Фиг.
Изобретение относится к оборудованию для нанесения лакокрасочных покрытий и предназначено для окрашивания изделий, перемещаемых- подвесным конвейером непрерывного и периодического действия.
Цель изобретения - сокращение производственной площади, уменьшение расхода воды, пара, рабочих агентов и лакокрасочного материала, а также повьшение надежности работы линии.
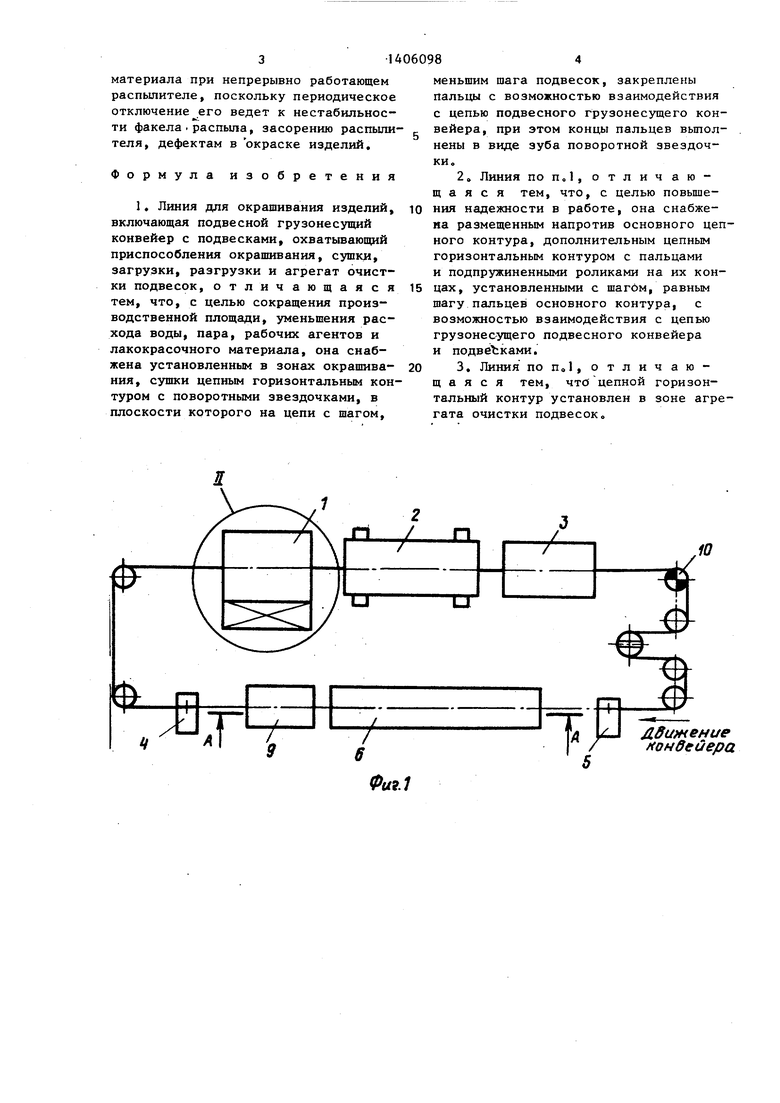
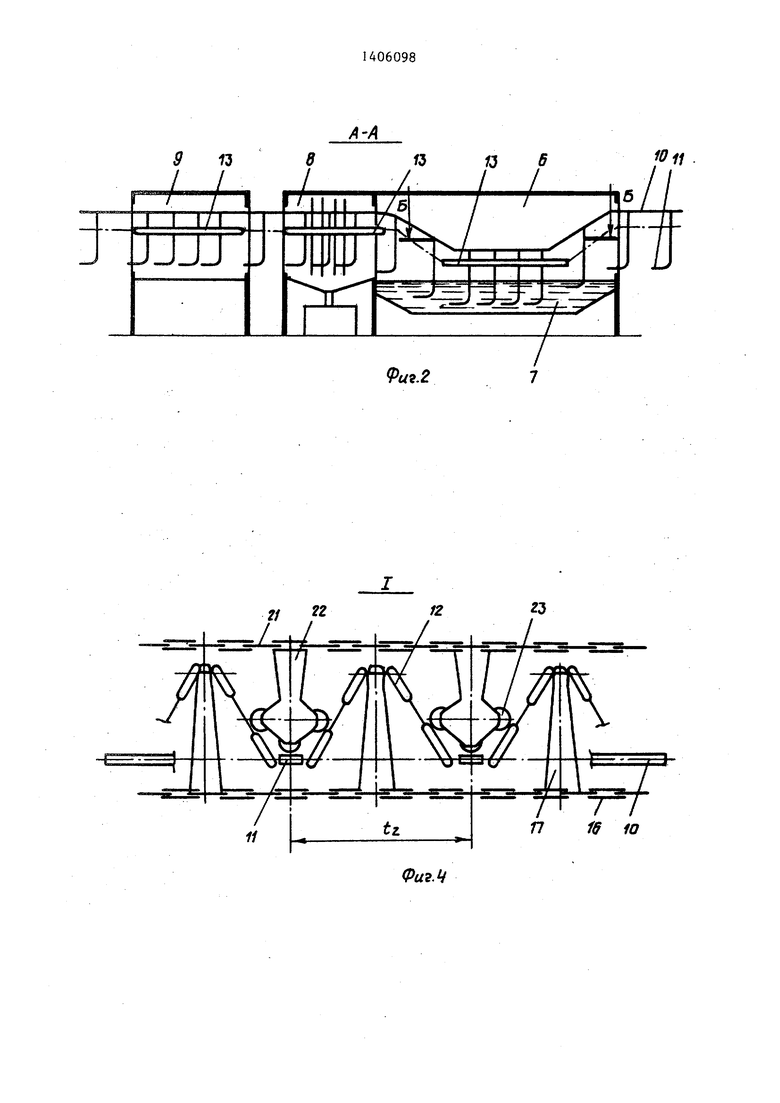
На фиг,1 схематично изображена линия для окрашивания изделий; на фиГо 2 - разрез А-А на фиг.1; на фиг. 3 - сечение Б-Б на фиг.2; на фиг. 4 - узел I на фиг.З (взаимодействие двух горизонтальных цепных контуров с цепью конвейера)} на фиг 5 - узел II на фиг„1 (установка окрашивания в плане); на фиг, 6 - разрез В-В на фиг о 5 (установка окрашивания).
Линия для окрашлвания изделий включает приспособления окрашивания 1, сушки 2, охлаждения 3, загрузки 4 и разгрузки.5, агрегат 6 очистки подвесок с ванной окунания 7 и зоной об- лива 8, камеры сушки подвесок 9, охватываемые подвесным грузонесущим
мотрено уменьшение шага между подвесками (изделиями), устанавливают контуры 13 и 18о Пальцы 17 контура 13 вводят в цепь 12 конвейера 10 и изгибают ее, сдвигая при этом подвески 11 до необходимого расстояния между ними (шага t,). Пальцы 22 контура 18 подводят к цепи 12 в зоне соединения с подвесками 11 с противоположной стороны от контура 13 до соприкосновения подпружиненных роликов 23с цепью 12, при этом пружины роликов 23 (не показаны) позволяют регулировать нагрузку на ролики 23 от подвесок и изогнутой цепи 12 и равномерно распределить ее на все ролики. Всю систему закрепляют в таком положении.
