(54) АВТОМАТИЧЕСКИЙ СТОПОР ДЛЯ ЛИТЬЯ
| название | год | авторы | номер документа |
|---|---|---|---|
| Стопор для литья | 1980 |
|
SU933240A1 |
| СПОСОБ ПОЛУЧЕНИЯ ЛИТИЕВО-АЛЮМИНИЕВОГО СПЛАВА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2033451C1 |
| СИСТЕМА ЛИТЬЯ | 2018 |
|
RU2760016C2 |
| СПОСОБ ПОЛУЧЕНИЯ КРУПНОГАБАРИТНОЙ ОТЛИВКИ С ВНУТРЕННИМИ ПОЛОСТЯМИ СЛОЖНОЙ КОНФИГУРАЦИИ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2002 |
|
RU2231414C2 |
| СПОСОБ ЛИТЬЯ МЕТАЛЛА В ВАКУУМЕ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2250153C1 |
| ПЛАВИЛЬНЫЙ ТИГЕЛЬ | 2005 |
|
RU2310547C2 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ МОДЕЛЕЙ ПОРШНЯ | 2009 |
|
RU2513672C2 |
| СПОСОБ ЛИТЬЯ МНОГОСЛОЙНЫХ ЗАГОТОВОК ДЛЯ КРУПНОТОННАЖНЫХ КОРПУСОВ ТРАНСПОРТНО-УПАКОВОЧНЫХ КОНТЕЙНЕРОВ (ТУК) ИЗ ВЫСОКОПРОЧНОГО ЧУГУНА С ШАРОВИДНЫМ ГРАФИТОМ (ВЧШГ) ФЕРРИТНОГО И АУСТЕНИТНОГО КЛАССОВ ДЛЯ ПЕРЕВОЗКИ И ХРАНЕНИЯ ОТРАБОТАВШЕГО ЯДЕРНОГО ТОПЛИВА (ОЯТ) | 2013 |
|
RU2531157C1 |
| Устройство для изготовления биметаллических заготовок | 1977 |
|
SU789240A1 |
| УСТРОЙСТВО ДЛЯ ЛИТЬЯ ПОД ДАВЛЕНИЕМ ЗУБНЫХ ПРОТЕЗОВ | 1996 |
|
RU2098045C1 |
, ... . -1
Изобретение,относится к литейному производству, а именно к устройствам для управления сливов расплавленного металла из литниковых чаш в формы, в частности доя проходных методических печей..
Известен автоматический стопор для литья, для выдержки расплавленного металла в чаше и перегрева его до требуемой температуры при литье в проходной методической печи, включающий корпус со ступенчатым сливным каналом, два огнеупорных кольца, плавкую диафрагму, лучеотражающий элемент, установленный над плавкой диафрагмой и огнеупорную заглушку, установленную на плавкой диафрагме D3.
Недостатком этого стопора является то, что оно срабатывает всегда при одной и той же температуре плавкой диафрагмы, равной температуре ее плавления. Управлять этой температурой можно только за счет
изменения материала плавкой диафрагмы и соответственно изменения температуры ее плавления. Это требует создания целой серии сплавов с точно известной температурой плавления. В производстве же часто бывает необходимо менять температуру, при которой срабатывает стопорное устройство, в зависимости от условий литья для получения максималь10ного выхода годного литья по пленам, рыхлоте, макроструктуре и т.д.
Цель изобретения - упрощение регулировки температуры срабатывания стопора.
15
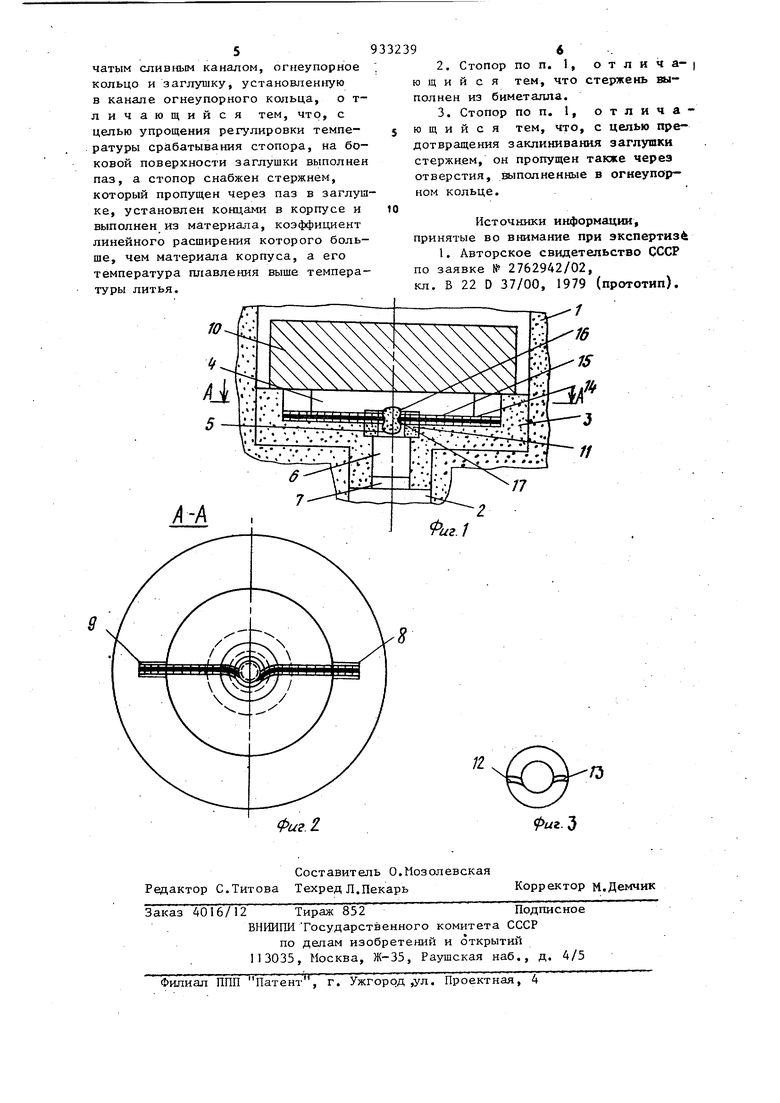
Цепь достигается тем, что в автоматическом стопоре для литья, вкл№чакщем корпус со ступенча1Ъ1М сливным каналом, огнеупорное кольцо и заглушку, установленную в канале ог20неупорного кольца, на боковой поверхности заглушки выполнен паз, а стопор снабжен стержнем, который пропущен через паз в заглушке и установлен концами в корпусе, причем коэффициент линейного расширения матери ала стержня больше, чем материала корпуса, а его температура плавления выше температуры литья. С целью получершя большей величины изгиба стержня при нагревании стержень может быть выполнен из биметалла. С целью предотвращения заклинива НИН заглушки стержнем он пропущен также через отверстия, выполненные в огнеупорном кольце. За счет, оперехсающего линейного расширения металлического стержня, по сравнению с расширением керамических корпуса статора и заглушки, этот стержень