(5) МЕТАЛЛОРЕЖУЩИЙ СТАНОК С УСТРОЙСТВОМ ДЛЯ АВТОМАТИЧЕСКОЙ СМЕНЫ МНОГОШПИНДЕЛЬНЫХ ГОЛОВОК
| название | год | авторы | номер документа |
|---|---|---|---|
| Металлорежущий станок со сменными шпиндельными головками | 1991 |
|
SU1784443A1 |
| Металлорежущий станок с устройством для автоматической смены многошпиндельных инструментальных коробок | 1974 |
|
SU523784A1 |
| Переналаживаемая автоматическая линия | 1990 |
|
SU1726206A1 |
| Многооперационный станок с ЧПУ | 1985 |
|
SU1305000A1 |
| Металлорежущий станок с устройством для автоматической смены многошпиндельных головок | 1977 |
|
SU772473A3 |
| МНОГОШПИНДЕЛЬНЫЙ ФРЕЗЕРНЫЙ СТАНОК | 1992 |
|
RU2007292C1 |
| Переналаживаемая автоматизированная линия | 1983 |
|
SU1168378A1 |
| Металлорежущий станок | 1980 |
|
SU1131464A3 |
| Многооперационный станок с автоматической сменой инструмента | 1983 |
|
SU1133799A1 |
| Металлорежущий станок с устройством для автоматической смены многошпиндельных коробок | 1988 |
|
SU1521552A2 |
I
Изобретение относится к станкост роению, в частности, к металлорежущим станкам с числовым программным управлением.
Известен металлорежущий станок с устройством для автоматической смены многошпиндельиых головок, содержащий магазин многошпиндельных головок, силовой стол, механизм фиксации головок, причем устройство для автоматической смены головок снабжено узлами их горизонтального и вертикального перемещения. Силовой стол и головки имеют опорные поверхности { .
Недостатки этой конструкции сложность и недостаточно высокое быстродействие.
Цель изобретения - повышение производительности и надежности работы станка, а также упрощение его конструкции.
Для достижения указанной цели механизм фиксации выполнен в виде жестко закрепленных на опорных поверхностях силового стола и многошпиндельных головок базовых планок. Рабочие поверхности базовых планок, определяющих положение головки в вертикальном направлении, выполнены под углом к горизонтальной плоскости, а на опорной поверхности силового стола базовая планка, определяющая положение головки в горизонтальном направлении, имеет паз для взаимодействия с соответствующей базовой планкой на головке.
