ролика, закрепленных на установленных на неподвижной оси втулках, фиксаторы и регулировочное приспособление для ножевых элементов и отводящий лоток для просьши, ножевые элементы- установлены в горизонтальной плоскости по касательной к конвейерной ленте, при этом упругие стержни выполнены в виде плоских пружин С -образной формы, а фиксаторы - в виде Г -образной и плоской планок, закрепленных посредством кронштейнов на отводящем лотке, причем каждая горизонтальная полка Г -образной планки и плоская планка охватывают с зазорами свободный конец плоской пружины с ножевым элементом, а вертикальная полка Г -образной планки разделяет смежные ножевые элементы между собой.
Регулировочное приспособление для ножевых элементов вьшолнено в виде закрепленных на втулках противовесов с балансирами, имеющими регулировочные гайки.
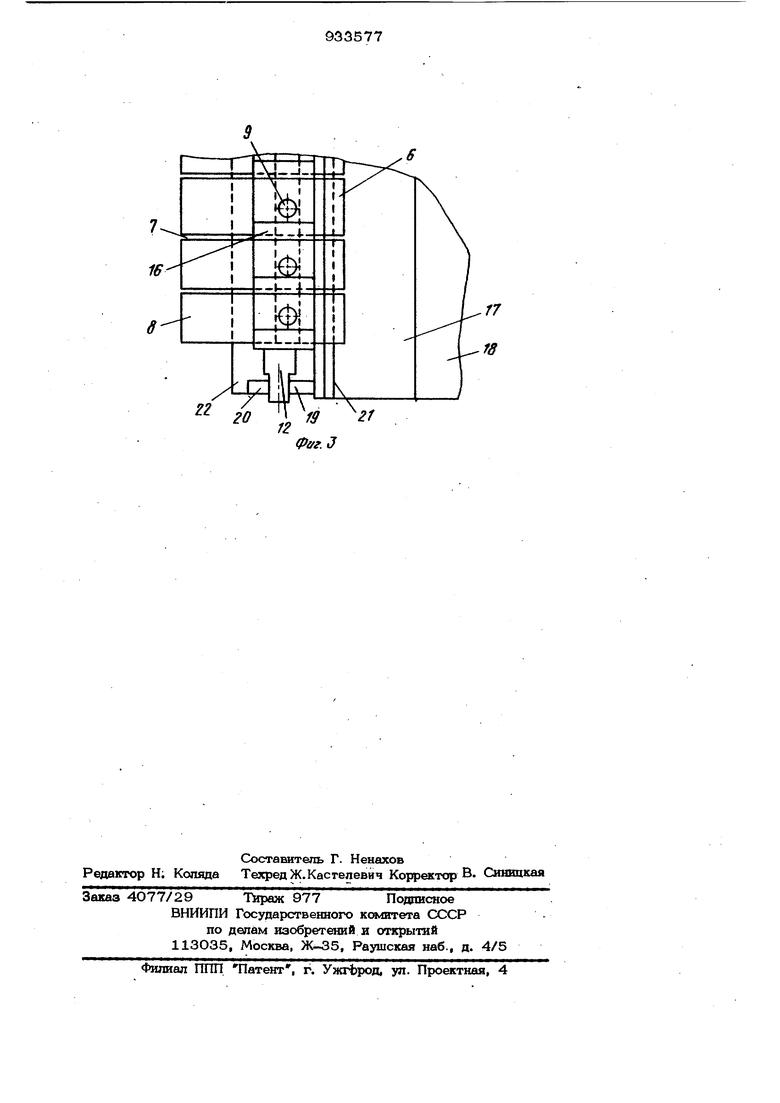
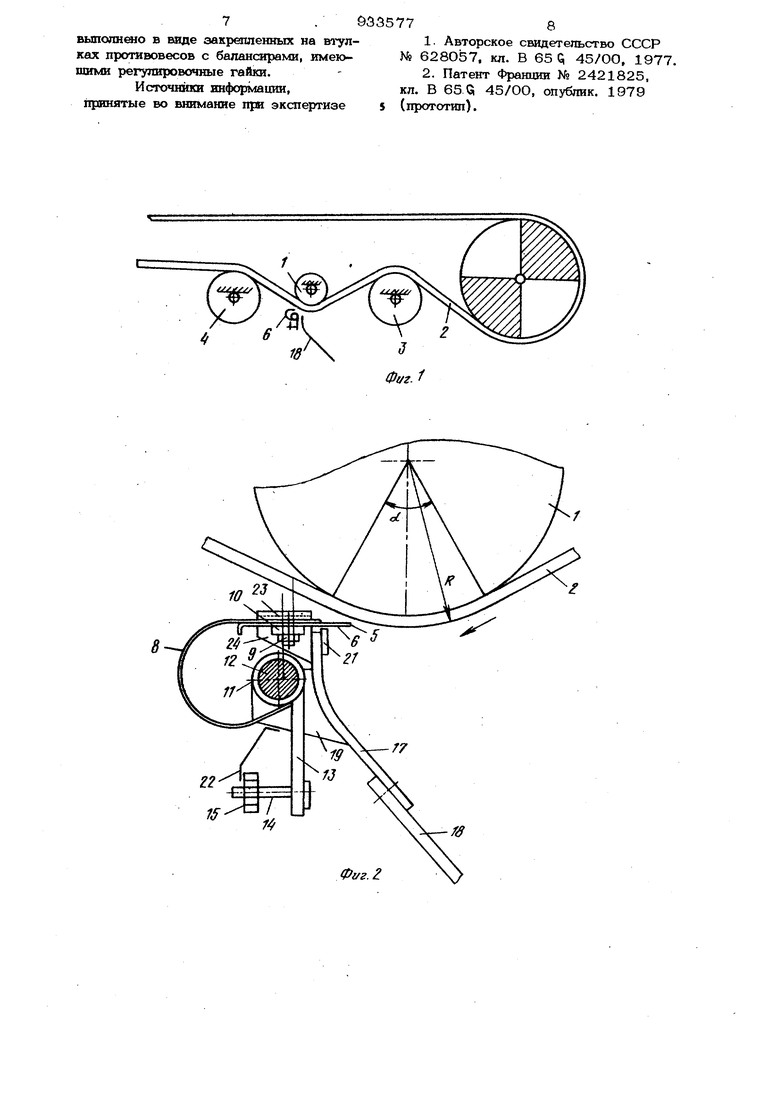
На фиг. 1 изображено устройство для очистки ленты конвейера; на фиг. 2 узел сопряжения ролика центробежной OHiiCTKH с ножевым элементом, вид сбоку} на фиг. 3 - то же, вид сверху.
