Цепы наофетешя - расширение технологиадских возможностей машины и повышение надажности работы.
Это достигается тем, что машина снабжена приводом поджима печи к литейной форме, а ме- 5 ханиэм выталкивания отливки расположен между литейной фермой и шчью, причем заливочное отверстне в питейной форме выполю но в попом выталкивателе, расположенном соосно к ётаппощюводу, а привод поджима печи ю к. питейной форме и привод механизма выталкивания отливки вьшопюн единым, например в виде гидроцилшздра и расположен под печыо Выполнение заливочного отверстия в вытахк кивателе позволяет использовать гидроцилиндр.ЧГб расположенный под печью, как для поджима печи к литейной форме для осуществления заливки, гак и для выталкивания отливки. Это экономит пространство между печью и литейной формой, освобождая от необходимости рао-,20 ПОЛОЖЕНИЯ в этом пространстве привода меха низма выталкивания.-отливки, и от сушественного увеличешя расстояния между сзвтавом в тигле печи и литейной формой.
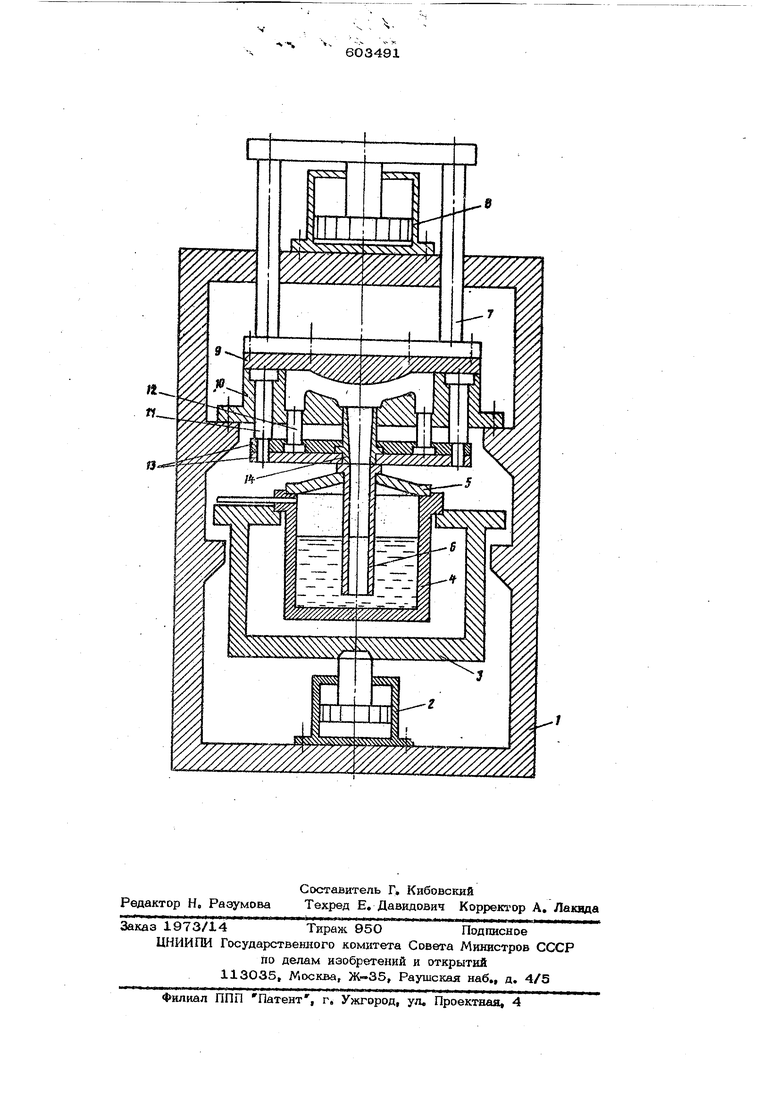
На чертеже схематично изображена маши- ;25 на, разрез.
Устройство содержит станину 1, на которой смонтированы гидроцилиндр 2, печь 3 с тиглем 4, крышкой 5 и метаплбпроводом 6, механизм закрывания 7, исполнительным ор- 30 ганом которого является гищзоципиндр 8. Литейная форма с механизмом выталкивания отливки представляет собой единый сменный узел,в состав которого входят верхняя полуформа 9 и нижняя попуформа . 10, а также детали меха- 35 нигзма выталкивания - контрвыталкивателк 11, выталкиватели 12, ппиты 13 и-выталкиватель с заливочным отверстием 14.
Гидроцилиндр 2 смонтирован на станине 1. под печью 3 и служит для плотного прижатия 40 металлопровода 6 к торцу выталкивателя с заливочным отверстием 14 при заливке литейной формы и для выталкивания отливки из нижней полу- ффмы 10 посредством выталкивателей 12 и выталкивателя с заливочным отверстием 14.
Усипле гидрсадилиндра 2 меньше, чем гидроцилйндра 8. Для увеличения усилия при выталкивании отливки шдроциливдр 2 может , быть соедишн с насосом более высокого ления, при этом его усилие может быть больше, чем у гидроцилиндра 8,
Печь 3 смонтиррвана в направляющих, установленных на выдвижной тележке (на черте. : же не показаны), предотвращаюших ее пере-55 кос при подъеме и опускании гидроцилинд- ром 2. Помимо осноБйого назначения, которое состоит в сохр)анении сплава при заданной температуре и в обеспечении заливки литейной формы, печь служит; для 60
ередачи усилия гидроцилиндра 2 к механизу выталкивания отливки,
ivtexamaM закрьюания 7с тадроцидиндром предназначен для подъема и опускания зарепленной на нэм верхней полуформы Э.Нижяя попуформа 1О закреплена неподвижно на ташнэ 1.
