Изобретение относится к прокатному производству, в частности к прокатным клетям с многовалковьом калибром.
Известна клеть с многовалковым калибром, содержащая станину, эксцентриковые валы нажимных устройств, рабочие валки с подушками, приводы вращения рабочих валков l .
Однако привод данной прокатной клети не позволяет осуществлять передачу крутящего момента и вращения на все валки, образующие многовалковый калибр, если их количество больше четырех.
Наиболее близкой к предлагаемой является клеть для продольной прокатки с четырехвалковым калибром, включающая станину, валки, образующие калибр, привод валков с зубчатыми передачагли 2.
Однако конструкция привода известной клети ограничивает количество приводных валков, образующих калибр, до четырех. Кроме тоге, исключена возможность получения рассогласования угловых скоростей вращения вал,ков, образующих калибр.
Необходимое рассогласование угловых скоростей валков при прокатке фасонных профилей обеспечивает постоянную линейную скорость на выходе из очага деформации всех элементов профиля, имеющих различную конфигурацию и размеры, и позволяет исключить различные нарушения сплошности, трещины и т.п. при прокатке этих профилей.
Цель изобретения - повышение качества при прокатке фасонных профилей путем обеспечения необходимых рассогласований угловых скоростей вращения валков, образуюпшх многовалковый калибр.
