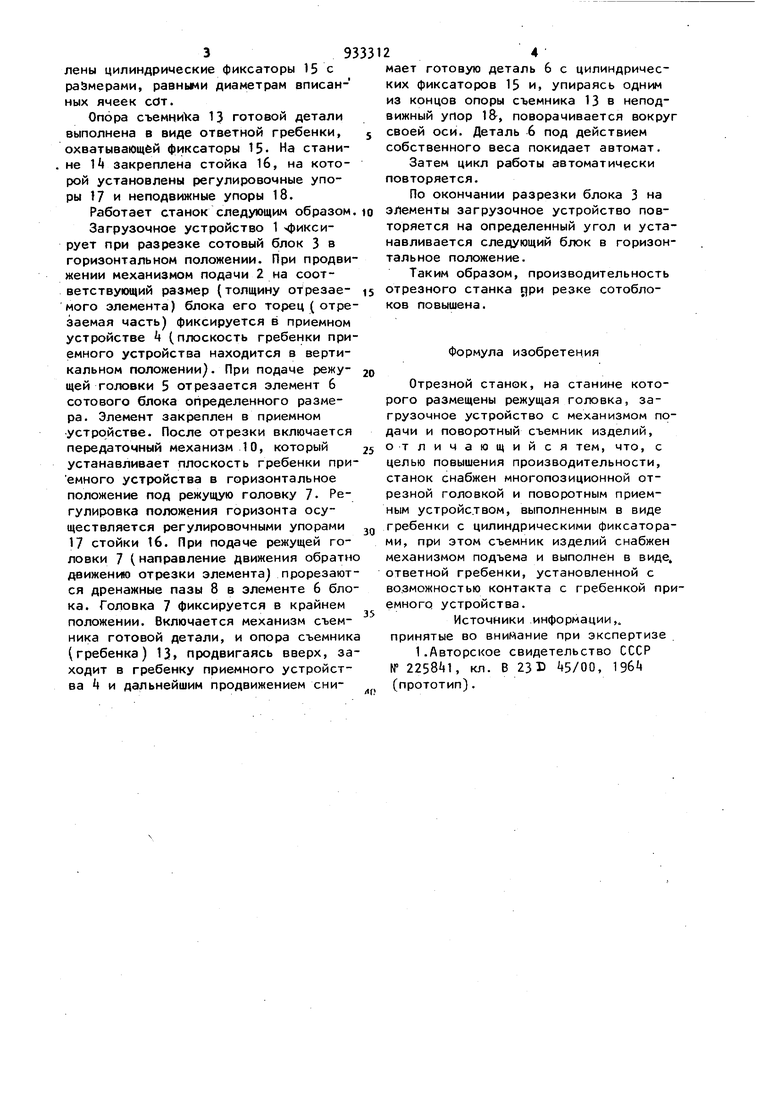
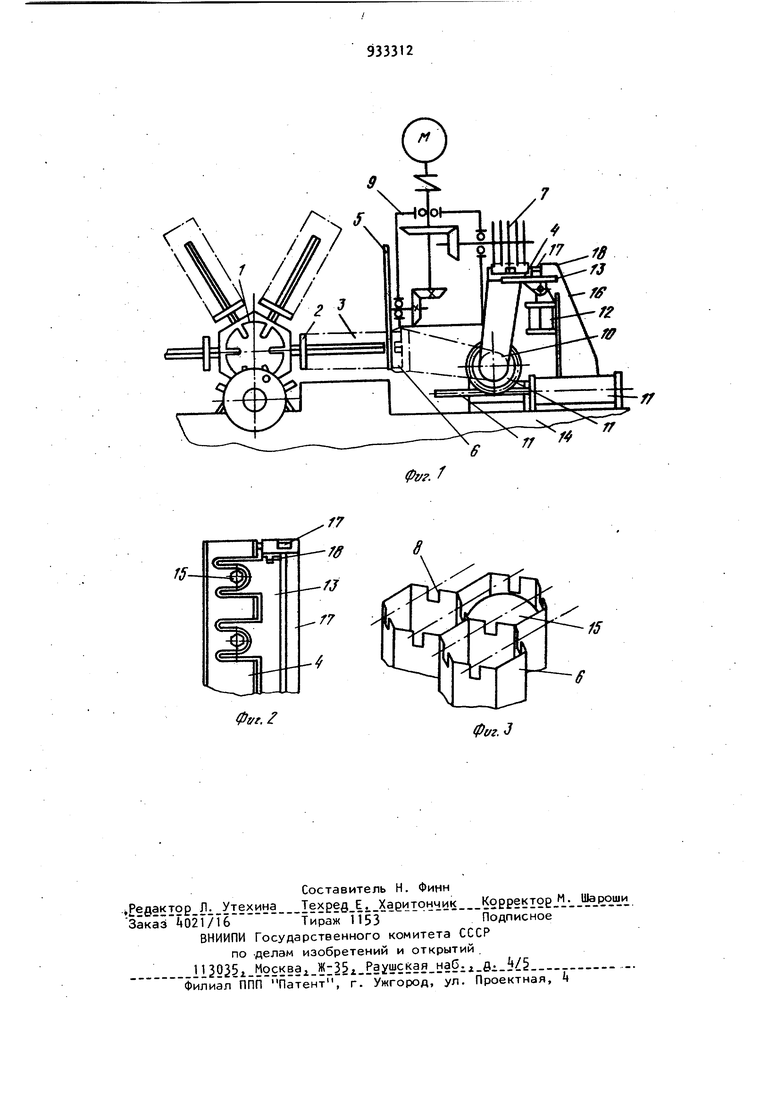
Изобретение относится к области о работки деталей резанием и предназна чено для изготовления сотового запол нителя, в частности из стеклотканного материала трехслойных панелей летательных аппаратов. Известен отрезной станок, на стан не которого размещены режущая головка, загрузочное устройство с механиз мом подачи и поворртный съемник изде лий 1J. Однако известные отрезные устройства позволяют производить резку деталей, как правило, только из моноли ного материала. Цель изобретения - повышение производительности резки сотоблоков. Для достижения поставленной цели предложенный станок дополнительно снабжен многопозиционной отрезной головкой и поворотным приемным устрой-, ством, выполненным в виде гребенки с цилиндрическими фиксаторами. Съемник изделий снабжен механизмом подъема и выполнен в виде ответной гребенки, установленной с возможностью контакта с гребенкой приемного устройства. На фиг. 1 показана принципиальная кинематическая схема станка; на фиг. 2 - вид сверху на приемное устройство и опору съемника изделий; на фиг. 3 - готовое изделие. Станок содержит загрузочное устройство 1 барабанного типа, механизм подачи 2 сотового блока 3, приемное устройство 4, режущие головки: головку 5 (разрезки блока на элементы6) и головку 7 (набор алмазных кругов) для прорезки дренажных пазов 8 в детали 6,головки 5 и 7 сблокированные(объединенные) между собой общим редуктором 9,передаточный механизм 10 с приводом от реечной передачи 11, механизм подъема 12 съемника готовой детали с опорой съемника 13 и станину Ц. Приемное устройство 4 выполнено в виде гребенки, в которую установ39лены цилиндрические фиксаторы 15 с размерами, равными диаметрам вписанных ячеек сот. Опора съемника 13 готовой детали выполнена в виде ответной гребенки, охватывающей фиксаторы 15- На станине I закреплена стойка 16, на которой установлены регулировочные упоры 17 и неподвижные упоры 18. Работает станок следующим образом Загрузочное устройство 1 фиксирует при разрезке сотовый блок 3 в горизонтальном положении. При продви жении механизмом подачи 2 на соответствующий размер (толщину отрезавмого элемента) блока его торец ( отре заемая часть) фиксируется в приемном устройстве А (пгюскость гребенки при емного устройства находится в вертикальном положении). При подаче режущей головки 5 отрезается элемент 6 сотового блока определенного размера. Элемент закреплен в приемном устройстве. После отрезки включается