1
Изобретение относится к сварке, а именно к конструкции устройства для автоматической сварки конструкций с предварительным прогибом. Наиболее успешно предлагаемое изобретение может быть использовано при изготовлении панелей режу1%1Х аппаратов сельхозмашин.
Известны стенды для сборки и сварки рамно-балочных металлоконструкций, содержащие портал, несущий прижимы, подвижные боковые захваты, установленные на стойках с возможностью перемещения навстречу друг другу, боковью прижимы и опоры под изделие, выполненные плавающими в направлении, перпендикулярном про- . дольной оси портала tl}.
Однако на таких стендах можно производить сборку и сварку балок определенных типоразмеров, что ограничивает сферу их применения.
Известно устройство для автоматической сварки конструкций с предварительным прогибом, содержащее станину с механизмами прогиба в виде пневмоцилиндров с захватами и винтовых домкратов, каждый из которых включает винт и гайку, а также перемещаемую по рельсам тележку с каркасом и смоитированнь1е на станине сварочные головки 2.
Это устройство не обеспечивает высокого качества, а также не обеспечивает сварку широкого ряда типоразмеров свариваемых конструкций.
Цель изобретения - создание такой конструкции устройства для автоматической сварки конструкций с предварительным прогибом, которое позволило бы повысить качество и расширить типоразмеры свариваемых конструкций.
Указанная цель ВПредлагаемом устройстве для автоматической сварки конструкций с предварительным прогибом, содержащем станину с механизмами прогиба в виде пневмоцилиндров с захватами и винтовых домкратов, каждый ид которых включает винт и гайку, а также перемещаемую по рельсам тележку с каркасом, и смонтированные на станине сварочные головки, достигается тем, что устройство оснащено рамой, установленной на каркасе тележки, пневмоцилиндры с захватами смонтированы на указанной раме; при этом винтовые домкраты смонтированы на каркасе тележки, а торцы из винтов шарнирно соединены с рамой.
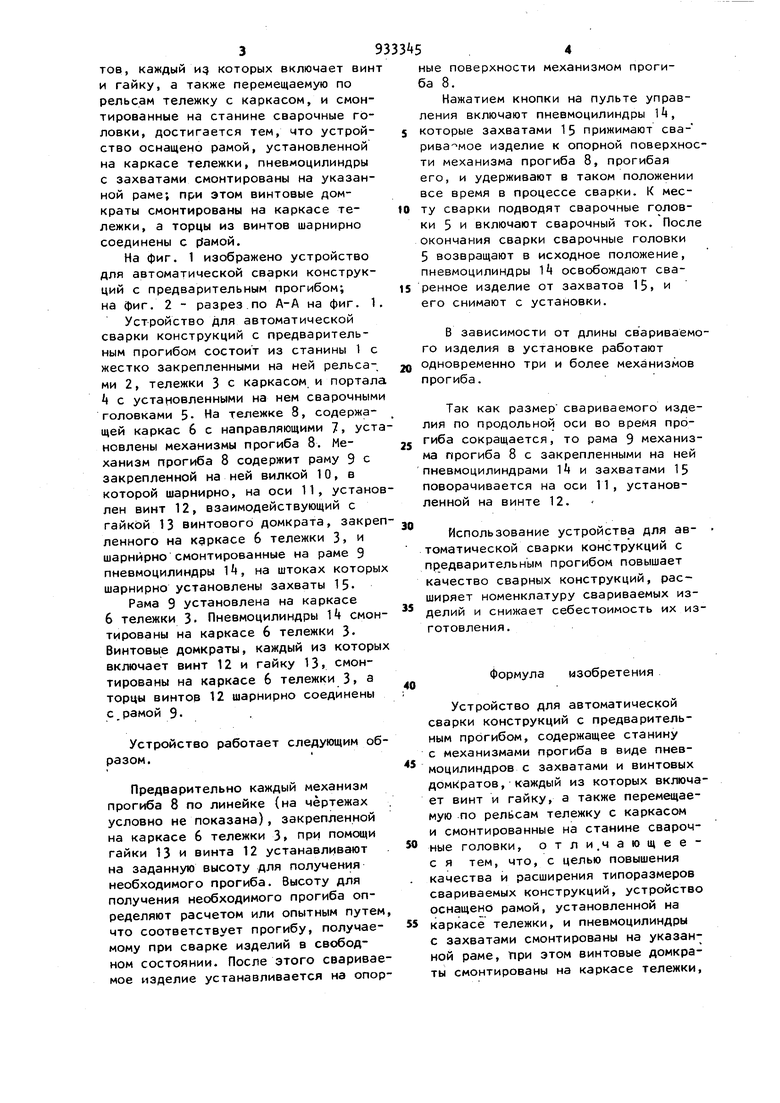
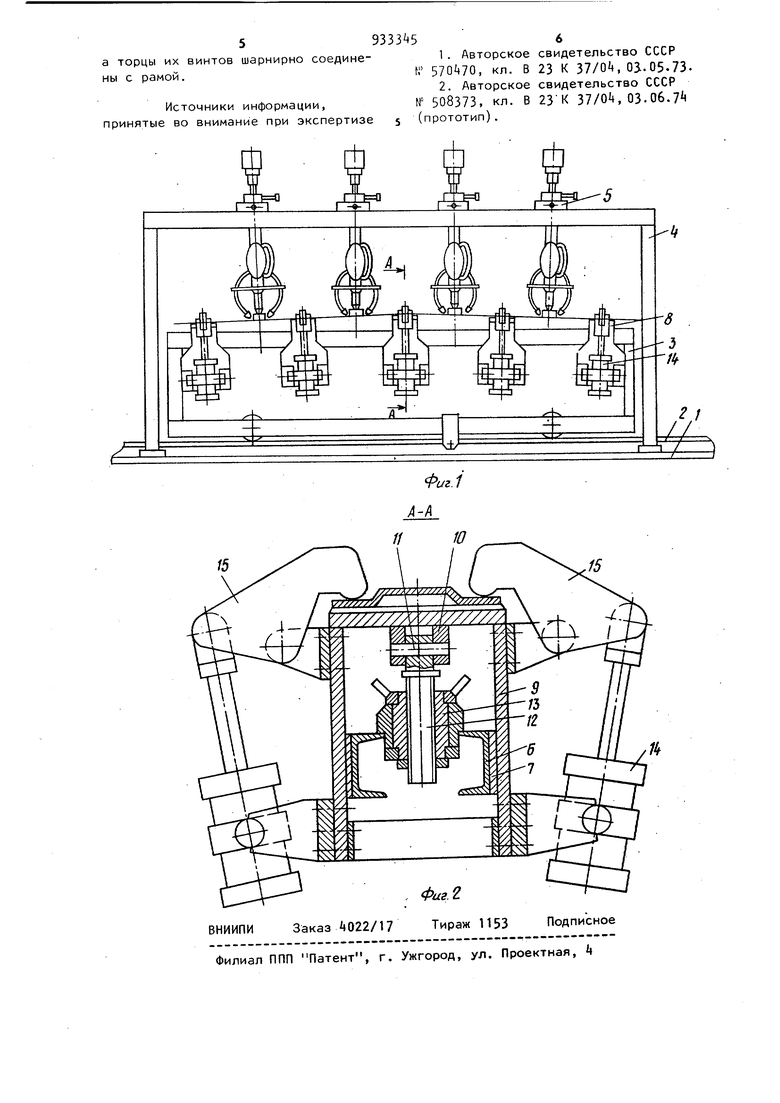
На фиг. 1 изображено устройство для автоматической сварки конструкций с предварительным прогибом; на фиг. 2 - разрез.по А-А на фиг. 1.