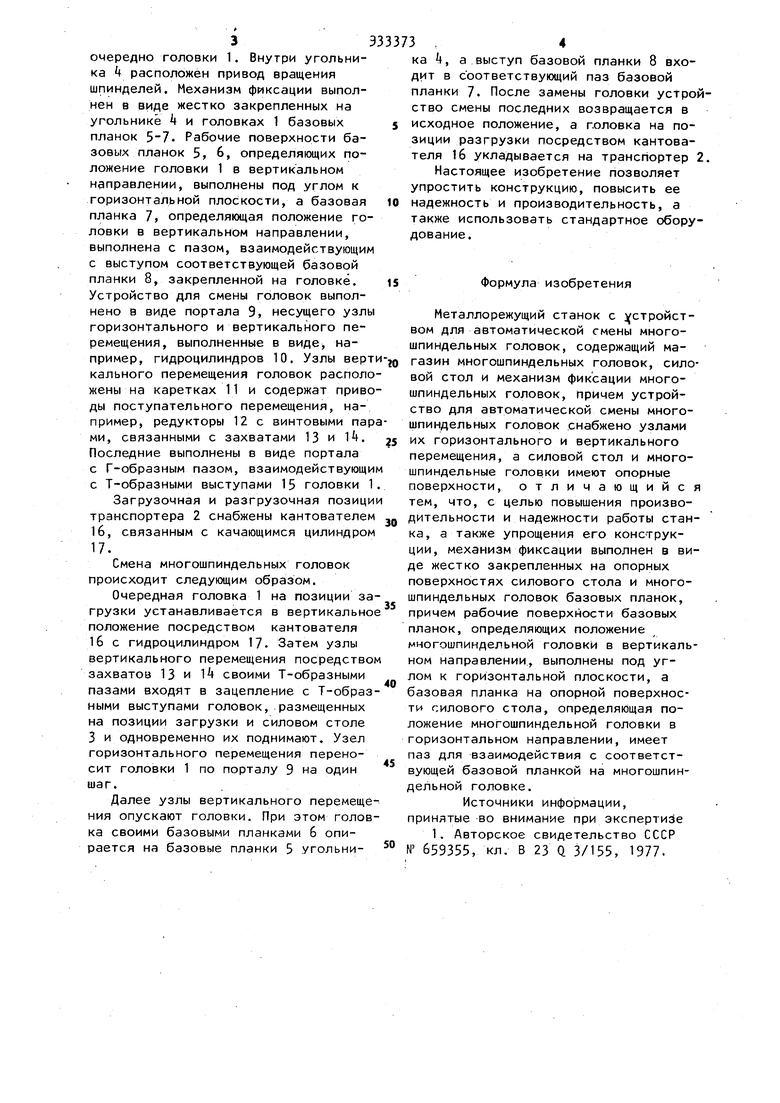
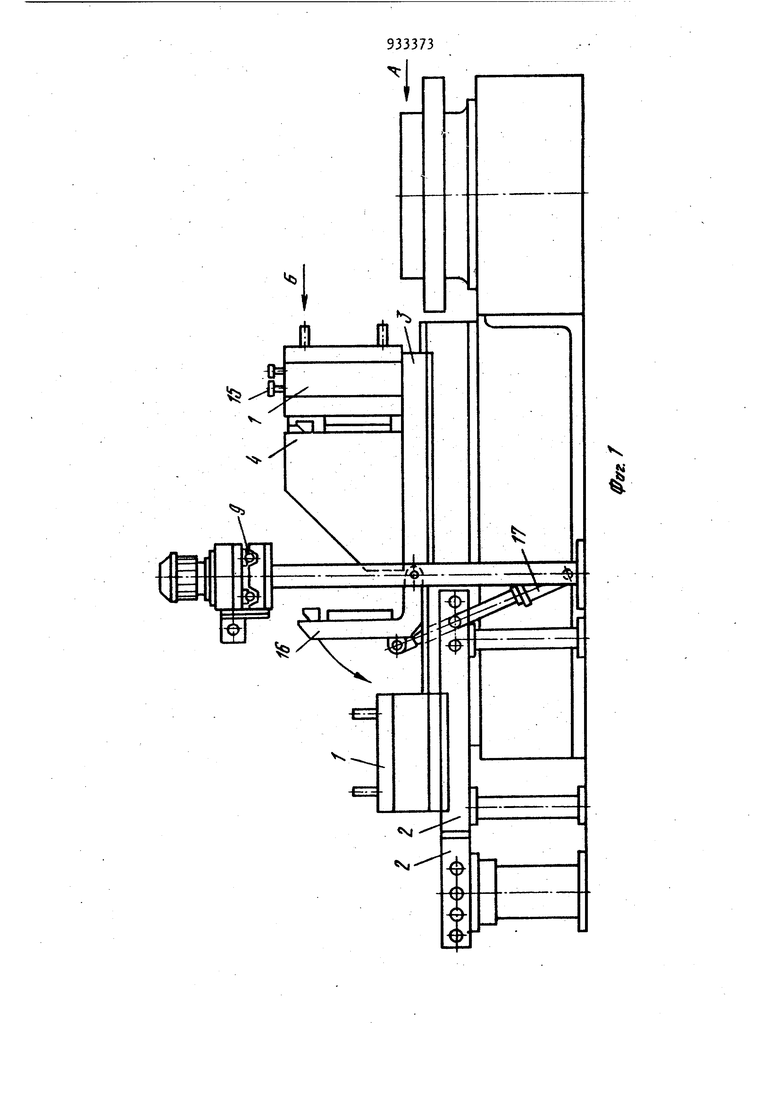
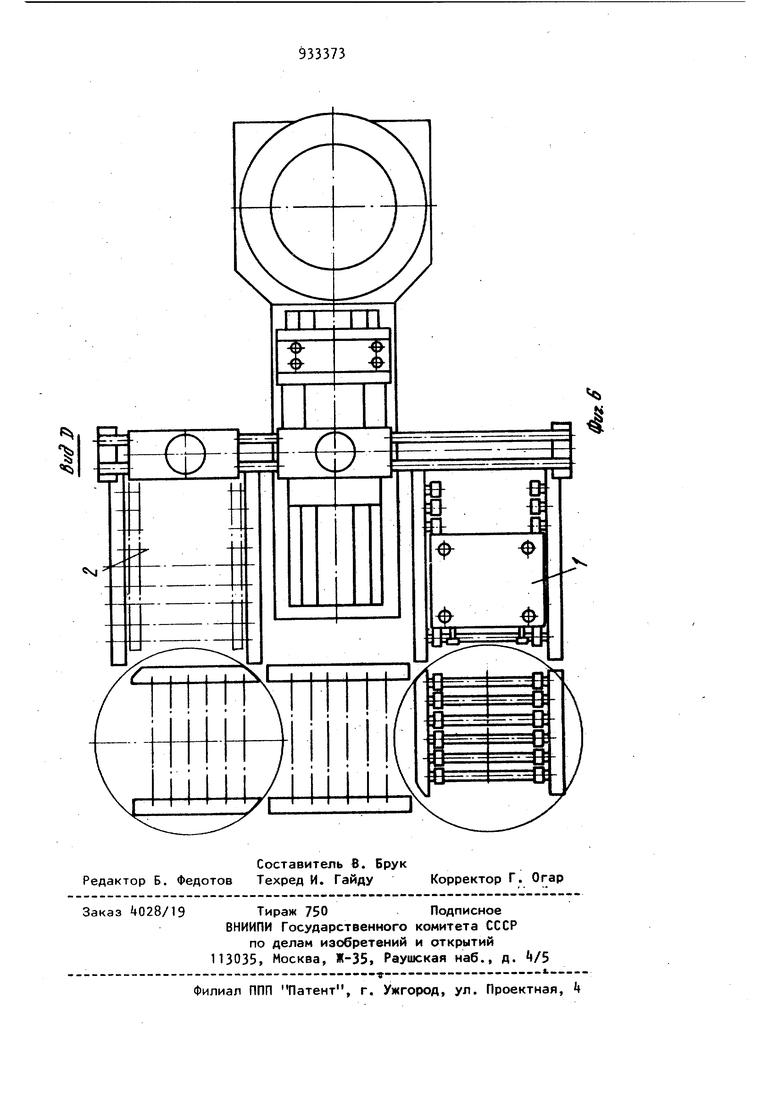
На фиг. 1 представлен общий вид станка; на фиг. 2 - вид А фиг. 1; на фиг. 3 - вид Б фиг. 1; на фиг. сечение В-В фиг. 3, на фиг. 5 - вид Г фиг. 3; на фиг. 6 - вид Д фиг. 2,
Металлорежущий станок содержит магазин многошпиндельных головок 1, выполненный в виде транспортера 2 с загрузочной и разгрузочной позициями, и силовой стол 3, на опорной поверхности которого,выпблненной в виде уголы йка t, располагаются по-. очередно головки 1. Внутри угольника k расположен привод вращения шпинделей. Механизм фиксации выполнен в виде жестко закрепленных на угольнике 4 и головках 1 базовых планок . Рабочие поверхности базовых планок 5, 6, определяющих положение головки 1 в вертикальном направлении, выполнены под углом к горизонтальной плоскости, а базовая планка 7, определяющая положение головки в вертикальном направлении, выполнена с пазом, взаимодействующим с выступом соответствующей базовой планки 8, закрепленной на головке. Устройство для смены головок выполнено в виде портала 9, несущего узлы горизонтального и вертикального перемещения, выполненные в виде например, гидроцилиндров 10. Узлы верт кального перемещения головок располо жены на каретках 11 и содержат приво ды поступательного перемещения, например, редукторы 12 с винтовыми пар ми, связанными с захватами 13 и 1. Последние выполнены в виде портала с Г-образным пазом, взаимодействующи с Т-образными выступами 15 головки Загрузочная и разгрузочная позици транспортера 2 снабжены кантователем 1б, связанным с качающимся цилиндром Смена многошпиндельных головок происходит следующим образом. Очередная головка 1 на позиции за грузки устанавливается в вертикально положение посредством кантователя 1б с гидроцилиндром 17. Затем узлы вертикального перемещения посредство захватов 13 и 1 своими Т-образными пазами входят