(5) МНОГООПЕРАЦИОННЫЙ СТАНОК
| название | год | авторы | номер документа |
|---|---|---|---|
| Токарный многоцелевой станок | 1988 |
|
SU1576241A1 |
| Многооперационный станок с устройством автоматической смены инструментов | 1986 |
|
SU1445901A1 |
| Многооперационный станок | 1987 |
|
SU1454653A1 |
| ОБРАБАТЫВАЮЩИЙ ЦЕНТР | 1993 |
|
RU2129064C1 |
| ОБРАБАТЫВАЮЩИЙ ЦЕНТР | 1990 |
|
RU2027554C1 |
| ГОРИЗОНТАЛЬНО-РАСТОЧНОЙ СТАНОК | 1989 |
|
RU2053052C1 |
| Многооперационный станок | 1979 |
|
SU880689A1 |
| ТОКАРНЫЙ ОБРАБАТЫВАЮЩИЙ ЦЕНТР | 2019 |
|
RU2727133C1 |
| Роботизированный технологический комплекс | 1986 |
|
SU1430234A1 |
| Токарный станок | 1982 |
|
SU1085679A1 |
I
Изобретение относится к металлообработке.
Известен многооперационный станок, содержащий бабку изделия с патроном для зажима последнего, установленную на направляющих станины с возможностью горизонтального перемещения перпендикулярно оси патрона, суппорт расположенный с возможностью перемещения параллельно оси патрона бабки изделия, и смонтированный на суппорте инструментальный шпиндель с устройством для автоматической смены инструментов fl ,
Однако в этом станке загрузка изделия возможна только спереди, что ограничивает возможность обслуживания станка вручную в случае выхода из строя загрузчика, отсутствует воз можность обработки изделий с диаметром, большим высоты центров станка; вертикальное расположение суппорта затрудняет оснащение станка независимыми инструментальными системами
ДЛЯ вращающихся и невращающихся инструментов.
Цель изобретения - расширение технологических возможностей станка.
Для достижения указанной цели суппорт снабжен установленными на нем револьверной головкой с устройством для автоматической смены инструментов и направляющими, а инструментальный шпиндель расположен на последних с возможностью горизонтального перемещения относительно суппорта, причем оси револьверной головки и инструментального шпинделя параллельны оси патрона бабки изделия, а револьверная головка выполнена двухпозиционной и имеющей два фиксированных положения, вертикальное из которых обеспечивает возможность подвода к изделию инструментального шпинделя.
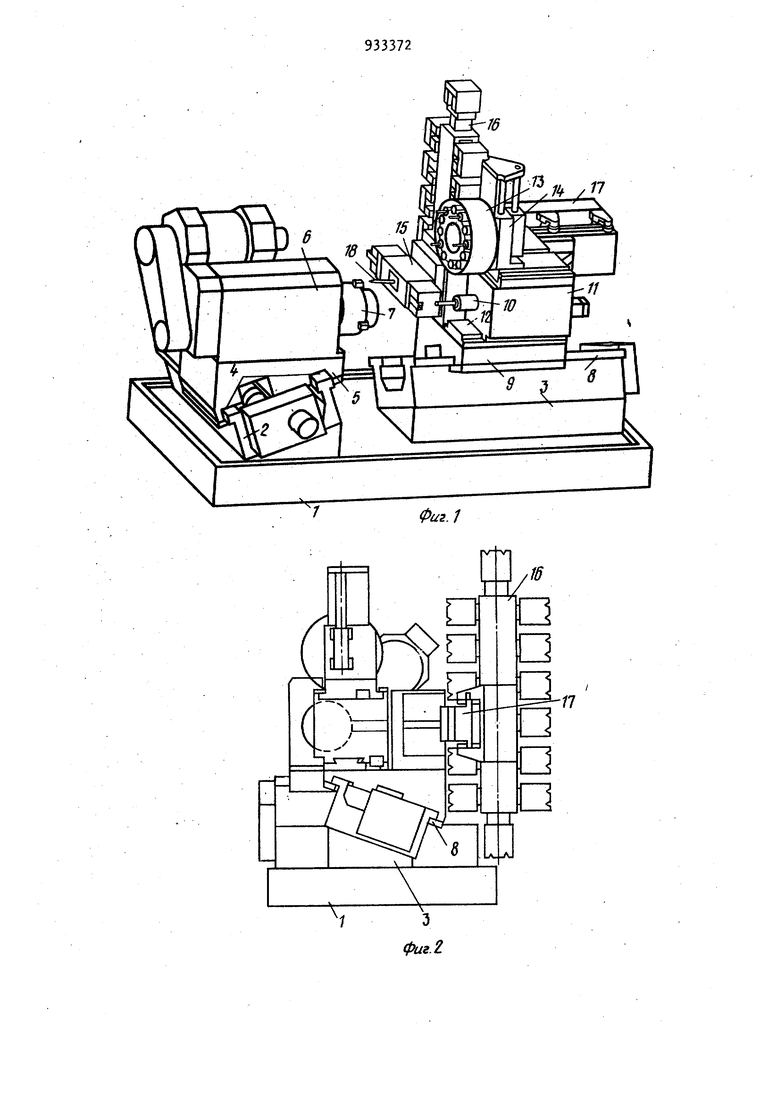