Для достижения поставленной цели Б прокатной клети с многовалковым калибром, содержащей станину, валки, образую1аие калибр, и привод валков с зубчатыми передачами, валки, формирующие симметричные участки прокаты. ваемого изделия, объединены в кинематически несвязанные группы, каждая из которых имеет индивидуальный привод, при этом каждый из приводов расположен друг относительно друга в параллельных плоскостях и приводы смещены на угол, равный 360/п, где п число кинематически независимых групп,
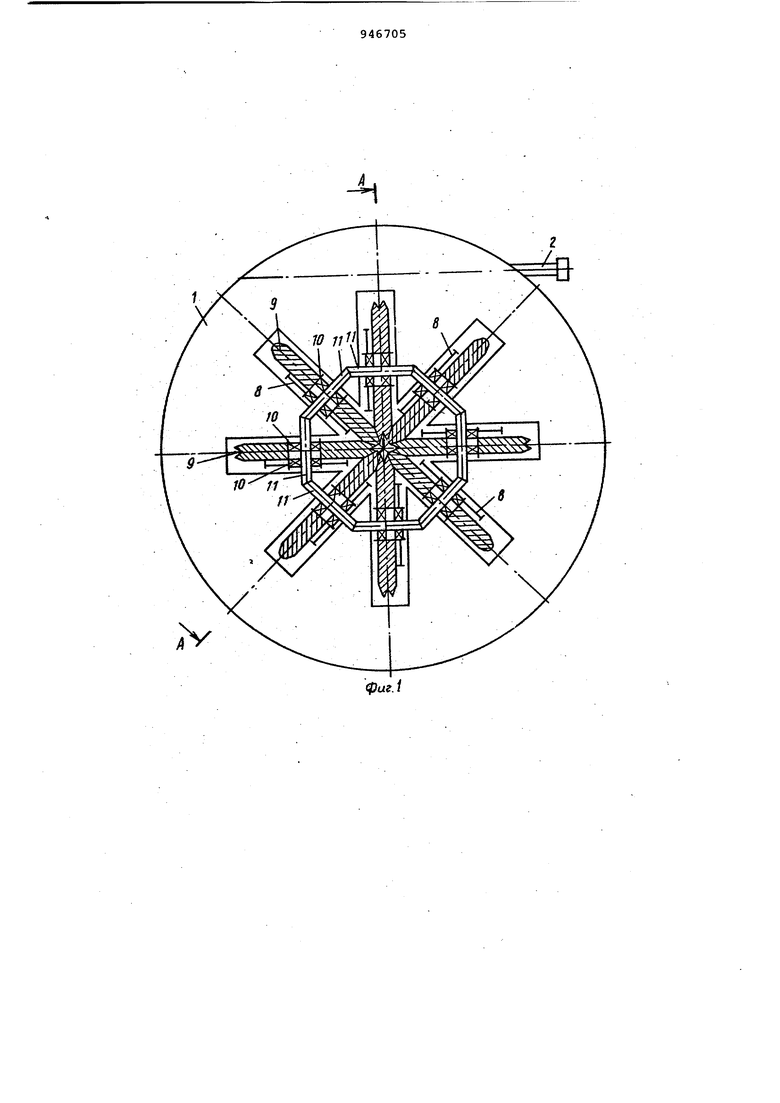
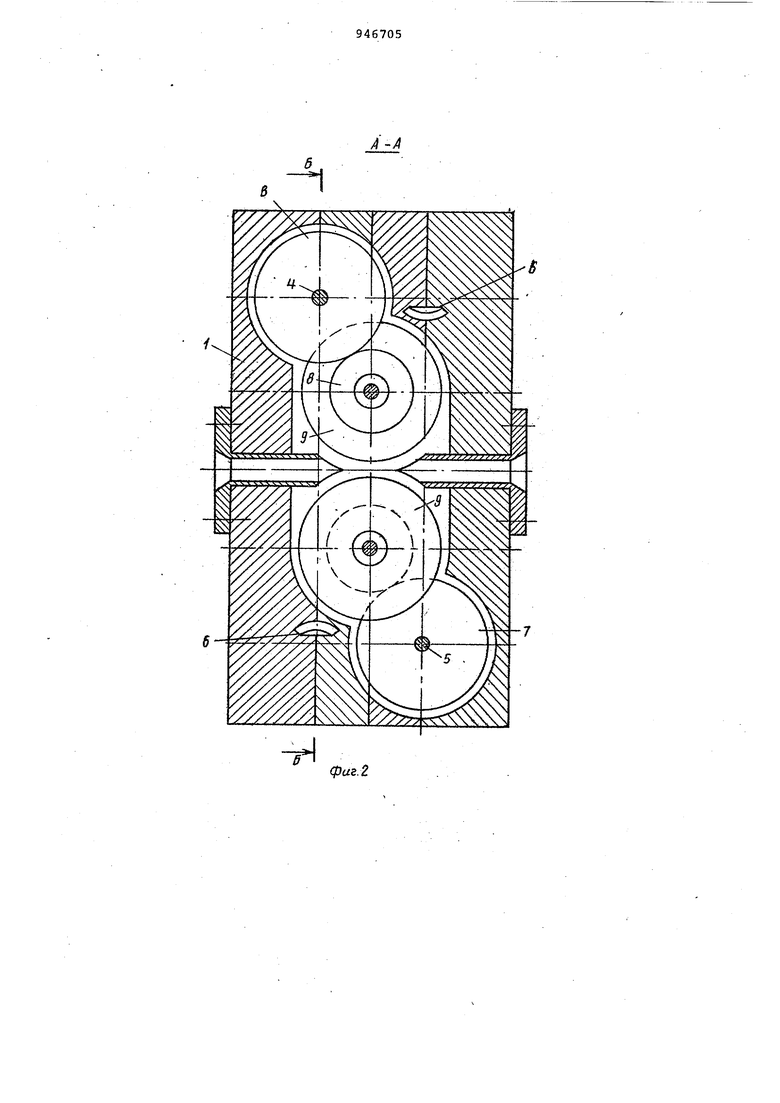
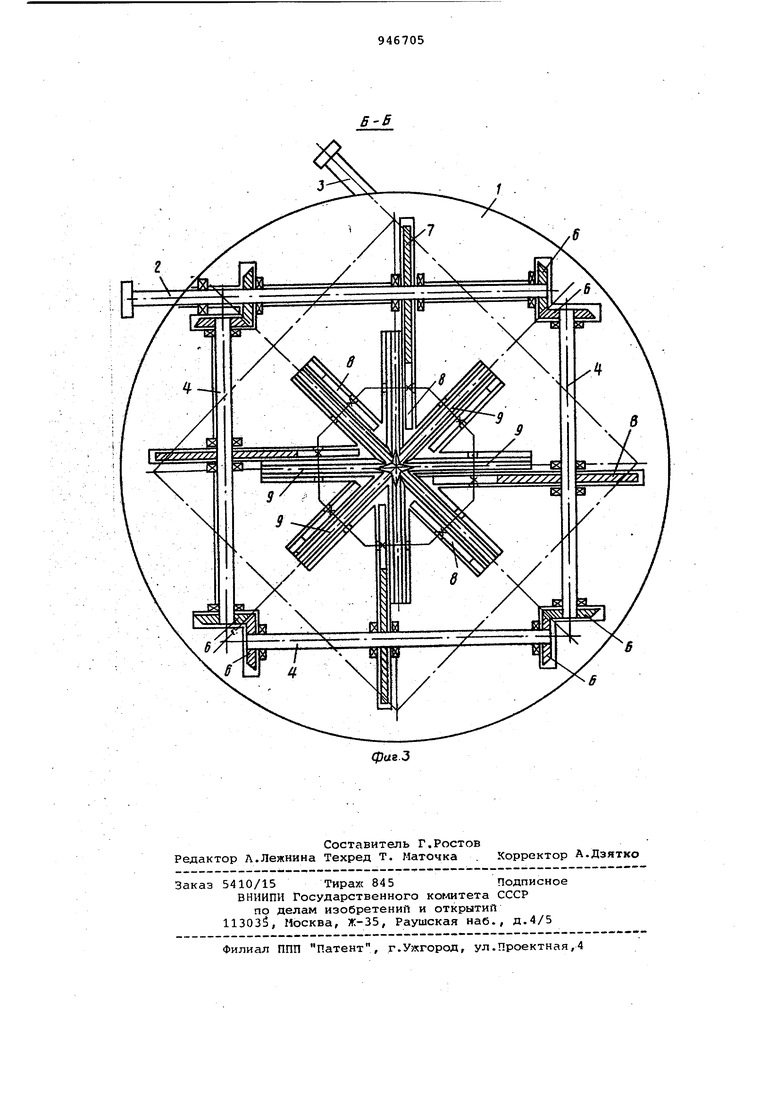
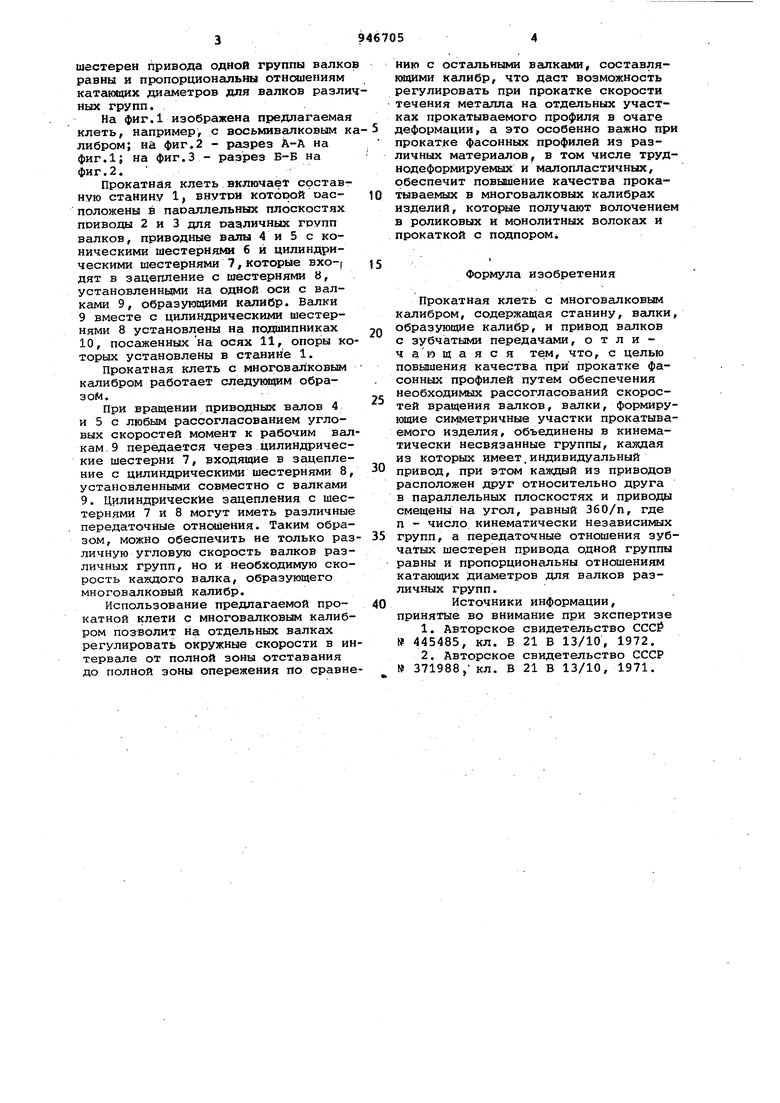
30 а передаточные отношения зубчатых шестерен привода одной группы валко равны и пропорциональны отношениям катакяцих дис1метров для валков разли ных групп. На фиг.1 изображена предлагаемая клеть, например, с восьмивалковым к либром; на фиг.2 - разрез А-А на фиг.1| на фиг.З - разрез Б-Б на фиг.2. Прокатная клеть включает составную станину 1, ВНУТРИ кототюй оасположены в параллельных плоскостях поиводы 2 и 3 для различных ГРУПП валков, приводные валы 4 и 5 с коническими шестернями 6 и цилиндрическими шестернями 7, которые входят в зацепление с шестернями 8, установленньцми на одной оси с валками 9, образующими калибр. Валки 9 вместе с цилиндрическими шестернями 8 установлены на подшипниках 10, посаженных на осях 11, опоры ко торых установлены в станийе 1. Прокатная клеть с многовалковым калибром