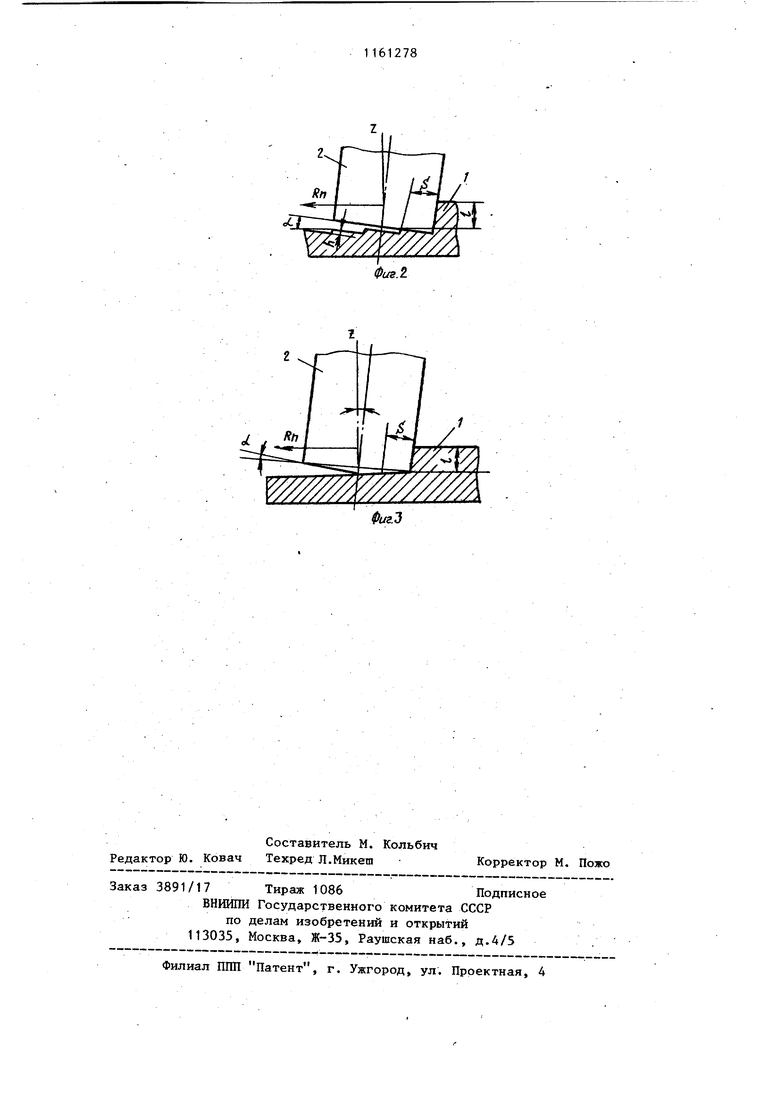
. Изобретение относится к механи ческой обработке металле резанием и может быть использовано при обработке деталей на фрезерных ста ках и числовым программным управлением. . Цель изобретения - повышение производительности и качества обра батываемой поверхности. Указанная цель достигается тем что фрезу относительно детали перемещают по траектории, представ ляющей собойспираль Архимеда, с шаго равным ширине снимаемого прийуска . Обработку ведут фрезой с режущи и кромками на торце, расположенными под углом к плоскости торца, равным углу деформации торца фрезы в процессе обработки. Указанные признаки обеспечиваю постоянство сил резания по величи N не и равномерному изменению по направлению, а также снижение явл ний коробления деталей, что приводит повышению качества обработки. Обеспечивается возможность обр ботки с оптимальньми режимами по всей траектории движения без оста новок и снижения скорости, необхо димых для траекторий, имеющих точки перелома, что позволяет повысить производительность. На фиг. 1. представлена схема о работки; на фиг. 2 - обработка фрезой с плоским торцом, деформированной под действием силы резания; на фиг. 3 - то же, фрезой с режущими кромками, размещенными по углом. Способ осуществляют следующим образом. В начальный момент производится врезание вращающейся фрезы 1 диаметра Dcp по оси Z в центре О детали 2 на глубину припуска 1. Далее центру О фрезы 1 сообщают поступательное перемещение с постоянной скоростью V по траектории Т, представляющей спираль Архимеда с зако ном движения р а -f, где Р и Ч полярные координаты точки, движущейся по спирали, а - параметр спи рали. В декартовых координатах эта же линия УХ 4 - aArctq 0. 78г На первом витке снимается припуск 3 с равномерно увеличивающейся шириной от О до S, соответственно равномерно увеличивается равнодействующая сил резания от О до R и ее нормальная к траектории составляющая Rn. Под действием силы Ни в зависимости от жесткости СПИД станка происходит деформация торца фрезы 1 от О до ot. В дальнейщем обработка идет с постоянным режимом и постоянными параметрами Rp, , так как ширина припуска S остается постоянной в процессе всей обработки вследствие того, что для Архимедовой спирали шаг спирали 27Га S постоянен. Резание происходит по поверхности, представляюп ей собой эквидистанту Э-j , являющуюся огибающей семейства окружностей радиусом D,f./2 с центрами, лежащими на кривой Т, а следовательно, снимаемый припуск S равен шагу спирали 