(54) УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОЙ СБОРКИ
1
Изобретение относится к машиностроению и приборостроению и может быть использовано для автоматизации сборочных операций.
По основному авт. св. № 778994 известно устройство для автоматической сборки, содержащее корпус с кольцевой камерой и соплами, равномерно расположенными по окружности и соединенными с распределителем сжатого воздуха, захват, прикрепленный к кольцевой камере и упругую подвеску, связанную с корпусом 1.
Недостатком известного устройства является то, что окончательное ориентирование устанавливаемой детали осуществляется в режиме автопоиска, который приводит к излишнему расходу воздуха, недостаточной надежности и низкой производительности при сборке деталей.
Цель изобретения - обеспечение управления процессом окончательного ориентирования устанавливаемой детали, т. е. повышение надежности и производительности при сборке деталей.
Поставленная цель достигается тем, что устройство снабжено закрепленными на соплах пневматическими респределительными
ДЕТАЛЕЙ
механизмами и установленными на кольцевой камере дросселями, причем связь между выходным каналом пневматического распределительного механизма и входным каналом дросселя осуществляется посредством упругой эластичной трубки.
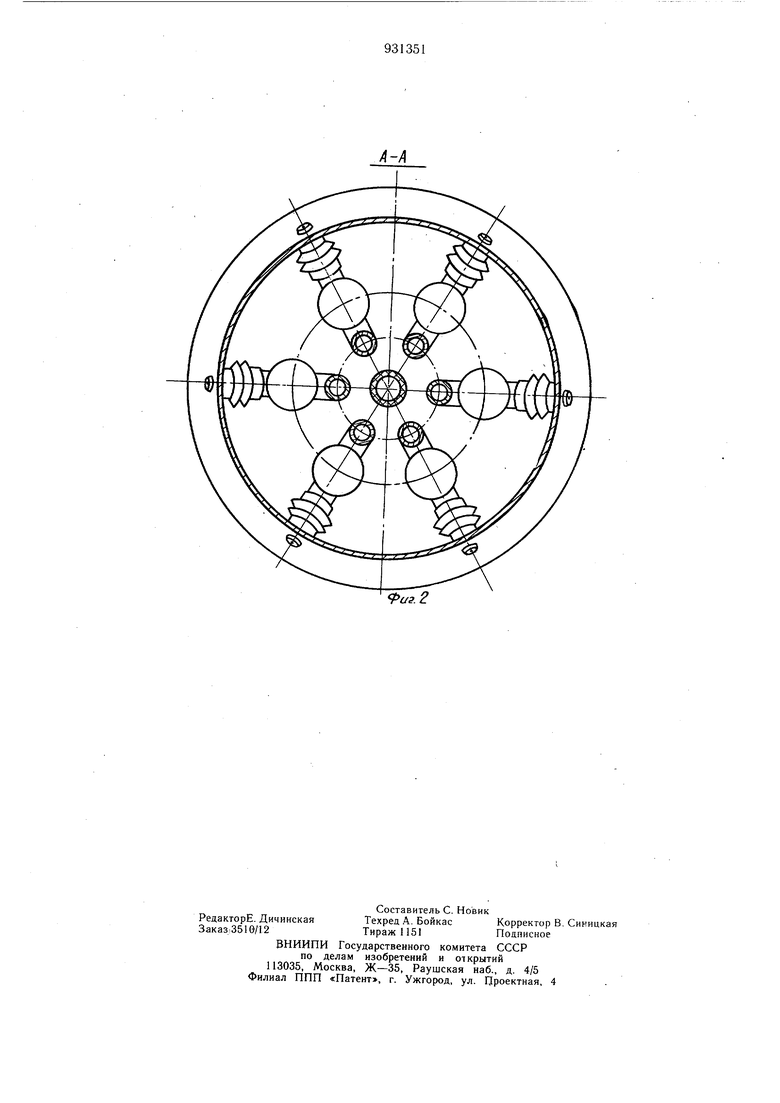
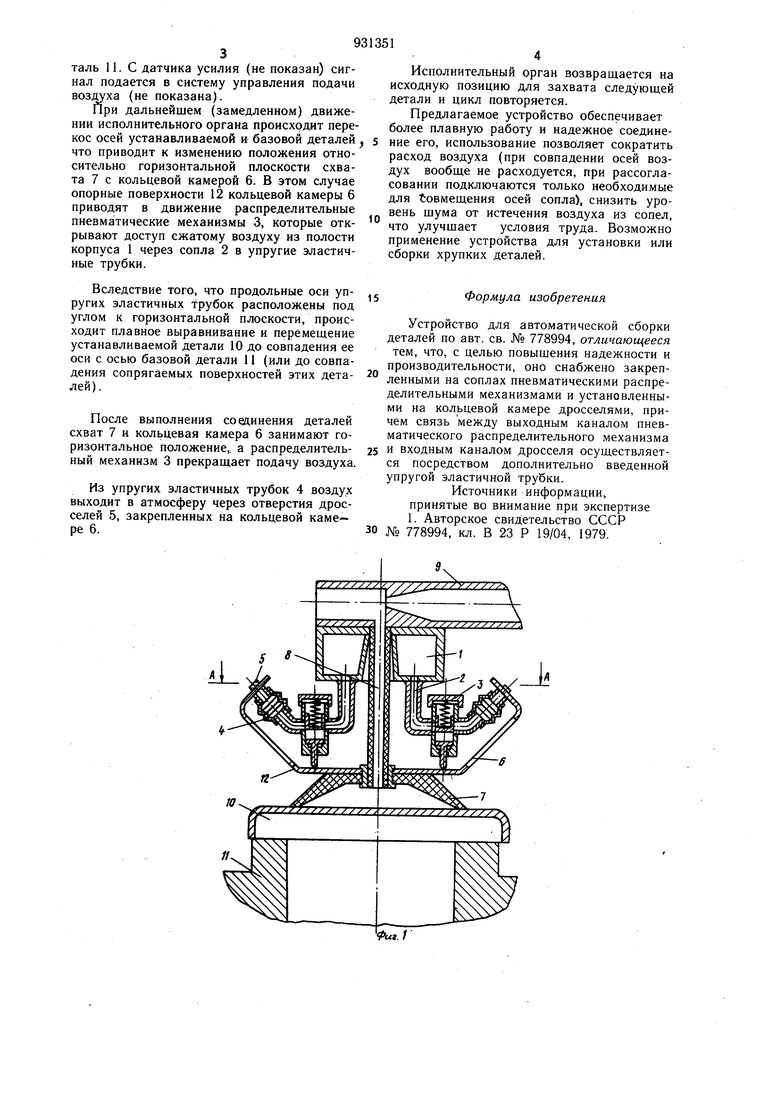
На фиг. 1 изображено устройство для сборки деталей, продольный разрез; на фиг. 2 - сечение А-А на фиг. 1.