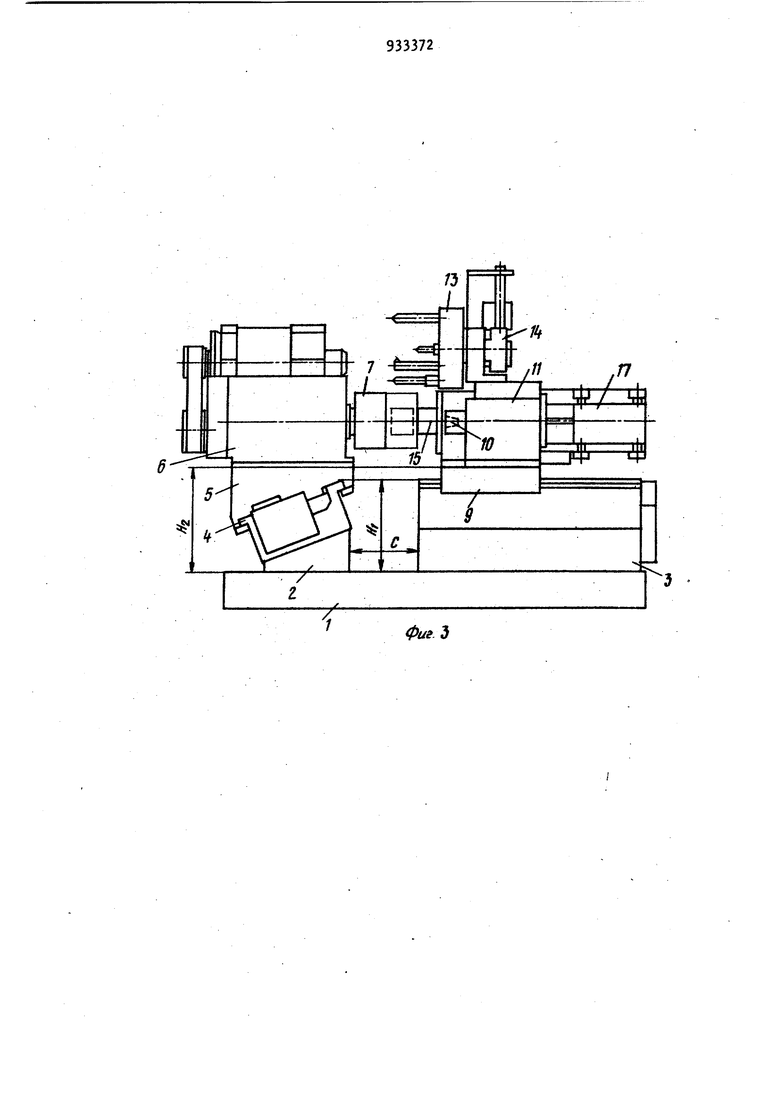
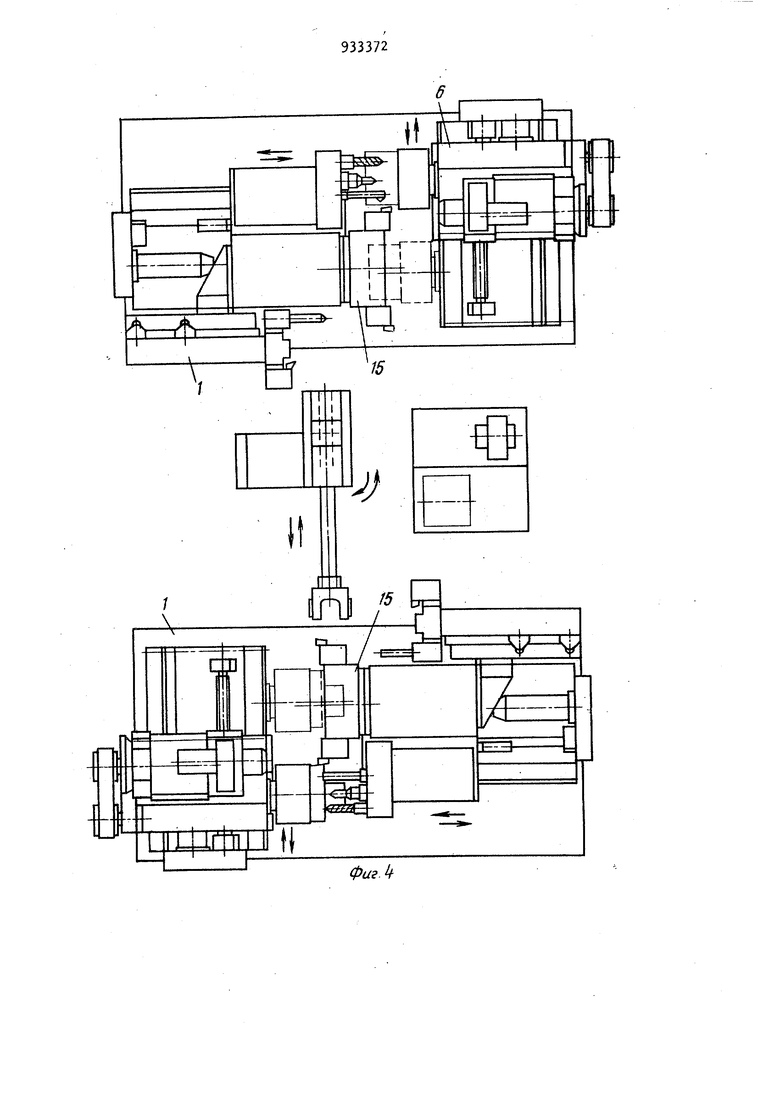
Станина выполнена в виде двух самостоятельных частей, на одной из которых установлена бабка изделия, а на другой - суппорт, при этом зазор между ними выбран с учетом габаритов установленного в патроне изделия и возможности его автоматической смены Бабка изделия, а также револьверн головка и инструментальный шпиндель, установленные на суппорте, расположе ны под углом 180° к своим первоначал ным положениям. Станок снабжен измерительным устройством, установленным на торцовой стороне револьверной.головки, обращенной к патрону бабки изделия. На фиг. 1, 2, 3 изображены соответственно виды станка: общий сбоку и спереди; на фиг. - модуль из двух станков и общего загрузчика, обслуживающего их сзади; на фиг. 5 вариант компоновки станка, вид в пла не. Станок содержит установленные на основании 1 части 2, 3 станины. На наклонных направляющих t части 2 ста нины установлен суппорт 5, на которо смонтирована бабка 6 изделия с патроном 7- Направляющие перпендикуля ны оси патрона 7. На параллельных осях патрона 7 наклонных направляющи 8 части 3 станины установлен суппорт 9, на котором смонтирован инструментальный шпиндель 10, корпус 11 которого установлен на направляющих 12 суппорта 9, параллельных оси патрона 7- На корпусе 11 установлены инст рументальный магазин 13 и механизм автоматической смены инструментов револьверная головка 15 с инструментальным магазином 16 и механизмом 17 автоматической смены инструментов. Ось шпинделя 10 и ось поворота го ловки 15 параллельны оси патрона 7. Максимальная высота направляющих 4 и 8 одинакова, величина ее выбрана из условия обеспечения прохода между направляющими и изделиями нижней губки захватной головки загрузчика. Части 2, 3 станины могут быть установлены с зазором, величина которого выбирается с учетом габаритов изделий, радиус наружной поверхности которых может быть, например, больше высоты центров станка, а также возможности их автоматической смены. Монтажные поверхности суппортов 6, 9 расположены на одной высоте. Части 2, 3 станины и суппорты 5, 9 унифици розаны. На торцовой стороне головки 15, обращенной к патрону 7, установлено измерительное устройство 18. 