1
Изобретение относится к литейному производству.
-Известен кантователь для поворота литейных форм на 180°, выполненный в виде установленного .на раме барабана, внутри которого расположены два ряда приводных роликов, а за барабаном.- электродвигатель с редуктором и ведущей шестерней. Для автоматизации процесса подачи и выдачи форм каждый ряд роликов оснащен ведомой шестерней, диаметрально расположенной относительно другой шестерни. Эти шестерни предназначены для поочередного зацепления с ведущей шестерней привода l .
Недостатком кантователя является сложность конструкции и затрудненность кантования крупногабаритных опок.
Известен также, кантователь, преимущественно дпя опок, имеющих две пары цапф, содержаощй привод для кантования, подъемный стол, гнезда, установленные на противопсшаж ных внутренних сторонах верхней части подъемного стола и предназначенные для расположения в ниХ одной пары цапф, пару кантующих дугообразных рычагов, средний из которых предназначен для установки в . него второй пары цапф 2.
Недостатками данного кантователя является наличие большого числа ки-, нематических пар шарнирно-рычажной систеьы, больших моментов, приложенных к рычагам, сил трения меяду дугообразными рычагами и гнездами с опоки. Все это ведет к увеличенному износу как шарнирнорычажной системы с гнездами, так и цапф опоки.
Кроме того, недостатком является невозможность кантования различных типоразмеров опок.
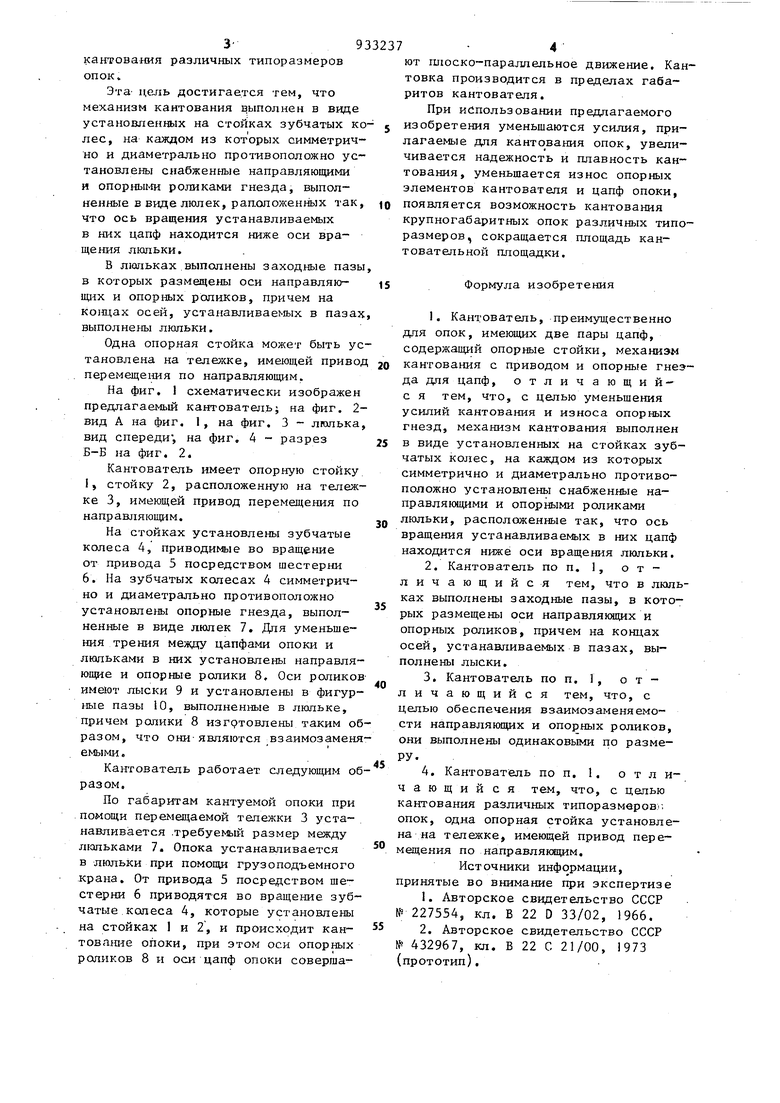