Устройство содержит корпус 1 с полостью, соединенной с источником сжатого воз10духа (не показан), равномерно расположенные по окружности корпуса 1 сопла 2 и установленные на них распределительные пневматические механизмы 3, упругие эластичные трубки 4, а также дроссели 5, установленные на кольцевой камере 6, закрепленной вместе со схватом 7 на упругой подвеске 8 исполнительного органа сборочной машины (не показано). Сжатый воздух от источника подается в эжектор 9.
Устройство работает следующим образом.
20
При подаче закрепленной в схвате 7 детали 10 на сборочную позицию и при движении исполнительного органа сборочной машины вниз в случае несовпадения осей собираемая деталь 10 упирается в базовую деталь 11. С датчика усилия (не показан) сигнал подается в систему управления подачи воздуха (не показана).
При дальнейшем (замедленном) движении исполнительного органа происходит перекос осей устанавливаемой и базовой деталей что приводит к изменению положения относительно горизонтальной плоскости схвата 7 с кольцевой камерой 6. В этом случае опорные поверхности 12 кольцевой камеры 6 приводят в движение распределительные пневматические механизмы 3, которые открывают доступ сжатому воздуху из полости корпуса 1 через сопла 2 в упругие эластичные трубки.
Вследствие того, что продольные оси упругих эластичных трубок расположены под углом к горизонтальной плоскости, происходит плавное выравнивание и перемещение устанавливаемой детали 10 до совпадения ее оси с осью базовой детали 11 (или до совпадения сопрягаемых поверхностей этих деталей).
После выполнения соединения деталей схват 7 и кольцевая камера 6 занимают горизонтальное положение,, а распределительный механизм 3 прекращает подачу воздуха
Из упругих эластичных трубок 4 воздух выходит в атмосферу через отверстия дросселей 5, закрепленных на кольцевой камере 6.
Исполнительный орган возвращается на исходную позицию для захвата следующей детали и цикл повторяется.
Предлагаемое устройство обеспечивает более плавную работу и надежное соединение его, использование позволяет сократить расход воздуха (при совпадении осей воздух вообще не расходуется, при рассогласовании подключаются только необходимые для 1овмещения осей сопла), снизить уровень щума от истечения воздуха из сопел, что улучшает условия труда. Возможно применение устройства для установки или сборки хрупких деталей.
Формула изобретения
Устройство для автоматической сборки деталей по авт. св. № 778994, отличающееся тем, что, с целью повышения надежности и производительности, оно снабжено закрепленными на соплах пневматическими распределительными механизмами и установленными на кольцевой камере дросселями, причем связь между выходным каналом пневматического распределительного механизма и входным каналом дросселя осуществляется посредством дополнительно введенной упругой эластичной трубки.
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 778994, кл. В 23 Р 19/04, 1979.
X.
./
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматической сборки деталей | 1979 |
|
SU778994A1 |
| Вакуумный схват | 1984 |
|
SU1222546A1 |
| ПЯТИЛИНЕЙНЫЙ ДВУХПОЗИЦИОННЫЙ ЗОЛОТНИКОВЫЙ ЭЛЕКТРОПНЕВМОРАСПРЕДЕЛИТЕЛЬ | 2008 |
|
RU2379556C1 |
| ЗАХВАТ ПРОМЫШЛЕННОГО РОБОТА | 2002 |
|
RU2228258C2 |
| Схват промышленного робота | 1977 |
|
SU662344A1 |
| Устройство для сборки деталей | 1979 |
|
SU844197A1 |
| Пневматический захват | 1983 |
|
SU1098793A1 |
| Загрузочное устройство | 1989 |
|
SU1710292A1 |
| Захватная головка сборочного манипулятора | 1983 |
|
SU1143589A1 |
| Устройство для ориентирования и сборки деталей | 1990 |
|
SU1717303A1 |