При пуске конвейера 10 начинает перемещаться цепь 12, которая при взаимодействии с пальцами 17 и 22 начинает перемещать сЪответственно горизонтальные цепные контуры 13 и 18. При этом, пальцы 17 контура 1 3 изгибают на входе цепь 12 подвесного грузйнесущего конвейера 10, сближая поступающие подвески 11 до расстояния t (фиг.3,4,5), которые в таком положении продвига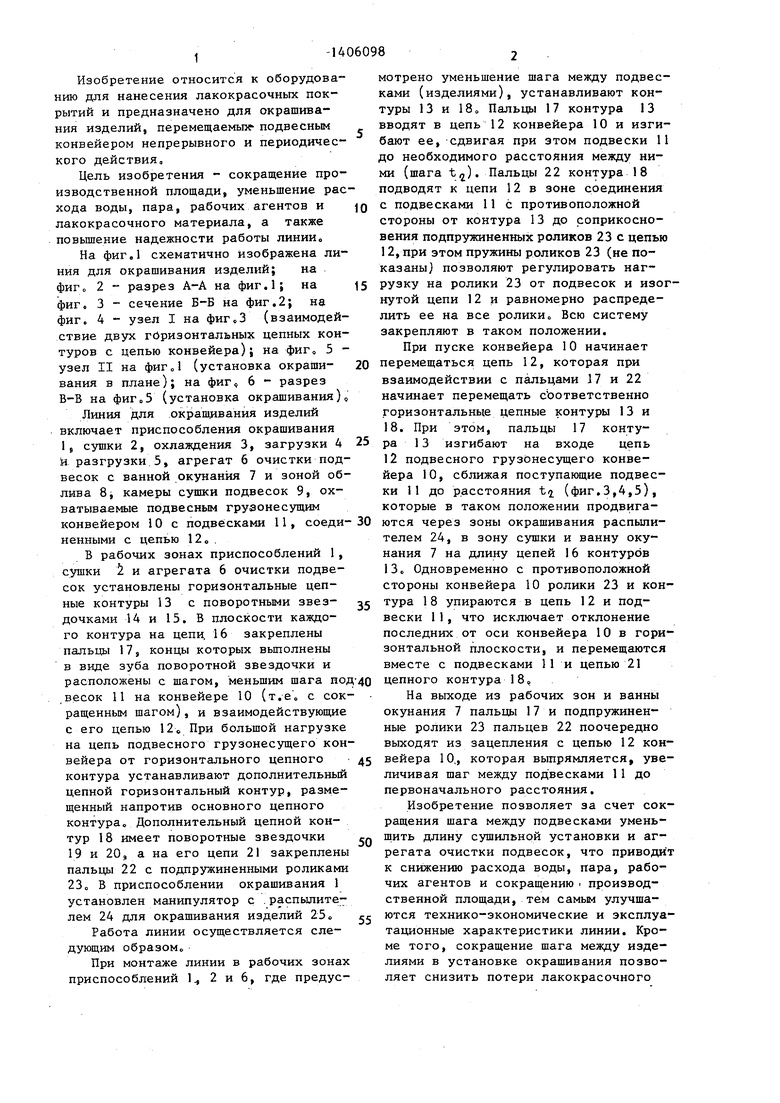
| название | год | авторы | номер документа |
|---|---|---|---|
| Линия для окрашивания изделий | 1991 |
|
SU1801615A1 |
| Поточная линия для окрашивания изделий | 1989 |
|
SU1706714A1 |
| Поточная линия для окрашивания изделий | 1990 |
|
SU1838221A3 |
| Поточная линия для окрашивания изделий | 1985 |
|
SU1328270A1 |
| Линия окраски электроосаждением | 1980 |
|
SU933820A1 |
| Автоматизированная окрасочная линия | 1989 |
|
SU1666212A1 |
| Устройство для перемещения и передачи подвесок с грузами | 1983 |
|
SU1133194A1 |
| Установка для окрашивания деревянных изделий рамной конструкции путем окунания | 1985 |
|
SU1297930A1 |
| Установка для окрашивания изделий | 1989 |
|
SU1717258A1 |
| Подвесной конвейер | 1979 |
|
SU772938A1 |