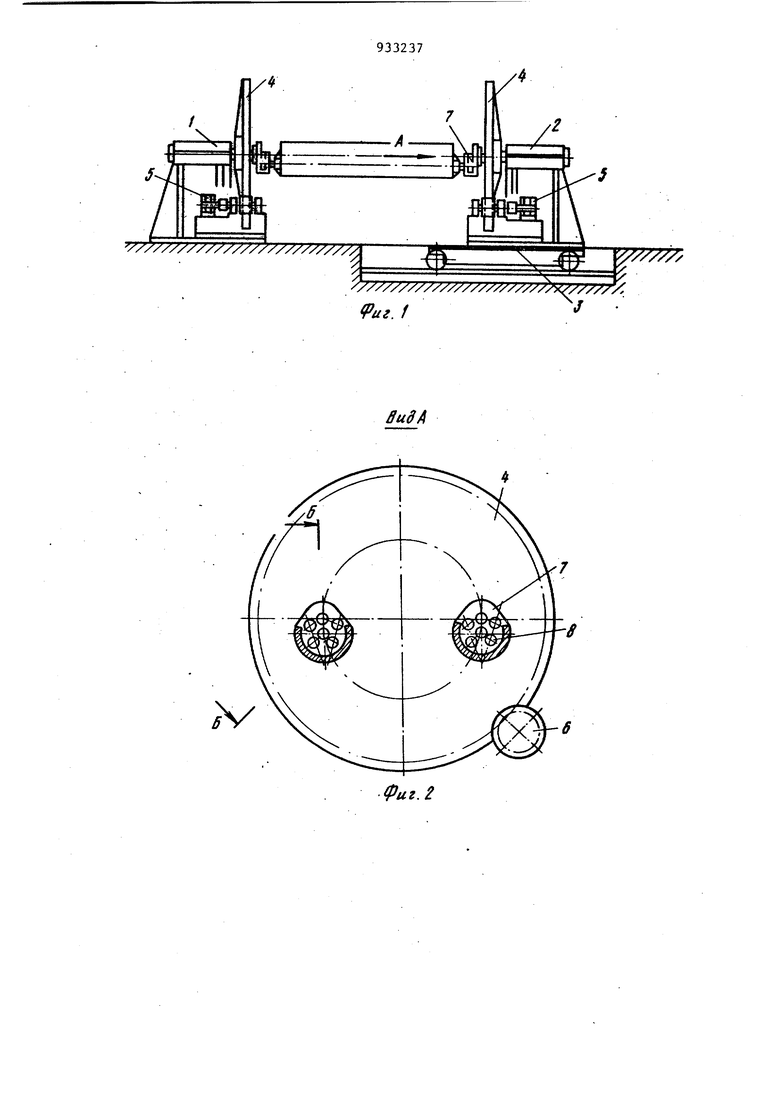
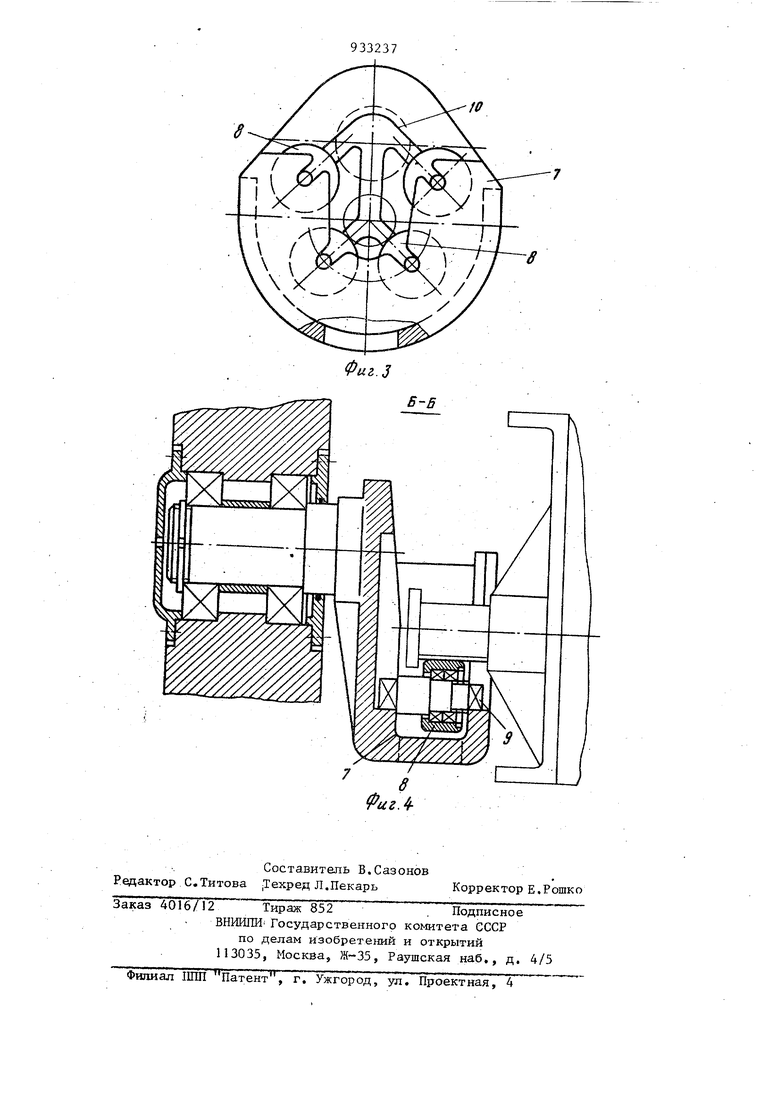
Целью изобретения является уменьшение усипий кантования и износа опорных гнезд, а также возможность . 39 кантгова шя различных типоразмеров опок. Эта- цель достигается тем, что механизм кантования выполнен в виде установленных на стойках зубчатых ко лес, на каждом из которых симметрично и диаметрально противоположно установлены снабженные направляющими и опорными роликами гнезда, выполненные в виде люлек, раположенных так, что ось вращения устанавливаемых в них цапф находится ниже оси вращения люльки. В л еиьках выполнены заходные пазы в которых размещены оси направляющих и опорных роликов, причем на концах осей, устанавливаемых в пазах выполнены люльки. Одна опорная стойка может быть ус тановлена на тележке, имеющей привод перемещения по направляющим. На фиг, 1 схематически изображен предлагаемый кантователь; на фиг. 2вид А на фиг, 1, на фиг, 3 - лголька вид спереди , на фиг, 4 - разрез Б-Б на фиг, 2, Кантователь имеет опорную стойку 1, стойку 2, расположенную на тележке 3, имеющей привод перемещения по направляющим. На стойках установлены зубчатые колеса 4, приводимые во вращение от привода 5 посредством шестерни 6. На зубчатых колесах 4 симметрично и диаметрально противоположно установлены опорные гнезда, выполненные в виде люлек 7. Дпя уменьшения трения между цапфами опоки и люльками в них установлены направляющие и опорные ролики 8, Оси роликов имеют лыски 9 и