(54) СТОПОР ДЛЯ ЛИТЬЯ

| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматический стопор для литья | 1980 |
|
SU933239A1 |
| СПОСОБ ПОЛУЧЕНИЯ ЛИТИЕВО-АЛЮМИНИЕВОГО СПЛАВА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2033451C1 |
| СПОСОБ ЛИТЬЯ МЕТАЛЛА В ВАКУУМЕ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2250153C1 |
| СИСТЕМА ЛИТЬЯ | 2018 |
|
RU2760016C2 |
| СПОСОБ ПОЛУЧЕНИЯ СТАЛЬНЫХ ОТЛИВОК | 2012 |
|
RU2484917C1 |
| ГРАФИТОВАЯ ФОРМА ДЛЯ ЛИТЬЯ ЖЕЛЕЗНОДОРОЖНЫХ КОЛЕС | 1992 |
|
RU2085323C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКОЙ ОТЛИВКИ | 2016 |
|
RU2634108C1 |
| СПОСОБ ПОЛУЧЕНИЯ КРУПНОГАБАРИТНОЙ ОТЛИВКИ С ВНУТРЕННИМИ ПОЛОСТЯМИ СЛОЖНОЙ КОНФИГУРАЦИИ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2002 |
|
RU2231414C2 |
| Устройство для отливки зубных протезов под давлением | 1989 |
|
SU1662545A1 |
| Технологическая проба для определения заполняемости сплавами узких полостей | 1987 |
|
SU1508133A1 |
1
Изобретение относится к литейному производству, а именно к устройствам для управления сливом расплавленного металла из тиглей или литниковых чаш в формы, и может быть использовано для литья в проходных методических печах.
Известен автоматический стопор для выдержки расплавленного металла в чаше и перегрева его при требуемой температуре при литье в проходной методической печи, включающее корпус со ступенчатым сливным каналом, два огнеупорных кольца, плавкую диафрагму, лучеотражающий элемент, установленный под плавкой диафрагмой, и огнеупорную заглушку,, установленную на плавкой диафрагме ГП. В этом устройстве лучеотра- жакнций элемент зашлщает плавкую диафрагму от прямого нагрева излучением от горячей формы и этим тормозит ее нагрев и расплавление, а огнеупорная заглушка препятствует
растворению диафрагмы в плавящеьм- ся металле.
Недостатком этого устройства яв, ляется то, что оно срабатывает всегда при одноу и той же температуре плавкой диафрагмы, равной температуре ее плавления. Уггравлять этой температурхзй можно только за счет изменения материала плавкой диафрагма и соответственного изменения температуры ее плавлешш. Это требует создания целой серии сплавов с точно известной температурой плавления что является весьма затруднительным, В производстве же часто бывает необходимо менять температуру, при которой срабатывает стопорное устройство, в зависимости от условий литья дпя получения максимального выхода годного литья по пленам, рыхлоте, макроструктуре и т,д.
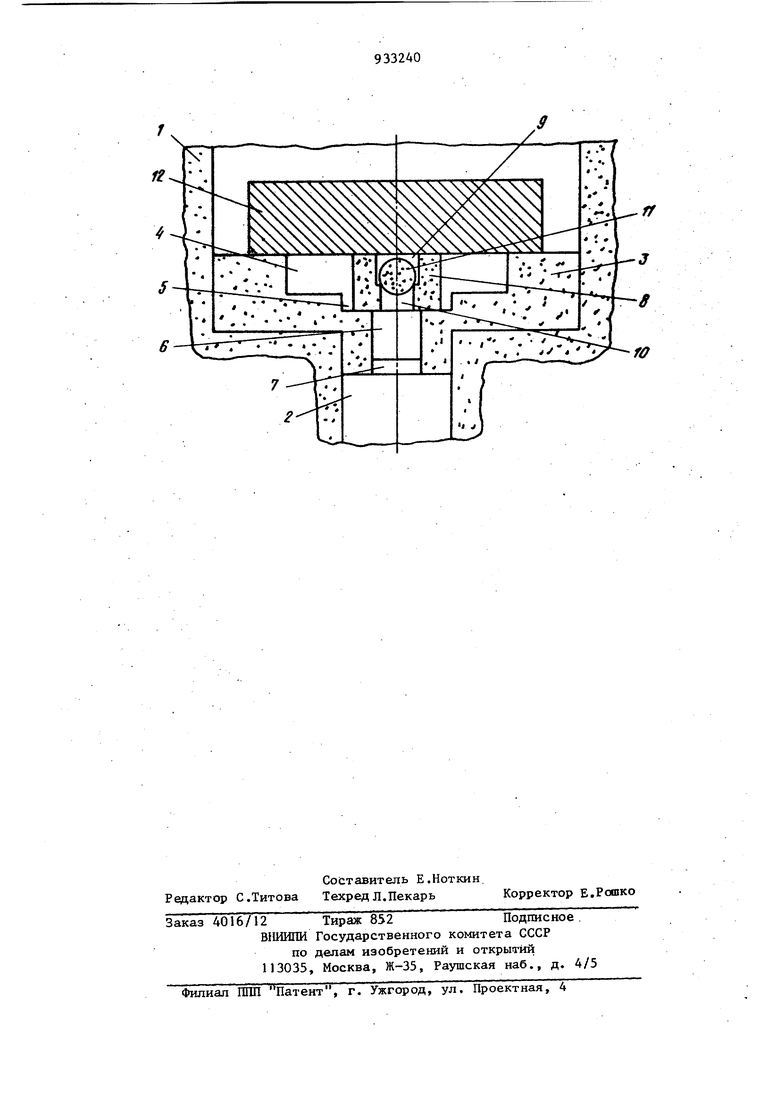
Целью изобретения является возмсзжность регулирования температуры заливки. 3 Поставленная цель достигается тем, что в стопоре для литья, включающем корпус со ступенчатым сливным каналом, огнеупорное кольцо и заглушку, установленную в сливном канале огнеупорного кольца, отверстие огнеупорного кольца «.