Изобретение относится к оборудованию для нанесения лакокрасочных покрытий и предназначено для окрашивания изделий, перемещаемых подвесным конвейером непрерывного и периодического действия Цель изобретения - сокращение производственной площа ;и, уменьшение расхода воды,пара, рабочих агентов и лакокрасочного материала. Линия включает -грузонесу15 1В J2 2J 22 1 /4 г т-кт1уг «т чл f7 « « щий конвейер с подвесками, охватывающий приспособления окрашршания, сушки, загрузки, разгрузки и агрегат очистки подвесок о В зонах окрашивания, сушки и агрегата установлены цепные горизонтальные контуры 13 с поворотными звездочками 14 и 15. В плоскости контура 13 на цепи с шагом, меньшим шага подвесок, закреплены пальцы 17, концы которых выполнены в виде зуба поворотной звездочки.Напротив основного контура 13 размещен дополнительный горизонтальный контур 18 с пальцами 22 и подпружиненными роликами на, их концах.. Ролики установлены с шагом, равным шагу пальцев 13, При перемещении цепи конвейера пальцы 17 и 22 перемещают цепные контуры 13 и 18. Пальцы 17 изгибают на входе цепь конвейера, сближая подвески. С противоположной стороны конвейера ролики упираются в цепь, исключая отклонение подвесок от оси конвейера. 2 ЗоП. ф-лы, 6 ило В-б J 22 1 ЛВижвиие ° конвейера (Л 4 О Од о со 00 чл f7 « «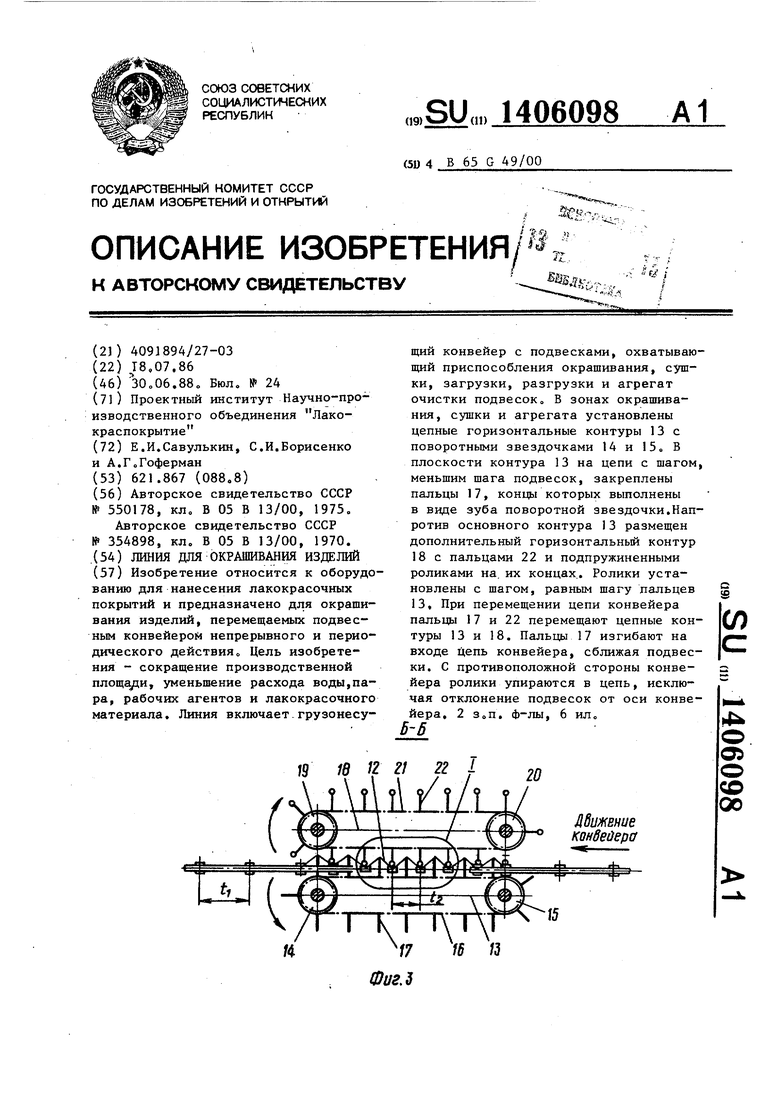
конвейером 10 с подвесками 11, соеди- 30 ются через зоны окрашивания распыли
ненными с цепью 12.