установлены в фигурные пазы iO, выполненные в люльке, причем ролики 8 изготовлены таким об разом, что они-являются взаимозаменя емыми , Кантователь работает следующим об разом. По габаритам кантуемой опоки при помощи перемещаемой тележки 3 устанавливается .требуемый размер между л апьками 7, Опока устанавливается в люльки при помощи грузоподъемного крана. От привода 5 посредством шестерни 6 приводятся во вращение зубчатые ксшеса 4, которые установлены на стойках 1 и 2, и происходит кантование опоки, при этом оси опорных раликов 8 и оси цапф опоки совершаЮТ шюско-параллельное движение. Кантовка производится в пределах габаритов кантователя. При использовании предлагаемого изобретения уменьшаются усилия, прилагаемые для канто вания опок, увеличивается надежность и плавность кантования, уменьшается износ опорных элементов кантователя и цапф опоки, появляется возможность кантования крупногабаритных опок различных типоразмеров, сокращается площадь кантовательной площадки. Формула изобретения 1,Кантователь, преимущественно для опок, имеющих две пары цапф, содержащий опорные стойки, механизм кантования с приводом и опорные гнезда для цапф, отличающий - с я тем, что, с целью уменьшения усилий кантования и износа опорных гнезд, механизм кантования выполнен в виде установленных на стойках зубчатых колес, на каждом из которых симметрично и диаметрально противоположно установлены снабженные направляющими и опорными роликами люльки, расположенные так, что ось вращения устанавливаемых в них цапф находится ниже оси вращения люльки. 