21Га. Постоянство сил резания R и R,, деформации торца К в любой точке траектории обеспечивает возможность наиболее оптимального сочетания щирины припуска S и скорости резания V для заданной чистоты обработки, характеризуемой максимально допустимой глубиной неровностей. Предлагаемый способ обеспечивает обработку на оптимальном режиме в течение всей обработки без холостых ходов, проходов с недозагрузкой или остановками. Это обеспечивает максимальную производительность для заданной чистоты обработки и повышение качества обработки. Кроме того, вследствие постоянства угла деформации при обработке предлагаемым способом возможна обработка фрезой с режущими кромками торца, направленными под углом Л: к плоскости нормальной оси фрезы (фиг. 3). При заданном сочетании ширины снимаемого припуска S и скорости резания V уменьшается теоретически до О глубина h неровностей, вызванная ограниченной жесткостью СПИД, что сзлщественно повьшает качество .обработки и создает условие увеличения скорости V и ширины S, т. е, большей производительности.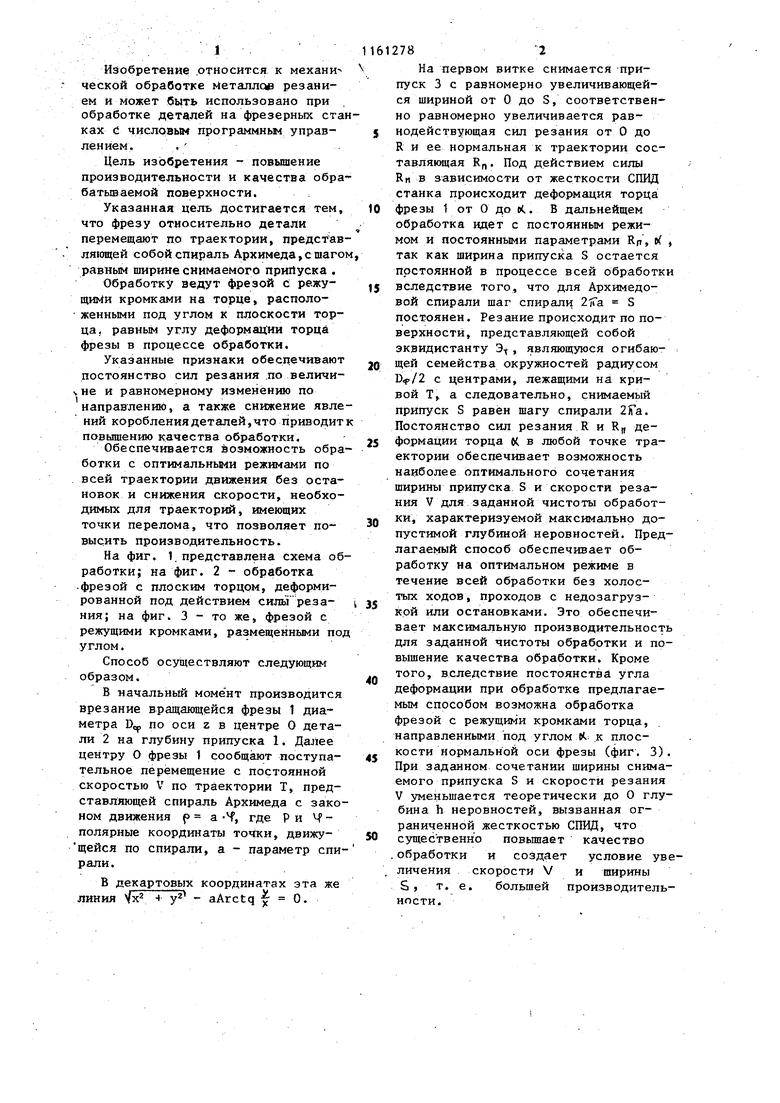
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки внутренних контуров | 1980 |
|
SU884884A1 |
| Способ обработки плоскостей | 1990 |
|
SU1757788A1 |
| Способ обработки плоскостных деталей | 1980 |
|
SU965630A1 |
| Способ обработки | 1987 |
|
SU1484476A1 |
| Способ обработки контурных поверхностей | 1986 |
|
SU1393546A1 |
| Способ определения мертвых ходов в приводах подач фрезерных станков | 1983 |
|
SU1161281A1 |
| Способ фрезерования деталей с переменным по глубине припуском | 1986 |
|
SU1424988A1 |
| Способ обработки плоскостных деталей | 1986 |
|
SU1404201A1 |
| Способ строгания нелинейных поверхностей тонкостенных деталей лопаточных машин и инструмент для его реализации | 2023 |
|
RU2818545C1 |
| Торцовая фреза | 1988 |
|
SU1609682A1 |
1. СПОСОБ ОБРАБОТКИ ПЛОСКОСТЕЙ торцовой фрезой, при котором фрезу вращают и перемещают относительно детали, о тличающийс я тем, что с целью повьшения I J . L производительности и качества обрабатываемой поверхности, фрезу относительно детали перемещают по траектории, представляющей собой спираль Архимеда, с шагом, равньм ширине снимаемого припуска. 2. Способ по п. 1,отлича. ю щ и и с я тем, что обработку ведут фрезой с режущими кромками на торце, размещенньми под углом к плоскости торца, равныч углу деформации торца фрезы в процессе обработки.
/
S
%
Фиг.
| Способ обработки плоскостей | 1974 |
|
SU522916A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