Устройство для очистки ленты конвейера состоит из ролика 1, кон1актирующего с внутренней поверхностью ленты 2 на ее холостой ветви и огибаемого ею на угол d , npH4««f ролик 1 установлен между отклоняющими барабанами 3 и 4, контактирующими с наружной поверхностью ленты 2. Радиус I кривизны ленты 2 в зоне огибания ролика 1 на угле d обхвата выбран минимально возможным из условия непреы Ш1ения допусти .. у U« мых напряжений в наружной (рабочей) обкладке ленты 2. В зоне сбегания ленты 2 с ролика 1 в горизонтальной плоскости установлены с зазорами 5 к наружной поверхности ленты 2 ножевые элементы 6 (ножи). Ножи 6 размещены по ширине ленты 2 с зазорами 7 между собой и консольно закреплены на свободных концах плоских С -образных пружин (стержней) 8 с помошью винтов 9 и плашек 10. Плоские С -образные пружины 8 другими кошами торсионно закреплены на втулках 11, установленных с возможностью поворота , на неподвижной оси 12. Втулки 11 снабжены вертикально установленными противовесами 13 с горизонтальными балансирами 14 II утяжеленными регулировочными гайками 15. В зазорах 7 между
ножами 6 свободно размешены установленные в вертикальных плоскостях параллельно между собой фиксаторы 16 рабочего органа, выполненные в внде Г -образных планок, которые закреплены на кронштейне 17 отводящего лотка 18 для просьпш. На этом же кронштейне 17 с помощь о опорных кронштейнов 19 уотановлена съемная ось 12, которая фиксируется в гнездах 20 кронштейнов 19. Ножи 6 с пружиной 8 со стороны своих режущих крсмиок размещены между отогнутыми концами плоских фиксаторов 16 и плоской планкой 21 кронштейна 17. На опорных кронштейнах 19 закреплен ограничительный упор 22, контактирук щий с наружными кромками гаек 15. Кроме того, горизонтахпзная полка
23Г -образной 16 и плоская планка 21 охватывают с зазорами свободный конец плоской пружины 8 с ножевым элементом 6, а вертикальная полка
24Г -образной планки разделяет смежные ножевые элементы 6 между собой.
Устройство работает следующим образом.
При огибании лентой 2 ролика 1, обеспечивающеххэ изгиб ленты 2 с радиусом кривизны R , в сторону ее наружной поверхности, загрязненной примазками транспортируемого груза, частицы прилившего к наружной поверхности ленты 2 груза за счет центростремительного ускорения движения ленты 2 на ее криролинейном участке оказываются под действием центробежных сил, которы совместно с силой тяжести отрывают их от поверхности ленты 2, преодолевая силы адгезионных связей. Оставигаеся на поверхности ленты 2 частицы транспор.. тируемого груза при дальнейшем движении ленты 2 попадают в зону воздейст ВИЯ ножей 8, установленных практически по касательной к поверхности ленты 2. Благодаря совместному действию центробежных и гравитационных сил и срезающему действию ножей 6, окончательно нарушающим адгезионные связи частиц груза с поверхностью ленты 2, оставшаяся часть загрязняющих примазок удаляется с ленты 2 и отводится по отводящему лотку 18 для просыпи с кронштейном 17, Горизонтальная установка ножей 6 обеспечивает минимальные значения усилия на отделение загрязнякшгах примазок от поверхности лешы, работы сил трениями износа ножей благодаря малой величине сопротивления на срез. Последнее обусловлено двумя факторами: малой тогациной преграды в направлении движения слоя загрязняющих примазок (тогашгаа ножа в пределах 1-1,5 мм) и необходимостью подрезания слоя примазок, частицы коTc oio находятся под действием центробежных и гравитационных сил, суммарное действие которых близко или равно по величине силам адгезионных и когез онных связей. Поэтому небольшого по величине дополнительного воздействия (подрезания ножами 6) достаточно для отделения загрязняющих лримазок от поверхности ленты 2. Независимая установка ножей 6 дру относительно друга позволяет оптимизир вать работу устройства за счет периодической компенсации неравномерного износа ножей 6 по ширине ленты 2.Дл этого смещением гайки 15 по балансир 14-противовес 13 вместе со втулкой 11 поворачивают (за счет изменения .