гаолнено ступенчатым, кольцо установлено в корпусе с зазором, а коэффициент линейного расширения материала загл ки меньше, чем материала кольца. За счет опережающего линейного расширения при нагревании огнеупорного кольца, по сравнению с расширением шара, диаметр отверстия, в котором удерживается шар, будет рас ти быстрее, чем диаметр шара, и при достижении заранее расчитанной температуры диаметр кольца сравняется с диаметром заглушки и заглушка под действием собственного веса и гидростатического напора металла пройдет через кольцо и откроет путь металлу в форму. На чертеже изображен стопор для литья в исходном положении. В литниковой чаше 1 имеется слив ной канал 2. На дно чапш устанавливается огнеупорный корпус 3 стопо ра, который имеет ступенчатый сливной канал - полости 4-7. В полость 5 корпуса стопора устанавливается огнеупорное кольцо 8 со ступенчатым отверстием - полости 9 и 10. В полость 9 огнеупорного кольца устанавливается заглушка 1 1 ( например , в форме шара), Диаметр полости 9 больше диаметра заглушки 11, а диаметр полости 10 - меньше. Диаметр полости 5 корпуса стопора больше на ружного диаметра огнеупорного кольца 8 на такую величину, чтобы это кольцо могло расшириться в течение всего процесса литья. Сверху на сто пор устанавливается навеска 1 метал ла. Стопор работает следующим образом. В процессе прохождения формы с металлом через зоны нагрева и плавления проходной методической печи происходит разогрев формы от внешних источников, тепла и расплавление металла в чаше. Под действием нагрева происходит,температурное расширение как огнеупорного кольца, так и установленной в нем заглушки. Так как коэффициент линейного расширения у кольца больше, чем у заглушки, то диаметр отверстия, в котором удерхшвается. заглушка, будет расти быстрее, чем диаметр заглушки, и при заранее расчитанной температуре их диаметры сравняются. Заглушка под действием собственного веса и гидростатического напора расплавленного металла пройдет через кольцо и полость в корпусе стопора и задержится в щелевом отверстии полости 7 корпуса с.топора. При этом металл через освободившееся отверстие в огнеупорном кольце, полость 6 и частично перекрытую заглушкой полость 7 корпуса стопора заполняет форму. Так как кольцо с заглзпикой сверху и с боков погружено в металл, то разница между температурой кольца с заглушкой и температурой этого металла будет ми шмальной. После слива металла в форму работа стопора заканчивается. . Предпагаемая конструкция стопора позволяет производить регулировку температуры срабатывания стопора регулировкой диаметра отверстия кш;ьца, что осуществляется просто и с высокой точностью. Формула изобретения Стопор для литья, включающий корпус со ступенчатым сливным каналом, огнеупорное кольцо и заглушку, устаетновленную в сливном канале огнеупорного кольца, отличающийс я тем, что, с целью возможности регулирования температуры заливки, отверстие огнеупорного кольца выполнено ступенчатым, кольцо установлено в корпусе с зазором, а заглушка выполнена из материала с коэффициентом линейного расширения меньшим, чем у материала кольца. Источники информации, принятые во внимание при экспертизе 1 .Авторское свидетельство СССР по аявке № 2762942/02,кл.В 22 D 37/00, 1979 (прототип).