9 24 Станок работает следующим образом. С помощью привода суппорт 5 с бабкой 6перемещают по направляющим k впе- . ред или назад в зависимости от места расположения механического загрузчика относительно станка, а также удобства загрузки при выполнении ее вручную. Изделие устанавливают в патрон 7и перемещают суппорт 5 обратно в зону резания. К этому моменту механизм 1 7 устанавливает необходимый инструментальный блок из магазина 1б на револьверную головку 15,после чего головка 15 повораку 15, после чего головка 15 поворачивает блок в позицию резания. Корпус 11 находится в исходном край| ем правом положении. Начинается обработка вращающегося изделия (точение, растачивание, обработка центральных отверстий и торцовых поверхностей, нарезание резьбы и т. д.). При этом поперечная подача обеспечивается перемещением суппорта 5 по направляющим , а продольная - перемещением суппорта 9 по направляющим 8. Одновременно механизм 17 устанавливает на головку 15 новый инструментальный блок. После окончания обработки вращающейся заготовки суппорт 9 возвращается в исходное положение, а головка 15 при необходимости поворачивается в вертикальное положение. Корпус 1 1 перемещается в крайнее левое положение. Механизм 14 устанавливает необходимый инструмент из магазина 13 в шпиндель 10. Начинается обработка незращающегося изделия (сверление, нарезание резьбы, обработка пазов, лысок, канавок и другие фрезерносверлильные операции). После окончания- обработки суппорт 9 возвращается в исходное положение, а суппорт 5 перемещают в положение выгрузки заготовки. Основная часть стружки падает в открытый спереди и сзади зазор между станинами 2 и 3, что облегчает ее удаление. После окончания обработки поверхностей контролируемых изделий последние измеряют с помощью устройства 18, перемещая суппорт 9 с этим устройством и суппорт 5 с заготовкой. Поскольку подход к патрону 7 открыт спереди ,и сзади, станки можно группировать по-разному: два станка обращены друг к другу передними сторонами и промежуточный общий загрузчик;
два станка обращены друг к Другу задними сторонами и промех уточный общий загрузчик (фиг. 4);
два станка обращены друг к другу один - передней, а другой - задней стороной и промежуточный общий за- грузчик.