Устройство для автоматической сварки конструкций с предварительным прогибом состоит из станины 1 с жестко закрепленными на ней рельса-, ми 2, тележки 3 с каркасом и портала А с установленными на нем сварочными головками 5- На тележке 8, содержащей каркас 6 с направляющими 7, установлены механизмы прогиба 8. Механизм прогиба 8 содержит раму 9 с закрепленной на ней вилкой 10, в которой шарнирно, на оси 11, установлен винт 12, взаимодействующий с гайкой 13 винтового домкрата, закрепленного на каркасе 6 тележки 3, и шарийрно смонтированные на раме 9 пневмоцилиндры 14, на штоках которых шарнирно установлены захваты 15.
Рама 9 установлена на каркасе 6 тележки 3. Пневмоцилиндры 14 смонтированы на каркасе 6 тележки 3. Винтовые домкраты, каждый из которых включает винт 12 и гайку 13, смонтированы на каркасе 6 тележки 3, а торцы винтов 12 шарнирно соединены с рамой 9.
Устройство работает следующим образом.
Предварительно каждый механизм прогиба 8 по линейке (на чертежах условно не показана), закрепленной на каркасе 6 тележки 3, при помсяци гайки 13 и винта 12 устанавливгнот на заданную высоту для получения необходимого прогиба. Высоту для получения необходимого прогиба определяют расчетом или опытным путем, что соответствует прогибу, получаемому при сварке изделий в свободном состоянии. После этого свариваемое изделие устанавливается на опорные поверхности механизмом прогиба 8.
Нажатием кнопки на пульте управления включают пневмоцилиндры 14,
которые захватами 15 прижимают сварива-мое изделие к опорной поверхности механизма прогиба 8, прогибая его, и удерживают в таком положении все время в процессе сварки. К месту сварки подводят сварочные головки 5 и включают сварочный ток. После окончания сварки сварочные головки 5 возвращают в исходное положение, пневмоцилиндры 14 освобождают сваренное изделие от захватов 15, и его снимают с установки.
В зависимости от длины свариваемого изделия в установке работают одновременно три и более механизмов прогиба.
Так как размер свариваемого изделия по продольной оси во время прогиба сокращается, то рама 9 механизма прогиба 8 с закрепленными на ней пневмоцилиндрами 14 и захватами 15 поворачивается на оси 11, установленной на винте 12.
,,
Использование устройства для автоматической сварки конструкций с предварительным прогибом повышает качество сварных конструкций, расширяет номенклатуру свариваемых изделий и снижает себестоимость их изготовления.
Формула изобретения
40
Устройство для автоматической сварки конструкций с предварительным прогибом, содержащее станину с механизмами прогиба в виде пневмоцилиндров с захватами и винтовых домкратов, каждый из которых включает винт и гайку, а также перемещаемую по рельсам тележку с каркасом и смонтированные на станине сварочные головки, отли.чающеес я тем, что, с целью повышения качества и расширения типоразмеров свариваемых конструкций, устройство оснащено рамой, установленной на
каркасе тележки, и пневмоцилиндры с захватами смонтированы на указанной раме. При этом винтовые домкраты смонтированы на каркасе тележки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для контактной сварки крупногабаритных криволинейных конструкций | 1977 |
|
SU742069A1 |
| Поточная линия для сборки и сварки рамных металлоконструкций | 1989 |
|
SU1810263A1 |
| Устройство для сборки и сварки кузовов легковых автомобилей | 1978 |
|
SU763056A1 |
| Способ сборки кузовов вагонов с рамами малой жесткости | 2022 |
|
RU2797221C1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПЛОСКИХ СЕТОК | 2011 |
|
RU2486040C2 |
| Установка для сварки продольных швов обечаек | 1980 |
|
SU912467A1 |
| Линия для изготовления пространственных арматурных каркасов | 1986 |
|
SU1388230A1 |
| Установка для сварки металлоконструкций | 1979 |
|
SU897102A3 |
| Машина для контактной шовнойСВАРКи | 1978 |
|
SU795811A1 |
| Установка для сварки изделий | 1989 |
|
SU1794616A1 |