работает следующим образом. При вращении приводных валов 4 и 5 с любым рассогласованием угловых скоростей момент к рабочим вал кам 9 передается через цилиндрические шестерни 7, входящие в зацепление с цилиндрическими шестернями 8, установленными совместно с валками 9. Ц51линдрическИе зацепления с шестернями 7 и 8 могут иметь различные передаточные отношения. Таким образом, можно обеспечить не только раз личную угловую скорость валков различных групп. Но и необходимую скорость каждого валка, образующего многовалковый калибр. Использование предлагаемой прокатной клети с многовалковым калибром позволит на отдельных валках регулировать окружные скорости в ин тервале от полной зоны отставания до полной зоны опережения по сравне нию с остальными валками, составлякндими калибр, что даст возможность регулировать при прокатке скорости течения металла на отдельных участках прокатываемого профиля в очаге деформации, а это особенно важно при прокатке фасонных профилей из различных материалов, в том числе труднодеформируемых и малопластичных, обеспечит повышение качества прокатываемых в многовалковых калибрах изделий, которые получают волочением в роликовых и монолитных волоках и прокаткой с подпором Формула изобретения Прокатная клеть с многовалковым калибром, содержащая станину, валки, образующие калибр, и привод валков с зубчатыми передачами, о т л и ч ающа я с я тем, что, с целью повышения качества при прокатке