при нагревании увеличивает изгиб в месте обхвата заглуш ки и при достижении заданной темпер туры полностью освобождает ее, прив дя к срабатыванию стопора. Регулировка температуры срабатывания осуществляется изменением длины этого стержня. На фиг. I изображен предлагаемый стопор, продольный разрез, на фиг.2 разрез на фиг. 1, на фиг. 3 огнеупорное кольцо, вид сверху. В литниковой чаше 1 имеется слив ной канал 2. На дно чаши 1 устанавл вается огнеупорный корпус 3 стопора, который имеет ступенчатый сливной канал - полости 4-7 - и два диаметрально расположенных несквоз1Ш1х углубления 8 и 9 на его верхнем тор це со стороны полости 4. Размер меж ду противоположными торцами углуб лений 8 и 9 выполняется строго фиксированным. Диаметр сливного канала полости 4 меньше диаметра устанавли ваемой на стопоре навески 10 шихты. На дно полости устанавливается огнеупорное кольцо 1I, имеющее сквозные отверстия 12 и 13. В. углублении 8 и 9 и отверстия 12 и 13 ставится стержень 14, защищаемый от контакта с металлом тонкой многосекционной огч еупорной оболочкой 15. Этот сте жень удерживает в канале огнеупорного кольца огнеупорную заглушку 16 с пазом 17. В зависимости от дли стержня 14 он обхватывает, заглушку 16 слабее или плотнее. Стопор работает следующим образом. В процессе прохождения формы с металлом через зоны нагрева и плавления проходной, методическор печи происходит разогрев формы от внешних источников тепла и pacnnaBjteHne металла в чаше. .Под действием нагрева происходит теьтературное расширение как корпуса стопора, так и стерж1 я (изготовленного, к примеру, при плавке жаропрочных никелевых сплавов с требуемой температурой заливки 1450с-1500°С из титановой или молибденовой проволоки, обладающих более высокими температурами плавления). Так как коэффициент линейного расширения у металлов больше, чем у керамики, то удлинение этого стержня будет опережать расширение корпуса стопора. Упираясь концами в торцы углублений 8 и 9, он компенсирует эту разницу в удпинениях за счет увеличения изгиба в месте обхвата загл {шки 16. При достижении заранее заданной температуры стержень выходит из паза 17 в заглушке, и она, более ничем не Удерживаемая,, под действием гидростатического давления металла проходит через сливное отверстие огнеупорного кольца, полость 6 корпуса стопора и задерживается в щелевом (Отверстии полости 7 корпуса стопора. Металл через освободившийся сливной канал огнеупорного кольца и полости 6 и 7 корпуса стопора заполняет форму. При этом в процессе нагрева многосекционная огнеупорная оболочка стержня препятствует его растворению в расплавленном металле, не мешая его деформации (причем по месту стыка секций огнеупорной оболочки металл не касается стержня за счет сил поверхностного натяжения), а изогнутая форма отверстий 12 и 13 в огнеупорном кольце 11 препятствует-заклиниванию заглушки стержнем. Прямой контакт стержня с расплавленным металлом позволяет обеспечить максимальное соответствие между температурой металла и температурой срабатывания стопора. После слива металла в форму работа стопора заканчивается. Предлагаемый стопор позволяет производить регулировку темпераауры срабатывания стопора регулировкой длины стержня, что осуществляется просто и с высокой точностью. Формула изобретения 1. Автоматический стопор дщя литья, включающий корпус со ступен