в зацепление с Т-образ ными выступами головок, размещенных на позиции загрузки и силовом столе 3 и одновременно их поднимают. Узел горизонтального перемещения переносит головки 1 по порталу 9 на один шаг. Далее узлы вертикального перемеще ния опускают гоЛовки. При этом голов ка своими базовыми планками 6 опирается на базовые планки 5 угольника , а выступ базовой планки 8 входит в соответствующий паз базовой планки 7. После замены головки устройство смены последних возвращается в исходное положение, а головка на позиции разгрузки посредством кантователя 16 укладывается на транспортер 2. Настоящее изобретение позволяет упростить конструкцию, повысить ее надежность и производительность, а также использовать стандартное оборудование. Формула изобретения Металлорежущий станок с устройством для автоматической смены многошпиндельных головок, содержащий магазин многошпиндельных головок, силоВОЙ стол и механизм фиксации многошпиндельных головок, причем устройство для автоматической смены многошпиндельных головок снабжено узлами их горизонтального и вертикального перемещения, а силовой стол и многошпиндельные головки имеют опорные поверхности, отличающийся тем, что, с целью повышения производительности и надежности работы станка, а также упрощения его конструкции, механизм фиксации выполнен в виде жестко закрепленных на опорных поверхностях силового стола и многошпиндельных головок базовых планок, причем рабочие поверхности базовых планок, определяющих положение многошпиндельной головки в вертикальном направлении., выполнены под углом к горизонтальной плоскости, а базовая планка на опорной поверхности силового стола, определяющая положение многошпиндельной головки в горизонтальном направлении, имеет паз для взаимодействия с соответствующей базовой планкой на многошпиндельной головке. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР N 659355, кл. В 23 Q 3/155, 1977.
fe/e
X
Bi/ff
//
12
/
ffl/
/
- 1 1 I j
li-Ci
CT:
lil
I
И
СП
bMVVB НШЧЫ
,. бу 6 в
Зв
TJ
4- JbJ
Фг/г. 4
ff
v.
Фиг.З
-ff S
Фг/г.
