1
Изобретение относится к изготовлению труб из волокнистой массы, а именно к установкам для пропитки волокнистых труб каменноугольным пеком, используемых в строительстве, например, для телефонных коммуникаций, подземного дренажа.
Известна установка для пропитки волокнистных труб, включающая автоклав, имеющий загрузочную-горловину с крышкой, пекопровод, соединенный с автоклавом, механизм управления крышкой, тележку для перемещения пакета волокнистых труб, средство для его загрузки и охладитель J .
Однако известная установка характеризуется недостаточным удобством обслуживания, вызванным сложностью механизации процесса пропитки, и вредными условиями труда из-за канцерогенности паров каменноугольного пека.
Поставленная цель достигаемся тем, что установку для пропитки волокнистых труб, включающая автоклав, имеющий загрузочную горловину с крышкой, пекопровод, соединенный с автоклавом, механизм управления крышкой, тележку для перемещения пакета волокнистых труб, средство для его загрузки и охладитель, имеет также форкамеру с вытяжкой, средство для загрузки пакета волокнистых трУб выполнено в виде рольганга с толкате10лем, а автоклав установлен под углом 7-15° к горизонтали, причем рольганг с толкателем и загрузочная горловина автоклава размещены в форкамере.
15
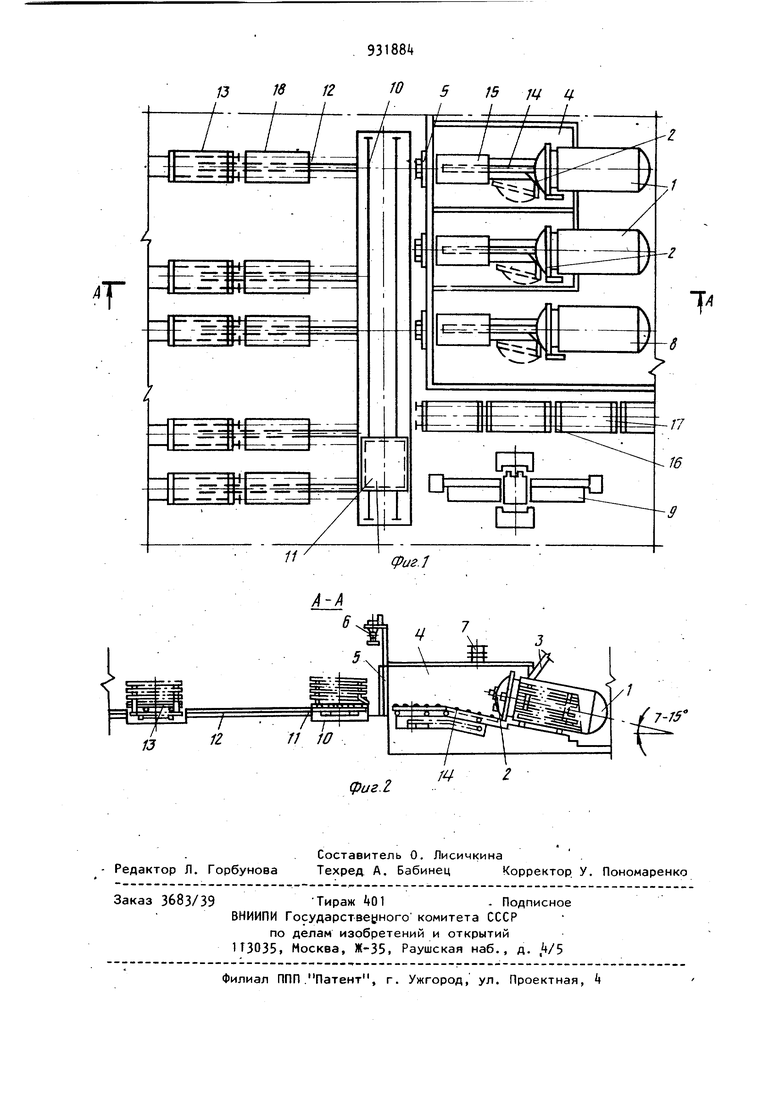
На фиг. 1 схематично изображена установка, вид в плане; на фиг.2разрез А-А на фиг. 1.
Установка включает актоклавы 1, имеющие загрузочную горловину с крыш20кой и установленные под углом 7-15 к горизонтали, механизм управления крышкой 2, подача сигнала на который может осуществляться дистанционно.