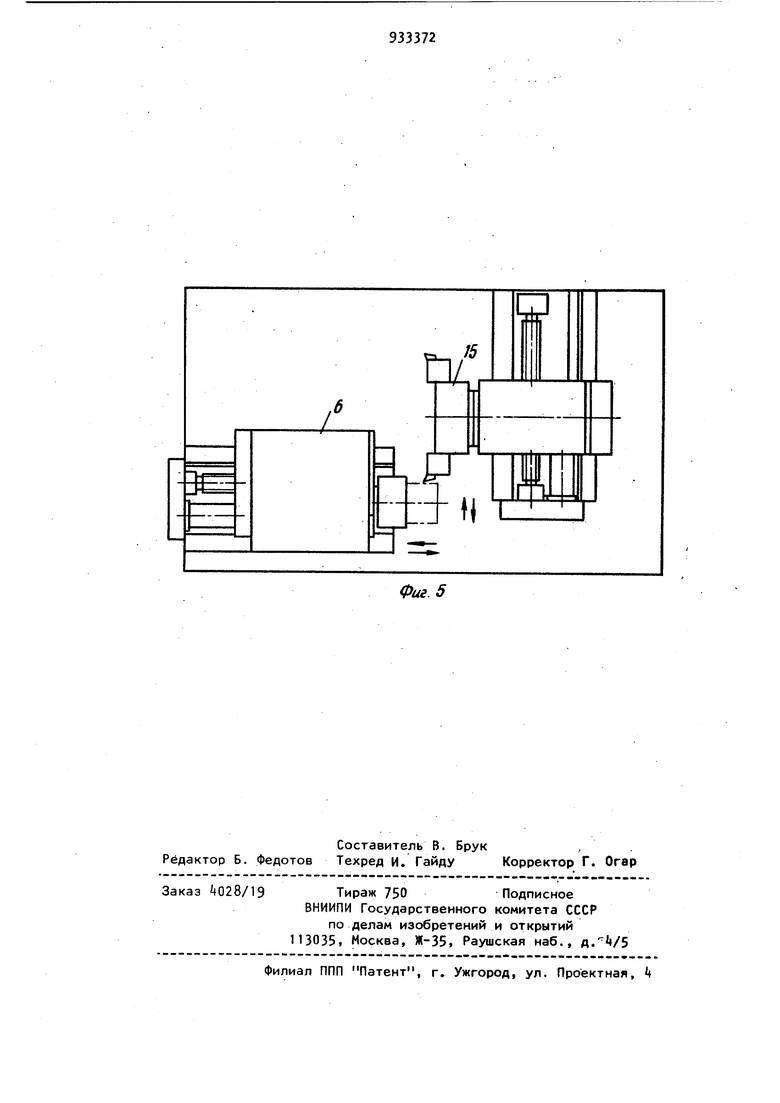
Унификация частей станины и суппортов позволяет создавать из них различные компоновки путем перемонтажа бабки изделия и инструментальной группы с одного суппорта на другой.
8варианте компоновки на фиг. 5 бабка изделия смонтирована на суппорте
9под углом 180° к. первоначальному ее положению на суппорте 5, а инструментальная группа - на суппорте 5
под углом 180 к ее первоначальному положению на суппорте 9- Наличие вариантов компоновки станка дает возможность выбрать наиболее экономичный вариант использования производственной площади, например, при монтаже нового станка в цехе между старыми станками.
Таким образом, технологические «возможности настоящего станка расширились по сравнению с известными станками.
Формула изобретения
Ц. Станок по п. 1, отличающийся тем, что он снабжен измерительным устройством, установленным на торцовой стороне револьверной головки, обращенной к патрону бабки изделия.
Источники информации, принятые во внимание при экспертизе
Фаг.1
73 r..vt Дл . 3 /
Фиг. 5