передаточный механизм 10, который устанавливает плоскость гребенки при емного устройства в горизонтальное положение под режущую головку 7. Регулировка положения горизонта осуществляется регулировочными упорами 17 стойки 16. При подаче режущей головки 7 (направление движения обратн движению отрезки элемента) прорезают ся дренажные пазы 8 в элементе 6 бло ка. Головка 7 фиксируется в крайнем положении. Включается механизм съемника готовой детали, и опора съемник (гребенка) 13 продвигаясь вверх, за ходит в гребенку приемного устройства А и дальнейшим продвижением сни24мает готовую деталь 6 с цилиндрических фиксаторов 15 и, упираясь одним из концов опоры съемника 13 в неподвижный упор 18-, поворачивается вокруг своей оси. Деталь 6 под действием собственного веса покидает автомат. Затем цикл работы автоматически повторяется. По окончании разрезки блока 3 на элементы загрузочное устройство повторяется на определенный угол и устанавливается следующий блок в горизонтальное положение. Таким образом, производительность отрезного станка дри резке сотобяоков повышена. Формула изобретения Отрезной станок, на станине которого размещены режущая головка, загрузочное устройство с механизмом подачи и поворотный съемник изделий, отличающийся тем, что, с целью повышения производительности, станок снабжен многопозиционной отрезной головкой и поворотным приемным устройством, выполненным в виде гребенки с цилиндрическими фиксаторами, при этом съемник изделий снабжен механизмом подъема и выполнен в виде, ответной гребенки, установленной с возможностью контакта с гребенкой приемного устройства. Источники информации,, принятые во внимание при экспертизе 1.Авторское свидетельство СССР № , кл. В 231 tS/OO, ТЭб (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для резки изделий | 1980 |
|
SU998112A1 |
| Станок для гибки с растяжением профилей | 1990 |
|
SU1779433A1 |
| Многопозиционный станок | 1984 |
|
SU1168390A1 |
| Линия для производства оребренных биметаллических труб | 1977 |
|
SU738722A1 |
| УСТРОЙСТВО ДЛЯ АБРАЗИВНОЙ ОБРАБОТКИ БЕГОВЫХ ДОРОЖЕК КОЛЕЦ ПОДШИПНИКОВ | 1992 |
|
RU2057631C1 |
| Сверлильный станок | 1989 |
|
SU1703287A1 |
| Способ изготовления изделий, преимущественно ступенчатых валов, и станок для его осуществления | 1990 |
|
SU1794567A1 |
| Многошпиндельный токарный станок | 1984 |
|
SU1202719A1 |
| Станок для снятия заусенцев с внутренних поверхностей цилиндрических деталей | 1983 |
|
SU1113215A1 |
| Установка для сварки | 1990 |
|
SU1756084A1 |
0tft.l
Фиг.З