С автоклавом 1 соединен пекопррвод 3 от пековарочного агрегата и трубопровод от вакуум-насоса (не показан . Крышки автоклавов 1 находятся форкамеры , которая имеет герметичные двери 5 с приводом 6 подъема и вытяжную вентиляцию 7Параллельно пропиточным автоклавам 1 устанавливается охладитель 8 труб, также выполненный в виде автоклава, и станок 9 обрезки и обточки труб.
Перед форкамербй k, охладителем 8 и станком 9 установлен рельсовый путь 10, по которому перемещается передаточная teлeжкa 11, и рельсовые пути 12, по которым перемещаются контейнер-ваглнетки 13- Установка имеет средство для загрузки пакета волокнистых труб, выполненное в виде рольганга 14 с толкателем 15, которые размещены в фopкa 4epe, рельсовый путь 16 с тележками 17 и механизм 18 для перемещения контейнеравагонетки 13. Установка работает следующим образом.
После сушки трубы загружают на контейнер-вагонетки 13, образуя пакет труб. Контейнер-вагонетки 13 перемещаются по рельсовым путяЛ 12 к рельсовому пути 10, где пакет труб механизмом 18 перегружается на передаточную тележку 11. Тележку 11 с пакетом труб перемещают по пути 10 и устанавливают перед дверями 5 форкамеры А. Включают привод 6 подъема дверей 5 и перегружают пакет труб на рольганг 14. Закрывают от привода 6 двери 5, открывают дистанционно механизмом 2 крышку автоклава 1, и пакет труб механизмом 15 загру жается в автоклав 1. Закрывается механизмом 2 крышка автоклава 1. Включается аакуум-насос, с помощью которого в течение 20 мин при вакууме 86450 Па и температуре 180°С , . создаваемой перегретым паром посредством паровой рубашки автоклава, трубы обезвоживаются до влажности 0,5-0,6. По пекопроводу 3 от пековарочного агрегата в автоклав 1 подается разогретый пек. Пропитка происходит при темперетаре пека 180 . Весь цикл пропитки занимает 100 мин
Благодаря уклону автоклава 1 после окончания цикла пропитки остаточный пок стекает. чем достигается
гладкая внутренняя и наружная повегрх ность труб. Затем включается вентиляция 7 форкамеры 4, и механизмом 2 открывают крышку автоклава 1. Толкателем 15 перегружают пакет труб на рольганг 14. Благодаря вентиляции
7в форкамере 4 происходит интенсивный отсос вредных паров, выделяющихся при разгрузке автоклава 1. По окончании процесса отсоса вредных паров выключается вентиляция 7,, открываются приводом 6 двери 5, и пакет труб перегружается на передаточную тележку 11, на которой и перемещается к охладителю 8. В охладитель
8пакет труб загружается аналогично загрузке в автоклав 1. После охлаждения пакет труб выгружается из охладителя 8 и на тележке 11 перемещается
к рельсовому пути 16, где перемещается на тележки 17, на которых он сначала поступает на станок 9 для обрезки и обточки труб, а затем транспортируется на склад готовой проДУКЦИИ.
Предлагаемая установка удобна в обслуживании, достигается высокий уровень механизации процесса. К|эоме того, использование данной установки для пропитки волокнистых труб обе спечивает предотвращение выброса вредных паров пека в рабочую зону.