2,Кантователь по п, , отличающийся тем, что в люльках выполнены заходные пазы, в которых размещены оси направлякмцих и опорных роликов, причем на концах осей, устанавливаемых в пазах, выполнены лыски, 3,Кантователь по п, 1, отличающийся тем, что, с целью обеспечения взаимозаменяемости направляющих и опорных роликов, они выполнены одинаковыми по размеРУ, 4,Кантователь по п, 1, отличающийся тем, что, с целью кантования различных типоразмеров), опок, одна опорная стойка установлена на тележке, имеющей привод перемещения по направляюощм. Источники информации, принятые во внимание при экспертизе 1,Авторское свидетельство СССР №227554, кл. В 22 D 33/02, 1966, 2,Авторское свидетельство СССР № 432967, кл, Б 22 С 21/00, 1973 (прототип),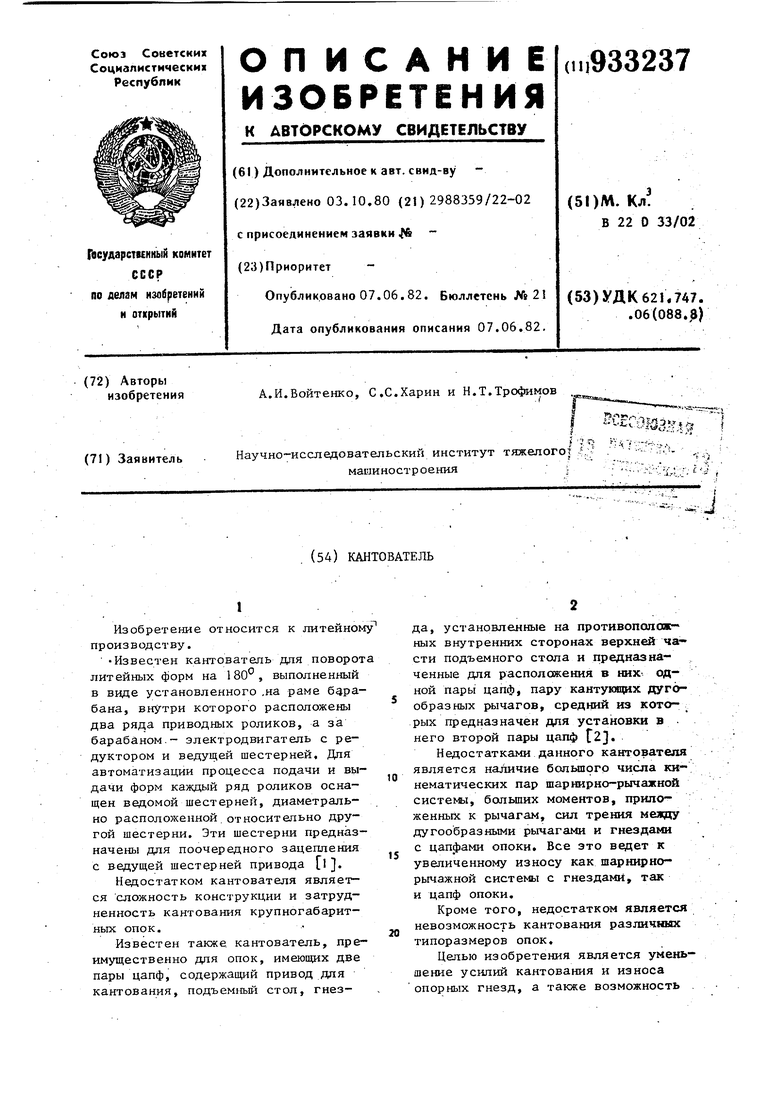
| название | год | авторы | номер документа |
|---|---|---|---|
| Кантователь | 1973 |
|
SU510285A1 |
| КАНТОВАТЕЛЬ | 1972 |
|
SU432967A1 |
| Кантователь крупногабаритных изделий | 1984 |
|
SU1326418A1 |
| Кантователь для сборки под сварку | 1980 |
|
SU910388A1 |
| Кантователь | 1976 |
|
SU599873A2 |
| Устройство для вытяжки и кантовки крупногабаритных форм | 1985 |
|
SU1271633A1 |
| Кантователь сортового проката | 1985 |
|
SU1289576A1 |
| Устройство для выбивки литейных форм | 1989 |
|
SU1675044A1 |
| Поворотно-протяжная машина | 1974 |
|
SU519282A1 |
| Кантователь труб | 1990 |
|
SU1726082A1 |
ЗидА
фиг. 2