положения центра тяжести) по часовой стрелке, благодаря чему плоская пружина 8 с ножом 6 приближается к ленте 2 до обеспечения необходимого зазора 5 между нсоком 6 и лентой 2. Консольное закрепление ножей 6 на концах плоских пружин 8 исключает повреждение ленты 2 и нижней 6 при взаимодействии последних с нерошюстя- ми на поверхности ленты 2. В этом случае нож 6 с пружиной 8 (за счет ее деформации) -отходит от поверхности лен ты 2, а при проходе препятствия снова под действием потенциальной энергии пружина 8 возвращается в исходное положение. Исключение контакта режущей кромки ножа 6 с лентой 2 при возвращении нож 6- в исходное положение после прохода препятствия достигается за счет контак та гайки 15 с ограничительным 22. Большие по величине отклонения нож 6 от нормального положения обеспечиваются за счет поворота втулок 11 на. оси 12 против часовой стрелки. Шарнир ная установка ножей 6 на оси 12 позволяет производить индивидуальную регулировку и замену ножей 6 без демонтажа всего устройства. Для этого противовес 13 поворачивается против часовой стрелки, ослабляется или снимается винт 9, ноис 6 смещается в прорезях для винта 9 или заменяется на новый. Плоские ксаторы 16 исключают раз ,ворот ножей 6 в горизонтальной плоскос и нарушение заданного (рабочего) зазон ра 5 между ножами 6 и лентой 2 и совместно с регулировочной планкой 21 обеспечивают фиксацию ножей в вертикальной плоскости своим отогнутым концом. Использование предлагаемой конструкции устройства для очистки лент конвейеров, преимущественно соединенных способом вулканизации, позволяет обеспечить эффективную очистку ленты при расщиренной сфере использования центробежной очистки за счет интенсификации процесса очистки подрезанием загрязняющих примазок, в зоне их контакта с поверхностью ленты на ее криволинейн iучастке. Это позволяет обеспечить помимо совместного воздействия двух факторов, разрущакшшх загрязняющий слой, их взаимное влияние друг на друга, направленное на повышение суммарного эффекта. Экономический эффект от внедрения изобретения реализуется за счет повышения долговечности ленты, .роликоопор, снижения трудоемкости обслуживания конвейера, включая устройство для очистки ленты. Формула изобретения 1. Устройство для очистки ленты конвейера, включающее ножевые элементы, установленные с зазором по отношению друг к другу на свободных концах упругих стержней в зоне сбегания ленты с .ролика, закрепленных на установленных на неподвижной оси втулках, фиксаторы и регулировочное приспособление для ножевых элементов и отводящий лоток для просыпи, отличающееся тем, что, с целью повышения эффективности работы устройства, нож&вые элементы установлены в горизонтальной плоскости по касательной к конвейерной ленте, при этом упругие стержни выполнены в виде плоских пружин С -образной формы, а фиксаторы в виде Г-образной и плоской планок, закрепленных посредством кронштейнов на отводящем лотке, причем каждая горизонтальная полка Г -образной планки и плоская плгшка охватывают с заворами свободный конш плоской пружины с ножевым элементом, а вертикальная полка Г -образной планки разделяет смежные ножевые элементы между собой. 2. Устройство по п. 1, о т л н ч а ю щ е е с я тем, что регулировочное приспособление для ножевых элементов вьшопнзю в виде закрепленных на ва лках противовесов с балансирами, имек пшми регутшровочные гайки. Источники информации, принятые во внимание при экспертизе 78 1.Авторское свидетельство СССР № 628057. кл. В 65 q 45/00, 1977. 2.Патент Франции № 2421825, кл. В 65 Gi 45/00, опублик. 1979 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для очистки ленты конвейера | 1980 |
|
SU908705A1 |
| Устройство для очистки ленты конвейера | 1979 |
|
SU856937A1 |
| Устройство для очистки ленты конвейера | 1984 |
|
SU1207928A1 |
| Устройство для очистки ленты конвейера | 1980 |
|
SU933579A1 |
| Устройство для отбора проб загрязняющих конвейерную ленту примазок транспортируемого груза | 1978 |
|
SU747782A1 |
| Устройство для очистки ленты конвейера | 1980 |
|
SU967920A1 |
| Устройство для очистки ленты конвейера | 1981 |
|
SU1002212A1 |
| ЛЕНТОЧНЫЙ КОНВЕЙЕР | 1995 |
|
RU2096301C1 |
| МАШИНА ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ КОЖ | 1991 |
|
RU2019566C1 |
| Устройство для очистки ленты конвейера | 1981 |
|
SU1022899A1 |