Работа машиш. осушествляется следующим образом.
Гидроцилинцром 8 опускают верхнюю полуформу 9 до плотного смыкания с нижней попуффмой 10. Гидроцилиндром 2 поднимают печь 3| которая торцом металпопровода 6 плотно прижимается к выталкивателю с заливочным отверстием 14. Усжлие поджима через ппиты 13 и контрвыталкиватепи 11 передается на. верхнюю полуфорк 9, Посколы ку усилие гидроцилиндра 2 меньше, чем ладрсмилиндра 8, верхняя попуформа 9 остается прижатой к жжней попуформе 10, В этом положении выполняют заливку литейной формы подачей сжатого воздуха в тигель 4. После затвердаван{я отливки сжатый воздух из тигля 4 выпускают, гидроцилиндр 2 переключают в дайтральное положение, а гидроцилиндр 8 - на подъем верхней попуформы 9.
После раскрытия литейной формы гидроцилиндр 2 включают на перемещение печи 3 вверх. Усилие гидроцилиндра 2 через корпус печи 3, тигель 4, крышку 5 и метаплопровод 6 передается на плиты 13 и связанHbie с ними выталкиватели 12. Г)оисходит выталкивание отливки ю нижней полуфсз)мы 10, после чего отливку удаляют с машины.
После извлечения отливки гидроцили;вдр 8 включают на перемещение верхдай полуформы 9 вниз, которая при опускании нажимает на контрвыталкиватели 11. Последние гередают усанлие П1дроцилиндра.8 чбрез плиты 13 и печь 3 на шток гидроцилиндра 2 и, преодолевая его усилие, направленное вверх, опускают печь и механизм выталкивания отливки до плотного смыкания верхней и нижней попу форм.
После этого машина готова к выделению следующего цикла изготовления отливки, который начинается с подачи сжатого воздуха в тигель.
Если при выталкивании отливки используется насос высокого давления, при котором усилие гидроцилиндра 2 больше, чем у гидроцилиндра 8, то при включении гидроцилиндра 8 на опускание ворхней попуформы 9 насос высокого давления от гидроцилиндра 2 отключают.
Иногда при сборке литейной формы требуется установка дополнительных частей, например песчаных стержней, при опущенных вытапкивателях 12. В этом случае после
извлечения предыдущей отливки ги фодипиндр 2 переключают на перемешеше штока вниз. При этом печь и механизм выталкивашя отпввкв опускаются в нижнее положение под действием сипы тяжести. застревании механизма выталкивания в верхнем положения его опускают принудительно, воздействуя на контрвыталкиватели 11 вврхдай полуформой 9, приводимой в .движение гидроцилиндром 8,
Конструкцией предложенной машины предусмотрена фиксация выталкивателей от радиального смещения и дарекоса только в нижней попуфсрме, поэтому изменение размеров деталей из-за тетового расширения в процессе работы не оказывает вредного влияния на работоспособность .механизма выталкивашя отивки.
А шиина предназначена для изготовления ширсжой номенклатуры отливок с применэнием различных сменньк литейных форм, как с механизмом выталкивания отливок из нижней полуформы, так и без него.
Использование универсальной машины для производства различных отливок существенно снижает затраты по сравнению с применением специальных машин, каждая из которых предназначена для производства только одного вида отливок.
Формула изобре те н и я
Машина для литья под низким давлением, содержащая станину, литейнуюформу с механизмом выталкивания отливки из нижней полуФормы, печь с тиглем, крьшисой и металлопрсжодом и механизм {перемещения верхней полуформы, отличающаяся тем, что, с целью расширения технологических возможностей и повышения надежности работы, она снабжена приводом поджима печи к литейной форме, в механизм выталкивания отливки расположен между литейной формой и. печью, причем заливочное отверстие в литейной ффме выполнено в полом выталкивателе, расположенном соосно метал-, лопроводу, а привод поджима печи к литейной форь« и привод механизма выталкивания отливки выполнен единым, например в виде гидроцилиндра, и расположен под печью.
Источники информации, принятые во внимание при экспертизе:
1. Патент СССР № 5О2595, кл. В 22 D 27/14, 1972.

| название | год | авторы | номер документа |
|---|---|---|---|
| МАШИНА ДЛЯ ЛИТЬЯ ПОД НИЗКИМ ДАВЛЕНИЕМ | 1995 |
|
RU2082548C1 |
| Установка для литья с газовым протидавлением | 1976 |
|
SU576156A1 |
| Пресс-форма для литья под давлением | 1982 |
|
SU1036444A1 |
| Центробежная литейная машина с вертикальной осью врщащения | 1976 |
|
SU715211A1 |
| Механизм выталкивания отливок из литейных форм | 1974 |
|
SU647059A1 |
| Машина для литья под низким давлением | 1980 |
|
SU900969A1 |
| Машина для литья под низким давлением роторов электродвигателей | 1980 |
|
SU933229A1 |
| Установка для литья под низким давлением | 1975 |
|
SU517395A1 |
| КОКИЛЬНАЯ МАШИНА | 1973 |
|
SU393032A1 |
| Кокильный карусельный комплекс | 1990 |
|
SU1720791A1 |