Формула изобретения
Установка для пропитки волокнистых труб, включающая автоклав, имеющий загрузочную горловину с крышкой, пекопровод, соединенный с автоклавом механизм управления крышкой, тележку для перемещения пакета волокнистых труб, средство для его загрузки и охладитель, отличающаяся тем, что, с целью повышения удобства обслуживания, имеет форкамеру с вытяжкой, средство для загрузки пакета волокнистых труб выполнено в виде рольганга с толкателем, а автоклав установлен под углом 7--15 к горизонтали, причем рольганг с толкателем и загрузочная горловина автоклава размещены в форкамере. Источники информации, принятые во внимание при экспертизе
1. Проект № 420. Опытная установка для пропитки пеком волокнистых труб под вакуумом и давлением. НИИ санитарной техники, 1971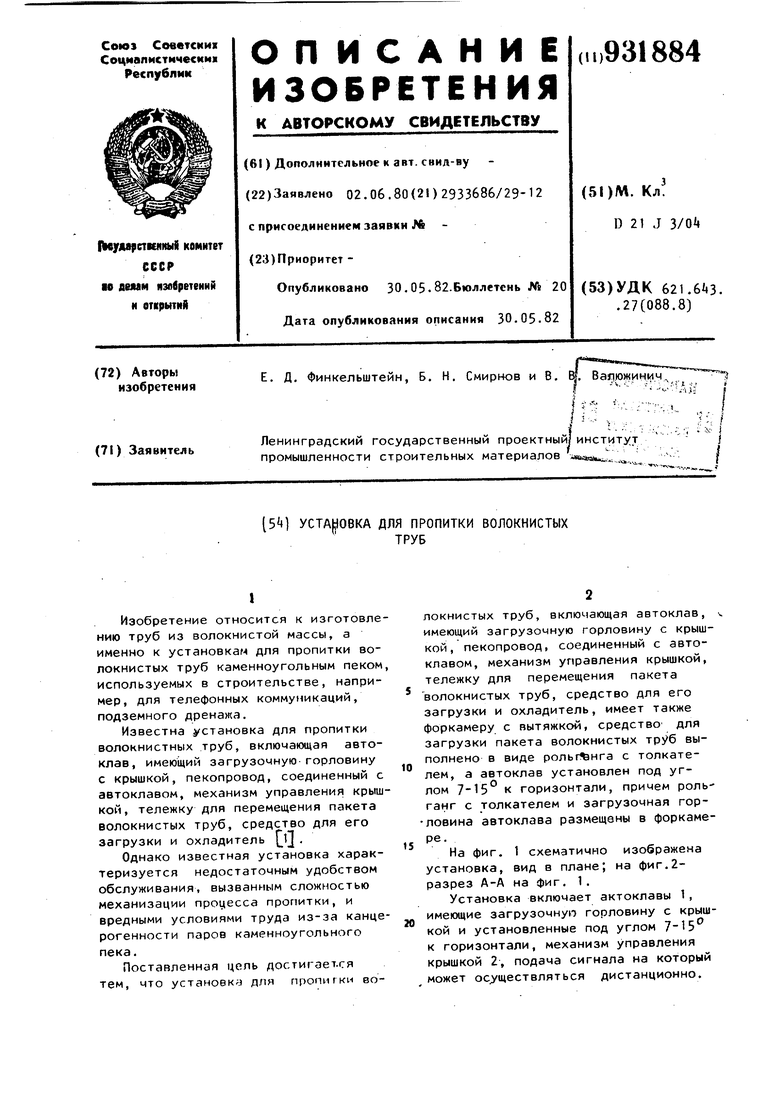
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ЗАПОЛНЕНИЯ ПАКЕТОВ ТВЕРДЫМИ РАДИОАКТИВНЫМИ ОТХОДАМИ, ИХ УПЛОТНЕНИЯ И УПАКОВКИ | 1994 |
|
RU2111567C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГРАФИТИРОВАННЫХ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2013 |
|
RU2522011C1 |
| УСТРОЙСТВО ДЛЯ ЦЕМЕНТИРОВАНИЯ ПРОПИТКОЙ МЕЛКОДИСПЕРСНЫХ РАДИОАКТИВНЫХ И ТОКСИЧНЫХ ОТХОДОВ | 2005 |
|
RU2301468C1 |
| СПОСОБ И КОМПЛЕКС ОБОРУДОВАНИЯ ПРОИЗВОДСТВА СУХИХ МОДИФИЦИРОВАННЫХ ПИЛОМАТЕРИАЛОВ | 2008 |
|
RU2424857C2 |
| СИСТЕМА ГЕРМЕТИЧНОГО КОНДИЦИОНИРОВАНИЯ ЗОЛЬНОГО ОСТАТКА ОТ СЖИГАНИЯ РАДИОАКТИВНЫХ ОТХОДОВ | 2024 |
|
RU2825890C1 |
| Поточная линия сушки керамических изделий | 1979 |
|
SU856817A1 |
| Автоматизированная линия выплавки из керамических форм и регенерации модельного состава | 1990 |
|
SU1722680A1 |
| КОНВЕЙЕРНАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ЯЧЕИСТОБЕТОННЫХ ИЗДЕЛИЙ | 1971 |
|
SU306001A1 |
| Автоматизированная поточная линия подачи запарочных вагонеток | 1985 |
|
SU1291421A1 |
| АВТОКЛАВ ДЛЯ ПОЛУЧЕНИЯ ОТЛИВОК | 1972 |
|
SU329958A1 |