фасонных профилей путем обеспечения необходимых рассогласований скоростей вращения валков, валки, формирующие симметричные участки прокатываемого изделия, объединены в кинематически несвязанные группы, каждая из которых имеет.индивидуальный привод, при этом каждый из приводов расположен друг относительно друга в параллельных плоскостях и приводы смещены на угол, равный ЗбО/п, где п - число кинематически независимых групп, а передаточные отношения зубчатых шестерен привода одной группы равны и пропорционсшьны отношениям катающих диаметров для валков различных групп. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство ССС 445485, кл. Ъ 21 В 13/10, 1972. 2.Авторское свидетельство СССР 371988,- кл. В 21 В 13/10, 1971.
Ij 
| название | год | авторы | номер документа |
|---|---|---|---|
| Стан для прокатки клиновидных профилей | 1979 |
|
SU832825A1 |
| Прокатная клеть с многовалковым калибром | 1988 |
|
SU1581395A1 |
| Кассета для неприводных валков клети с многовалковым калибром | 1983 |
|
SU1079319A1 |
| Прокатный,преимущественно прокатно-ковочный или роликовый,стан | 1987 |
|
SU1437117A1 |
| Прокатный стан | 1986 |
|
SU1405910A1 |
| Прокатная клеть | 1974 |
|
SU638001A1 |
| Прокатная клеть | 1980 |
|
SU944717A1 |
| Рабочая клеть прокатного стана | 1988 |
|
SU1667960A2 |
| Прокатный стан с многовалковым калибром | 1984 |
|
SU1235563A1 |
| Рабочая клеть прокатного стана | 1990 |
|
SU1713700A1 |