В рабочих зонах приспособлений 1, сушки 1 и агрегата 6 очистки подвесок установлены горизонтальные цепные контуры 13 с поворотными звездочками 14 и 15. В плоскости каждого контура на цепи, 16 закреплены пальцы 17, концы которых вьшолнены в виде зуба поворотной звездочки и расположены с шагом, меньшим шага под весок 11 на конвейере 10 (т.е. с сокращенным шагом), и взаимодействующие с его цепью 12о.При большой нагрузке на цепь подвесного грузонесущего конвейера от горизонтального цепного контура устанавливают дополнительный цепной горизонтальный контур, размещенный напротив основного цепного контура. Дополнительный цепной контур 18 имеет поворотные звездочки 19 и 20, а на его цепи 21 закреплены пальцы 22 с подпружиненными роликами 23. В приспособлении окрашивания 1 установлен манипулятор с распылителем 24 для окрашивания изделий 25.
Работа линии осуществляется следующим образом.
При монтаже линии в рабочих зонах приспособлений 1 2 и 6, где предус5
о
5
0
5
телем 24, в зону сушки и ванну окунания 7 на длину цепей 16 контуров 13. Одновременно с противоположной стороны конвейера 10 ролики 23 и контура 18 упираются в цепь 12 и подвески 11, что исключает отклонение последних от оси конвейера 10 в горизонтальной плоскости, и перемещаются вместе с подвесками 11 и цепью 21 цепного контура 18
На выходе из рабочих зон и ванны окунания 7 пальцы 17 и подпружиненные ролики 23 пальцев 22 поочередно выходят из зацепления с цепью 12 конвейера 10., которая выпрямляется, увеличивая шаг между подвесками 11 до первоначального расстояния.
Изобретение позволяет за счет сокращения шага между подвесками умень- щить длину сушилвной установки и агрегата очистки подвесок, что приводи т к снижению расхода воды, пара, рабочих агентов и сокращению i производственной площади, тем самым улучшаются технико-экономические и эксплуатационные характеристики линии. Кроме того, сокращение шага между изделиями в установке окрашивания позволяет снизить потери лакокрасочного
материала при непрерывно работающем распьшителе, поскольку периодическое отключение его ведет к нестабильности факелараспьша, засорению распылителя, дефектам в окраске изделий.
Формула изобретения
меньшим шага подвесок, закреплены пальцы с возможностью взаимодействия с цепью подвесного грузонесущего конвейера, при этом концы пальцев вьшол- нены в виде зуба поворотной звездочки.
2 Линия по п,1| отличающая с я тем, что, с целью повьш ения надежности в работе, она снабжена размещенным напротив основного цепного контура, дополнительным цепным горизонтальным контуром с пальцами и подпружиненными роликами на их концах, установленными с шагбм, равным шагу пальцев основного контура, с возможностью взаимодействия с цепью грузонесущего подвесного конвейера и подвеЪками.
ЛУи нение / онвсйера
Фи9.1
9 П8
1Ъ
W В
1011
9а9.2
Л IS 10
«W.5 0
гч
| Поточная линия по окраске изделий | 1975 |
|
SU550178A1 |
| ПОТОЧНАЯ ЛИНИЯ ПО ОКРАСКЕ В ЭЛЕКТРИЧЕСКОМ ПОЛЕИЗДЕЛИИ | 0 |
|
SU354898A1 |
| Видоизменение прибора для получения стереоскопических впечатлений от двух изображений различного масштаба | 1919 |
|
SU54A1 |
